|
Myford offered both a number of independent milling machines and milling attachments for their lathes - though non of either variety were constructed by the Company itself but bought in from various suppliers - both British and foreign. The earliest types were attachments intended for use on the ML7 and Super 7 lathes and consisted of the self-motorised Amolco and three designs by Rodney, one a full-size machine and the other two scaled down, simplified versions with the first of these sold as the "Mini-Miller" and the second (much later) as the VM-D - all taking their drive from the headstock spindle. An improvement was brought about by the introduction of the self-contained, geared head VM-A, an attachment manufactured by Rishton and carried on a column behind the bed of a Super 7 or 254 (in the manner established some years previously by Emco on their Emcomat, Maximat & Mentor 7, V7, V7L, V8, 8.4, 8.6, V10 and V11 lathes). From the 1970s Myford introduced a series of proper, self-contained but Taiwanese-manufactured machines that comprised the smaller VM-B (built like a miniature jig-borer) and the larger turret-head VM-C, VM-E and VM-F.
MYFORD VMB
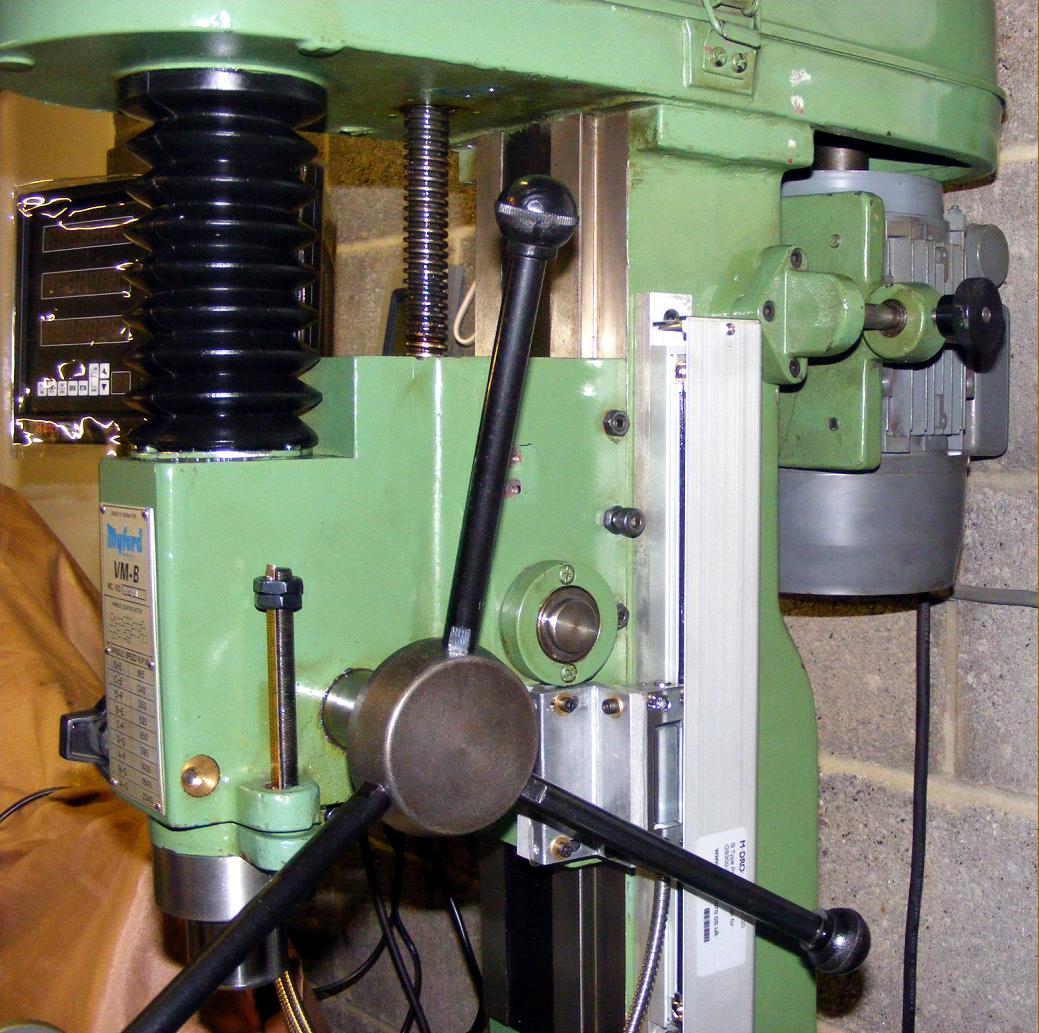
Unusually well-made for a relatively inexpensive machine, the Myford VMB was manufactured in Taiwan by the Buffalo Machinery Co. Ltd. and sold in the UK by not only Myford, but also by the Excel Machinery Co. as their "Model 600". In Taiwan, the Model was listed as the "CNC 600" - but this had absolutely nothing to do with computer control.
The machine resembled, in its design, the lower cost, miniature jib borer of the type first offered by Vernon and Linley in the United States during the 1930s. A design which has since become very popular - not least due to its relative easy of production and lower costs in comparison with a conventional machine - it uses a non-elevating compound table with the head arranged to move up and down on a slideway formed on the inside front surface of the main column. In addition to forming a rigid structure, the layout also allows a very wide cross slide to be incorporated (a decided advantage for any boring or milling machine) while also permitting economical mounting on an existing bench. A variation on the theme can be seen in the Taiwanese mill/drill, a now ubiquitous and very popular lower-cost design offered from the early 1970s. Unfortunately these, like the box-column machines, have one important drawback, on most the head cannot be angled and, if it can (as on the Emco design), the quill has only a rapid feed for drilling along the axis of tilt. The fine feed, either direct by a long screwed rod or though a combination of worm-and-wheel gearing and screwed rod for an even finer feed (as on the VMB), moves the whole head vertically, so restricting its usefulness for angular boring and spot facing curved casting, etc. On those makes intended just for jig boring this did not matter, nor did they require a head that could be inclined.
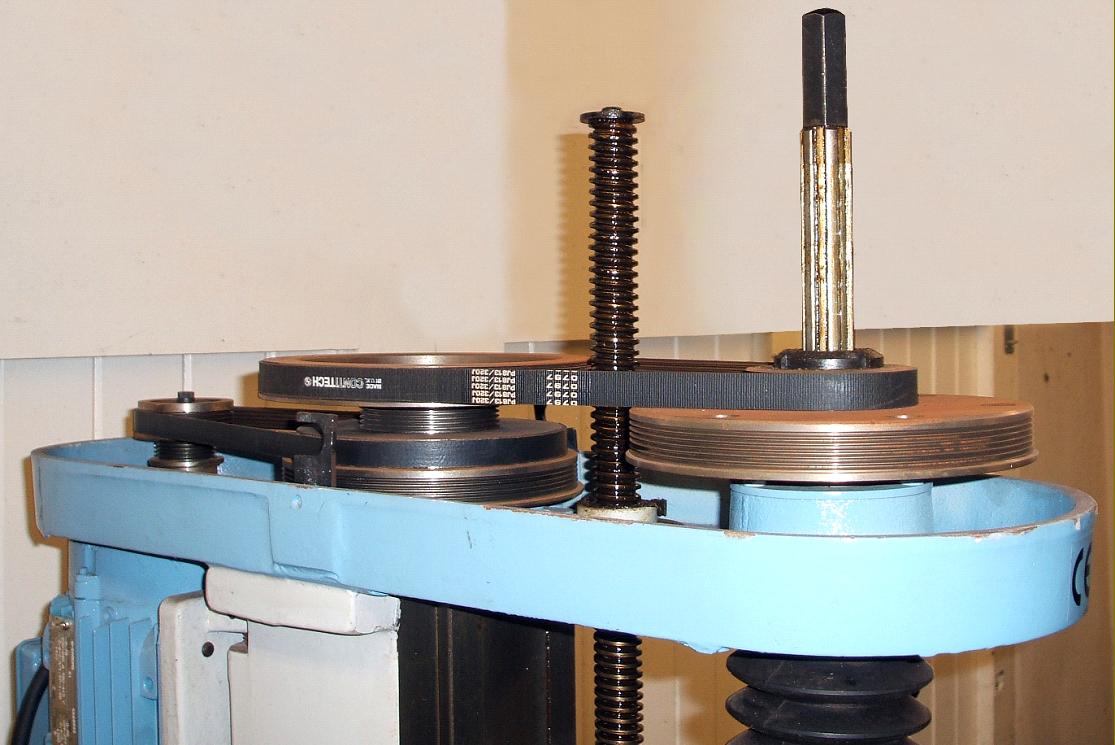
Unless a geared head was incorporated, as on the Emco and its copies, the drive system usually involved mounting a motor on a hinged plate at the back of the head - in the manner of an ordinary drill press - with a belt running to an intermediate pulley and from there to a front pulley through which passed a long splined shaft attached to the spindle.
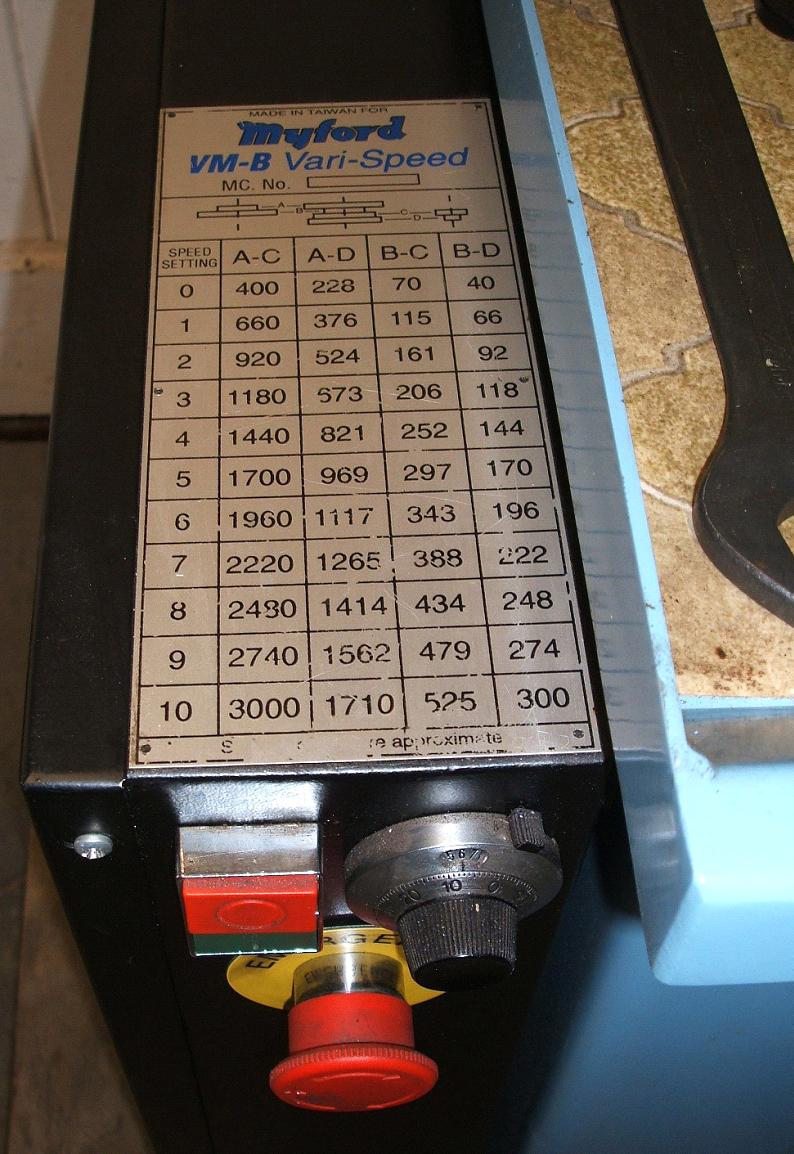
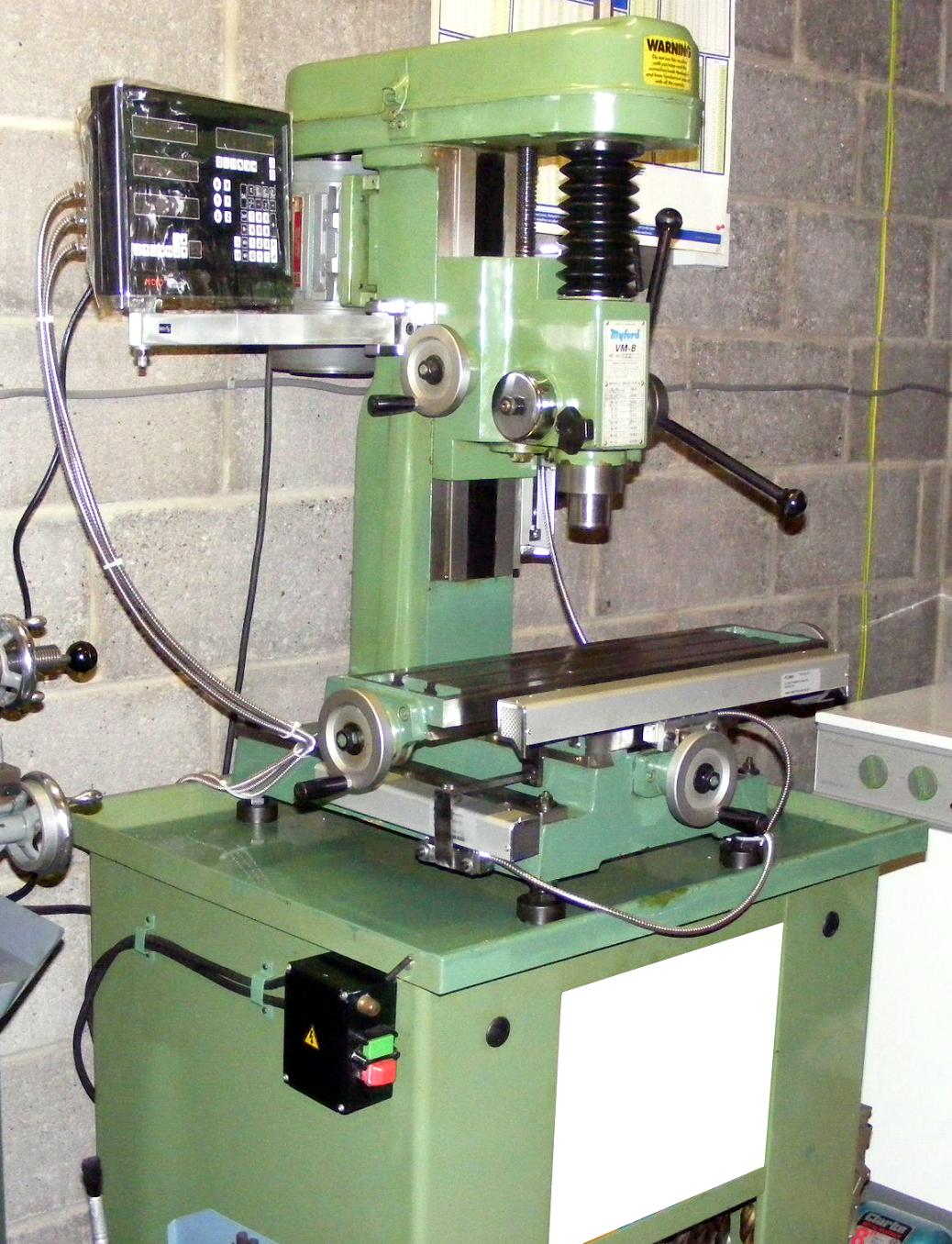
Built in two versions early and late, the Myford was at first painted green and then white and blue - the only known differences being a 4-inch increase in the column's height, to improve the original 362 mm (14.5") clearance between spindle nose and table, and the inclusion of variable-speed drive using an inverter-controlled, 1 h.p. 3-phase motor. On the ordinary Mk. 2 and the Mk. 1 power was transmitted by an ordinary V-belt passing over the usual 2-stage drive from motor to an intermediate pulley and then to the headstock spindle. However, on the Vari-speed model the drive had been redesigned and engineered by Myford themselves to use smooth-running Poly-V pulleys - with all versions having the splined vertical drive shaft covered with a bellows to stop the long-haired amongst us being wound into the mechanism. The result on the Vari-speed was a set of four speed ranges that stretched from 40 to 3000 r.p.m. - these being: 40 to 300 r.p.m., 70 to 525 r.p.m., 228 to 1710 r.p.m. and 400 to 3000 r.p.m. with each able to be varied as required by merely turning a dial on top of a control box bolted to the stand's left-hand face. On the ordinary Mk. 2 and the Mk. 1, power came from a 0.5 h.p. single-phase motor that gave nine speeds of 195, 340, 355, 525, 650, 595, 1430, 1545 and 2340 r.p.m. - all changes having to be made by swapping the belts from pulley to pulley.
Claimed to be carefully balanced, the quill was ground finished for a good fit in the head bore and fitted with a drill-like 2-ring depth stop with a vernier-equipped ruler scale marked in divisions of 1 mm or 1/16", a locking clamp and a micrometer dial graduated with fifty lines each indicating a travel of 0.01 mm. The spindle, running in two taper roller bearings and a pair of ball races, was equipped with a Bridgeport type R8 socket (or, at £32 extra in 1993 with a No. 3 Morse), an ideal arrangement for the size of machine and one that allowed the use of commonly available and inexpensive tooling and replacement collets.
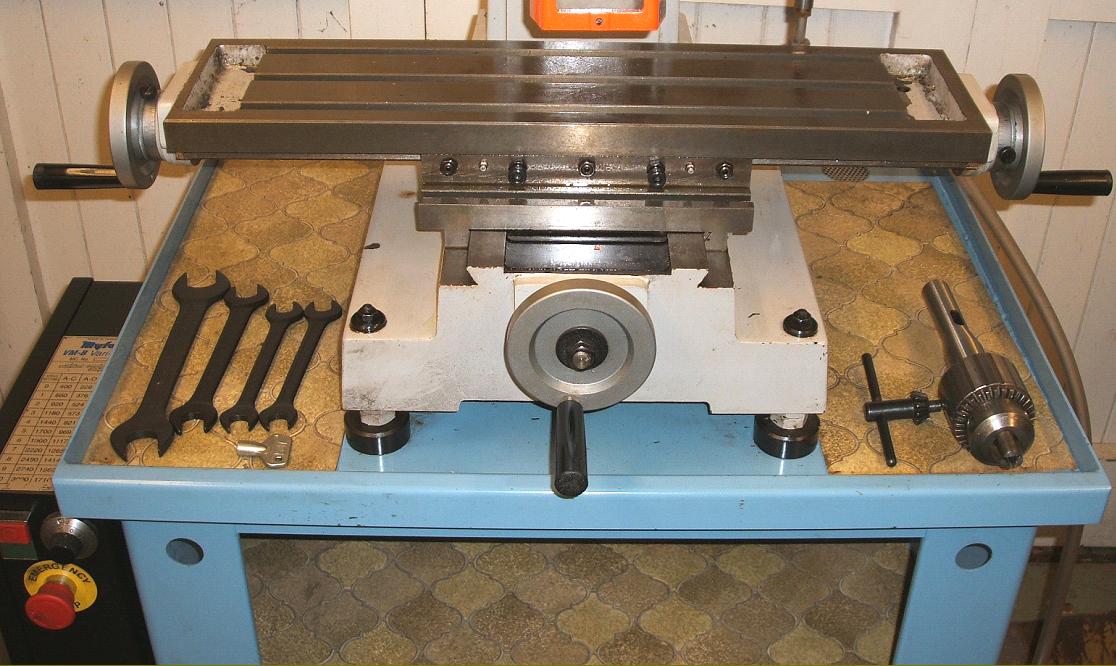
With three T-slots the 19.5" x 57/8" (495 x 150 mm) the surface ground table was usefully long for a small machine - overlong for heavier work perhaps but ideal for the model engineer and home-shop enthusiast at whom it was aimed. Longitudinal travel was 141/8" (360 mm) and in traverse 57/8" (149.2 mm). If the quill was fully retracted and the front-facing capstan handle removed the head could be moved up and down its slideways through 8 1/4" (210 mm) with the quill having a stroke of 31/16". Table and head ways were all ground finished with the formers' 2.5 mm or 10 t.p.i. pitch feed screws equipped with ball-type thrust races at both ends and each slideway fitted with two locking screws. Satin-chrome plated, the zeroing micrometer dials were of a reasonable diameter and the engraving clear.
If you have a Myford VMB, the writer would be interested to hear from you.
Details of the Myford VM-C, VM-E and VM-F millers here
|
|