|
Although Murad was well known in the 1940s and early 1950s for their small capstan lathes, and later for the unusual "Bormilathe" combination lathe and milling machine, only limited numbers of their ordinary centre lathes, the "Antarctica" and "Cadet", were made.
Replacing the expensive-to-produce geared-head Cadet, the second of Murad's lathe was a high-quality, 4" x 21" backgeared and screwcutting machine with a straight (non-gap) V-bed and an all V-belt countershaft unit. Named "Antarctica", after a specially-prepared example that had been supplied to the Shackleton Base of the British Antarctica Expedition. When the first production example left the factory during November 1947, the range consisted of three models: "Alpha", "Beta" and "Gamma. The Alpha and Beta were both designed for bench mounting with the Beta benefiting from being supplied bolted to a heavy and very rigid, distortion-resistant "three-foot" cast-iron tray. The most desirable model, the "Gamma", was fitted as standard to a cast-iron pedestal stand. All castings were poured in Murad's own foundry with the bed including a 33% steel in the mix to give a "semi-steel" (high-tensile cast iron) close-grained structure. The castings were aged in the open for at least 9 months before machining and final hand scraping.
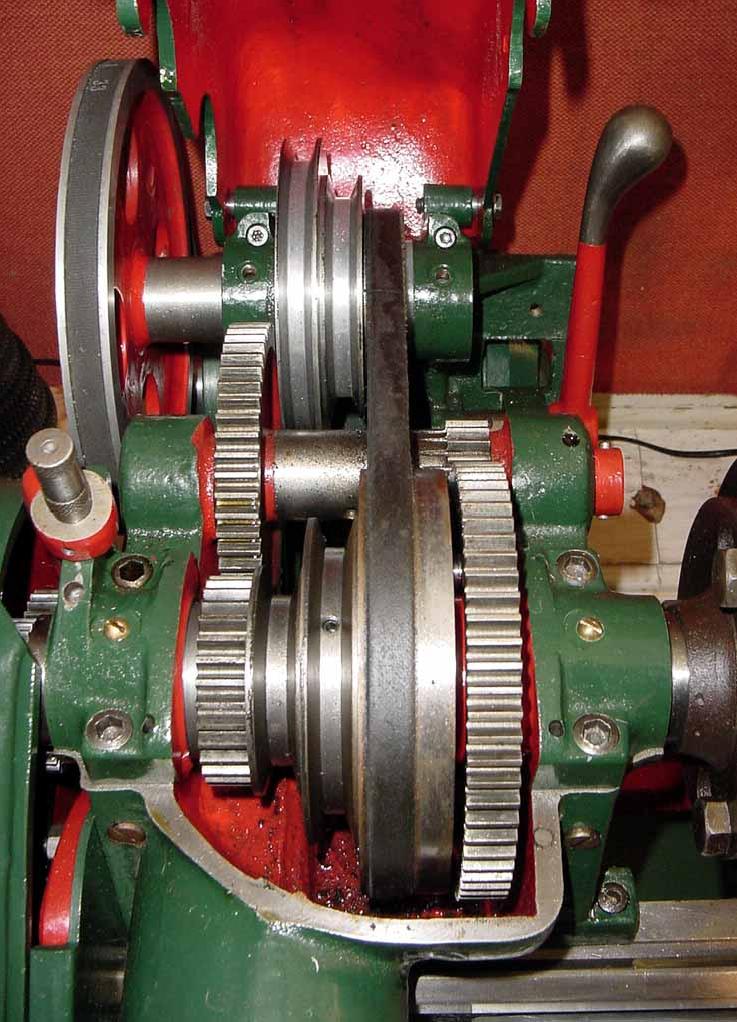
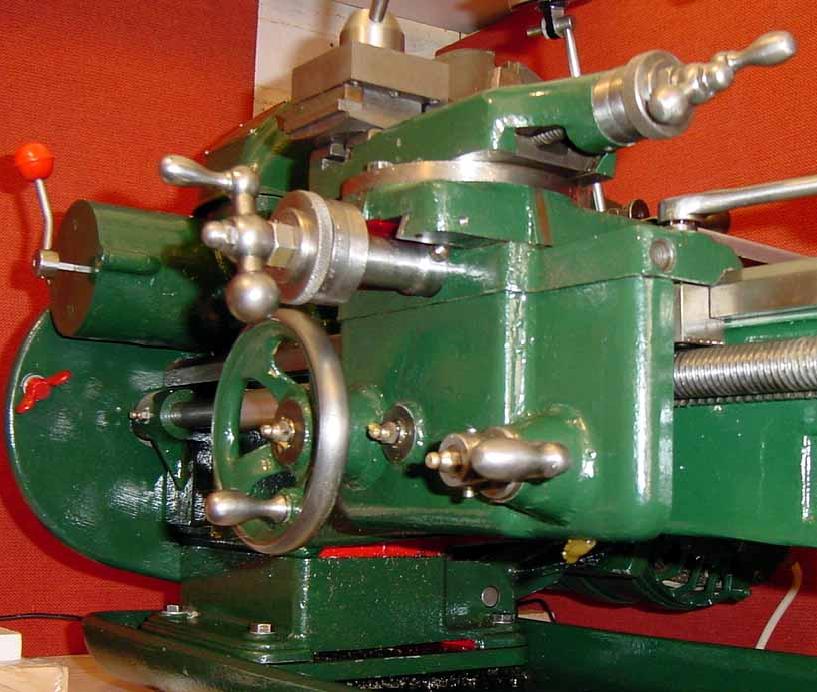
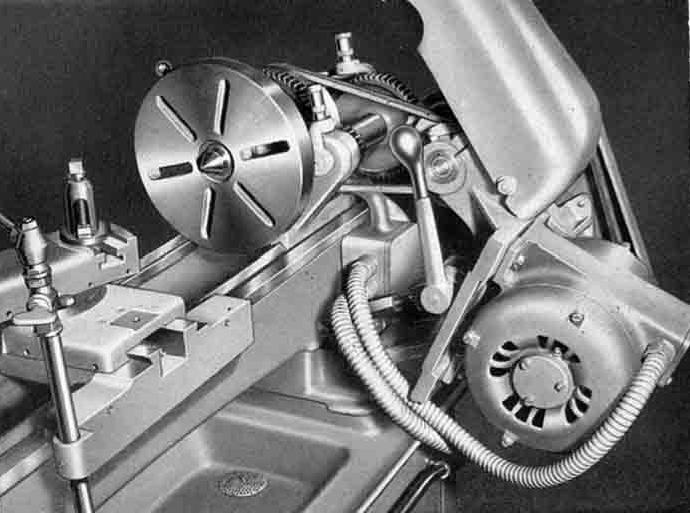
While all initial models had six spindle speeds, from 39 to 870 rpm, this was soon increased to 12 - by the usual expedient of using a double-size pulley on the motor shaft together with a matching larger pulley on the countershaft. However, although the total number of speeds was the same, each model had its own speed range, arranged (on later types) as follows: 39 to 1300 rpm for the Alpha, 39 to 2000 rpm for the Beta and a very useful 39 to 2520 rpm for the Gamma. The countershaft, mounted integrally with the lathe and pivoted on an extension to the rear of the headstock-end bed foot, was fitted, like many other lathes, with a neat and highly effective "over-centre" adjustable belt-tensioning arm. The introduction of higher speeds coincided with a set of improvements to the headstock assembly, these being designed to promote smoother and quieter running; modifications included: grinding and lapping the spindle journals and hardening its mounting threads and Morse taper socket; individual and group balancing of all the rotating components and balanced and lapped backgears. It is also possible that the original spring-loaded plunger location for the backgear engaged and disengaged positions was replaced by a cheaper swing-over lever, the gear being held in place by a friction screw. With these modifications completed, one example that passed through the writer's hands ran with commendable smoothness and in almost complete silence. The headstock spindle bearings were unusual; realising that the recently introduced (American-designed) steel-backed white-metal lined "Thinwall" shells for the main and big end bearings of IC engines were items of very high precision, Murad engineers decided it would be a useful shortcut to use those instead of more traditional components: cast-in white metal, bronze, ball-bearing or taper roller races. Taking advantage of the shell-bearing manufacturing facility that the factory had installed as part of the development program for the Murad car, these bearings were duly installed in the lathes. Once fitted, the bearings were line-bored and, despite being fed lubricant from wicks dipping into wells within the headstock casting (instead of being supplied with high-pressure oil), appear to have been a success - certainly the very well-worn lathe examined by the author in the early 1980s still had a perfectly serviceable spindle assembly. Whilst the two bench lathes had a very heavy combined motor-countershaft unit fastened to the back of their bed, the Gamma had its motor bolted to the rear of the cabinet stand. The headstock belt run on all models was guarded with a large, rear-hinged cast-aluminium cover. The electrical switch was conveniently mounted on a boss, of rather exaggerated proportions, that was formed as part of the headstock casting's front face.
Although all three lathes were of identical mechanical construction, because of their more rigid mountings (which owners would have found difficult to upset) Murad offered the Beta and Gamma with accuracy test certificates - the assembly technique with both machines being to do the final fitting and set up after the bed had been bolted to its tray or stand.
Screwcutting was by fully-guarded changewheels (there was no gearbox option), of which the unusually large standard set of twenty-two gears set was able to generate pitches from 2.5 to 95 t.p.i. The tumble-reverse mechanism was unusual in being mounted behind the spindle, its spring-loaded operating lever positioned vertically above and to the left of the end headstock bearing.
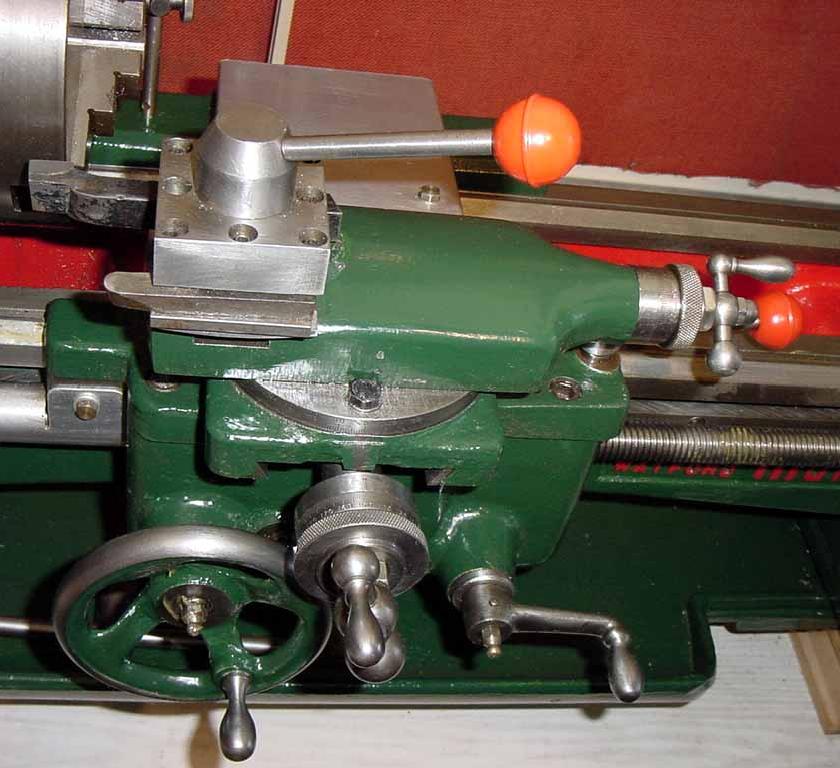
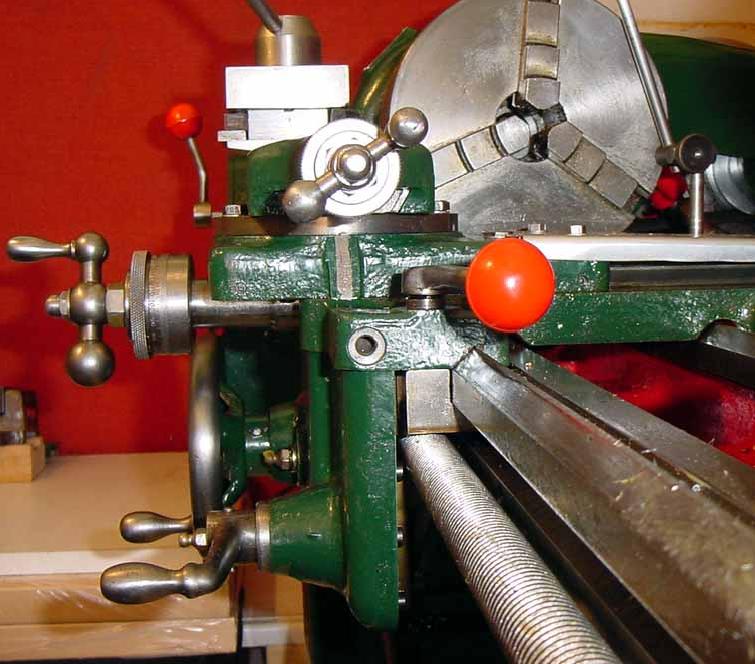
Double-walled, the apron was attached to a generously-long saddle with both heavily constructed (and increased in size on later models); all shafts in the apron were supported in double bearings and its hand-feed action driven through triple-reduction gears running in an oil bath. The top and cross slide feed screws were of Acme form and carried spring-loaded zeroing micrometer dials. The leadscrew clasp nuts were in bronze and carried in adjustable dovetail guides - whilst the dial-thread indicator was built into the apron and engaged by an ingenious eccentric mechanism actuated by a knurled ring.
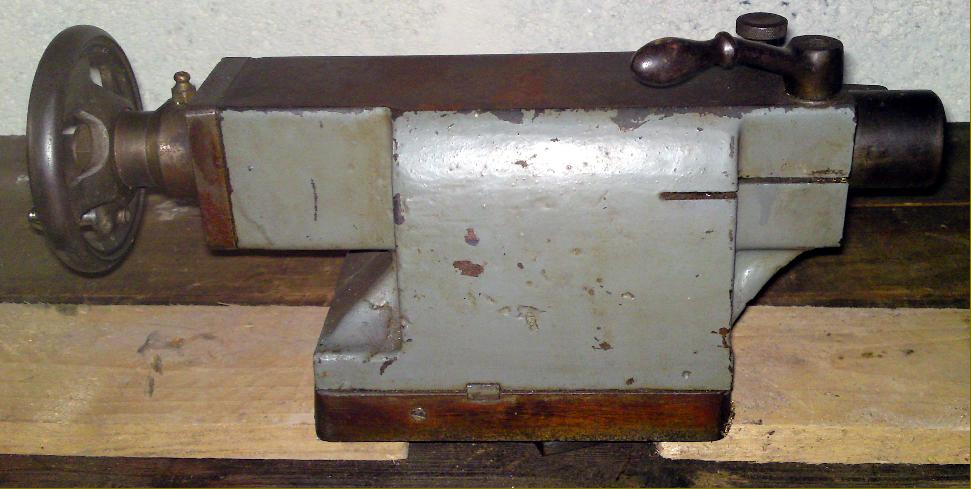
Of especially robust construction, with a very long sole plate, the early models of tailstock were spoiled by the use of a simple split in the casting closed down by a (substantial) handle to lock the barrel. This arrangement can, unless made to very close limits, be frustratingly difficult to use - and with any wear resulting in the need for enormous pressure to make it work. Fortunately, the Murad example was particularly well made, with close-fitting components, and owners report that only the slightest pressure was required to achieve a very firm lock. Later machines were improved, first with a compression fitting with upper and lower halves of a split bar closed down by a screw, and then by the use of a redesigned and even more substantial casting. Unfortunately, on both types. a loose "self-hiding" spanner was needed to clamp the unit to the bed - a requirement that would have guaranteed endless wasted time whilst the operator looked for it.
Although the lathe supplied to the Ataractic Expedition was not greatly modified, it was supplied with a complete range of accessories (except a taper-turning unit) while the stand, to reduce the considerable all-up weight of the standard machine, instead of being in cast iron, was constructed from steel fabrications topped with an aluminium tray. Owners of standard production models lathes report that they were especially well finished in a dark-green paint..
|
|