|
Ed Luthy & Co. was founded in 1916 by Edmund Luthy as a precision machine shop in La Chaux-de-Fonds, the watchmaking heart of Switzerland in the Jura mountains to the north-east of Geneva. After branching out into the manufacture of watchmaking equipment, watch lathes, sensitive drills and other small machine tools. Today, as a third-generation family-owned business, they specialise in the supply and sale of Swiss-made and other high-quality engineering products.
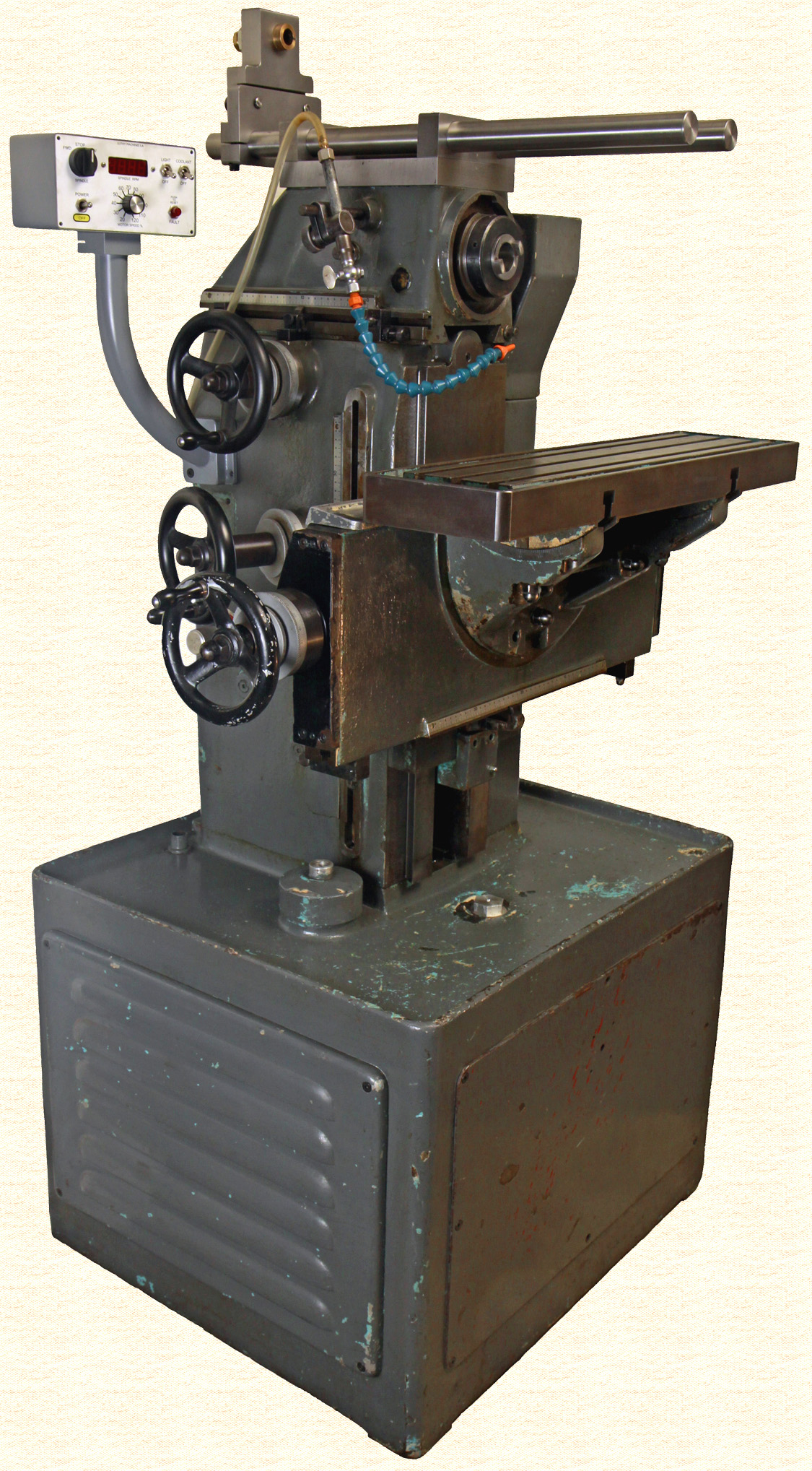
One of their most interesting models from their days as a manufacturer was the LF10, a version of the ubiquitous Universal Precision Milling Machine as made by, amongst many others*, Deckel, Thiel and Maho. Like all of its kind, the Luthy was intended to solve a multitude of machining problems by an ability to mount a number of different heads - horizontal, standard vertical, high-speed vertical, long-reach vertical and slotting - in combination with a variety of tables - plain, plain-tilting and compound swivelling. The heads could be driven backwards and forwards across the top of the main column to provide an in-out feed, while the tables were bolted to a flat, vertical table (sometimes but not always T-slotted) with power longitudinal and vertical feeds. By juggling the choice of heads and tables, and utilising other accessories, a skilled technician was seldom defeated in his attempts to produce the most complex of milled and drilled components - and all to a very high standard of accuracy.
Able to be traversed forwards and backwards over a range of 170 mm, the Luthy head was, like that on the Schaublin 12, driven from a V-pulley mounted on its side face with the drive being turned through a right-angle by internal bevel gears. On its was a bolt-on swivelling vertical milling attachment with oil-bath lubrication; unfortunately this was a plain affair and lacked a quill feed - a serious omission. However, it is believed that Luthy did offer a quill-equipped alternative but, at the moment, details are unknown. On top of the standard head was a thin blanking sheet, this being replaceable by plate able to support an over-arm on the end of which was the usual drop bracket to support the outer end of a horizontal milling arbor.
Instead of lines of ordinary T-slots, the vertical front table (it had eights rates of powered horizontal feed from 20 to 185 mm per minute) was fitted with a special circular housing in which rotated a table holder that could be both tilted left and right and also swung in the horizontal plane - though it could not, like those on some competitor machines, be inclined front to back. Two sizes of table have been identified, the larger with four T-slots and the smaller, 680 mm long and 180 mm wide, with three. Each table was machined on its under slide with two T-slots into which T-bolts, passing upwards through two ears formed as part of the table holder, fitted. All table and head control handles were on the left-hand of the machine (an arrangement that appeals to some, though annoying others) and fitted with huge, satin-chrome plated zeroing micrometer dials locked by knurled-edge face rings (that did not disturb the setting). Each axis was fitted with a screw-adjustable stop, mounted in a T-slot, and (for coarse settings) a precision ruler.
Running in a single, dual-row precision roller bearing at the front (FAG NN3010-AS-K-M-SP) and at the rear in two opposed taper roller bearings (FAG 30306A), the spindle had a 30 ISO nose socket and eight (rather slow) spindle speeds from 75 to 1400 r.p.m. Mounted in the base of the column on a hinged plate and sharing the space with a coolant pump and tank, a single 1.2 h.p. motor was used to drive both spindle and table feeds (helpfully, the maker had almost full-face removable panels were fitted to the front and both side faces of the base, so making access for maintenance and repair so much easier).
Thanks to Brad Carter in the USA (who has taken one to pieces and whose drawing is at the bottom of the page) we now know details of the spindle assembly: the rear bearings were pressed onto the spindle, retained by a nut at the rear and encased in a housing that was held to the casting by four bolts. The front bearing had a tapered inner ring that seated on a matching taper on the spindle - the larger end of this being towards the front - with the bearing's outer ring a straight cylinder that slide over the rollers. The bearing clearance and preload was set by forcing the inner ring onto the spindle taper (with a front bearing adjuster nut), thereby expanding the inner ring and bringing the rollers into contact with the outer. Gaskets were fitted at both the front and rear of the spindle, though it is unclear whether the factory provided one to fill the gap between the front retaining collar and the machine housing (if missing, one can be fabricated from 1/64" gasket card).
Provision for lubrication was comprehensive - and well thought out: the spindle bearings drew oil from a reservoir in the head (a sight glass on the left-hand side showed the level) with two other open-topped reservoirs provided for the handwheel shafts of the table's traverse and vertical movements - a panel at the rear of the machine being removed to gain access to them. A sight glass on the left side of the column showed the oil level for the table's elevating mechanism while another, on the right-hand side directly below the upper pulley, monitored the Z axis feed level - though its sight glass could only be seen after removing the upper guard on the right side of the machine.
Weighing approximately 700 kg, the Luthy LF 10 milling machine was 1200 mm long, 800 mm wide and stood 1700 mm high..
|
|