|
Machine Tool Manuals Machine Tool Catalogues Belts Accessories Books |
||

|
|
||

|
|
||

|
|
||
|
|
||
|
|
||
|
|
||

|
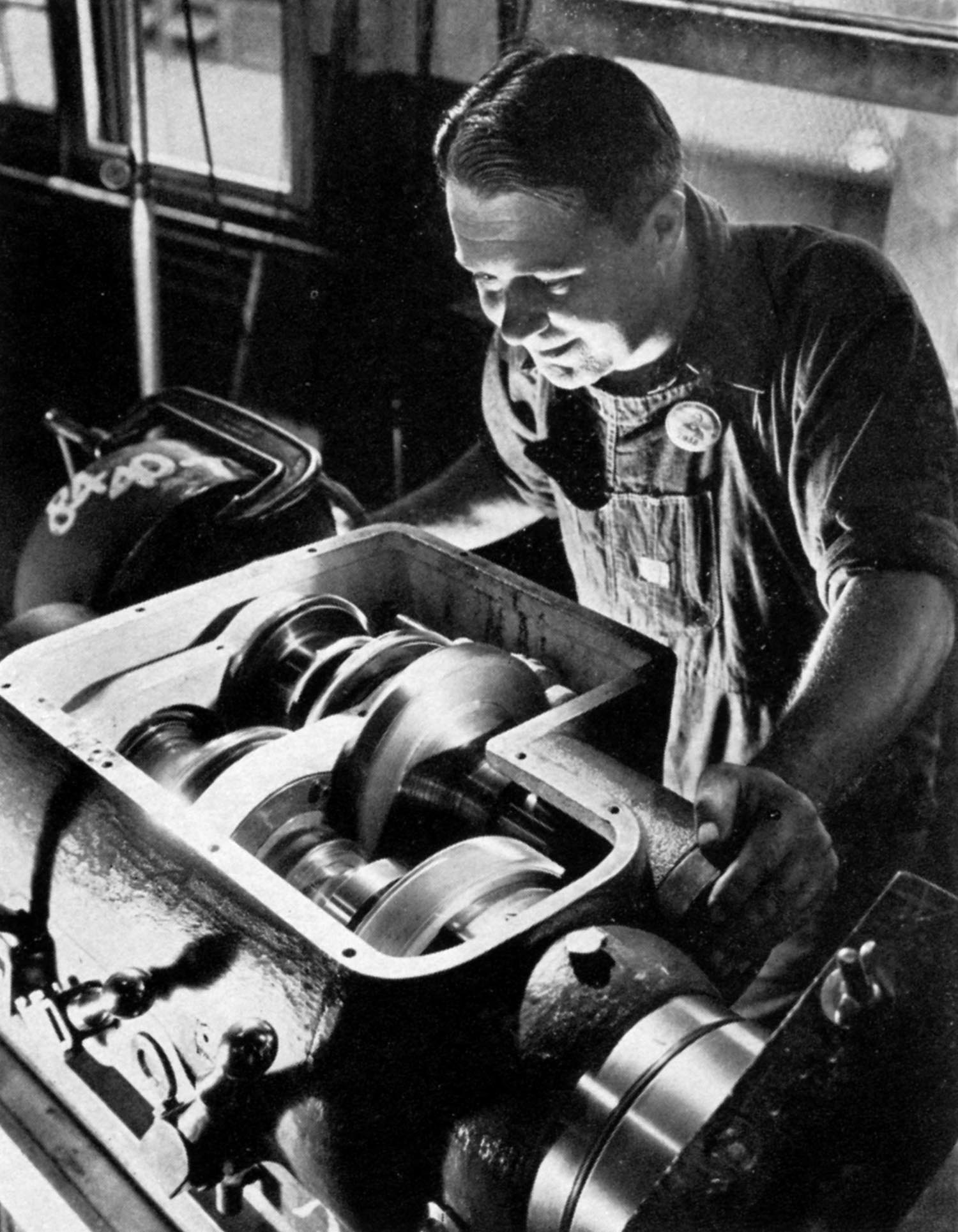
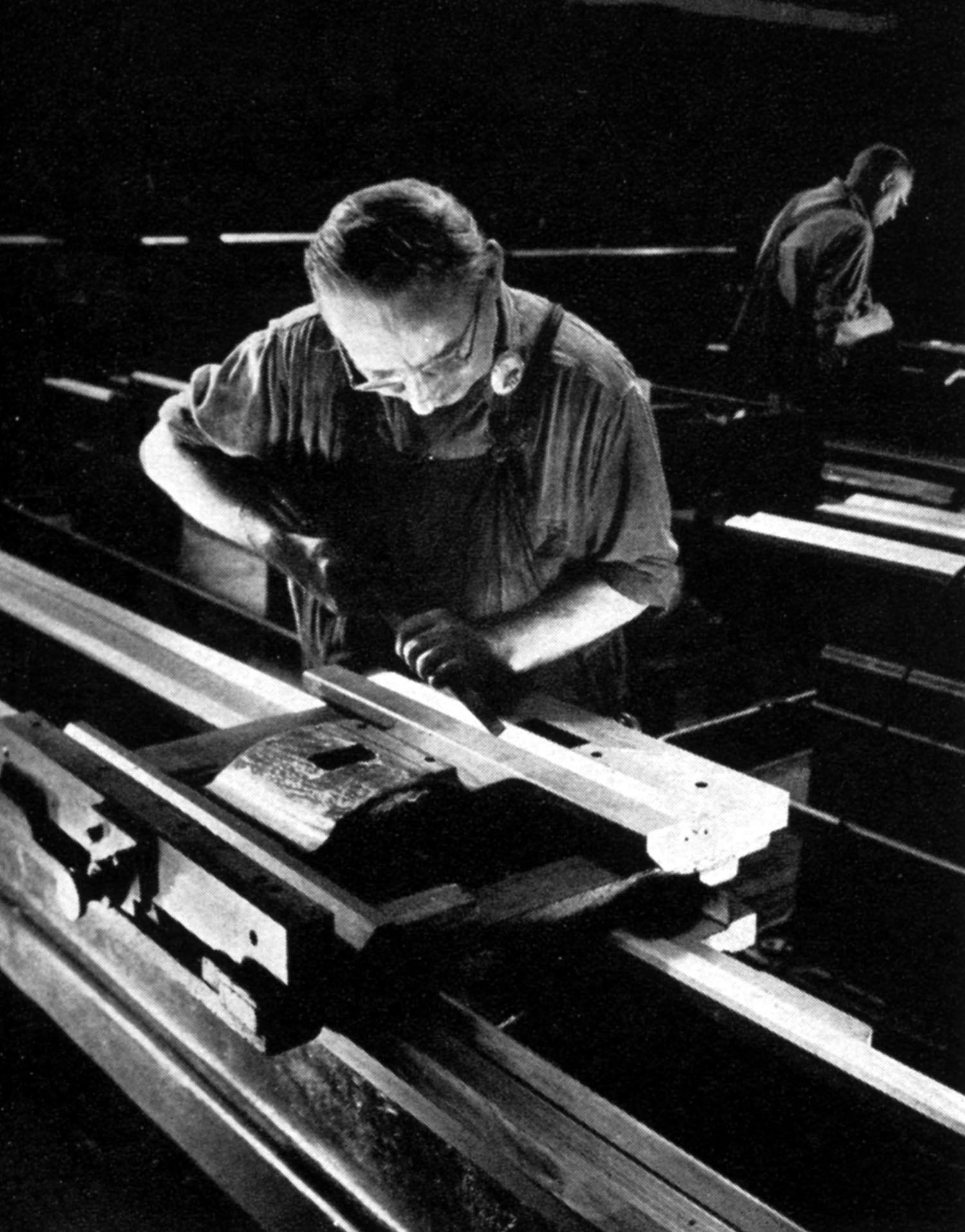
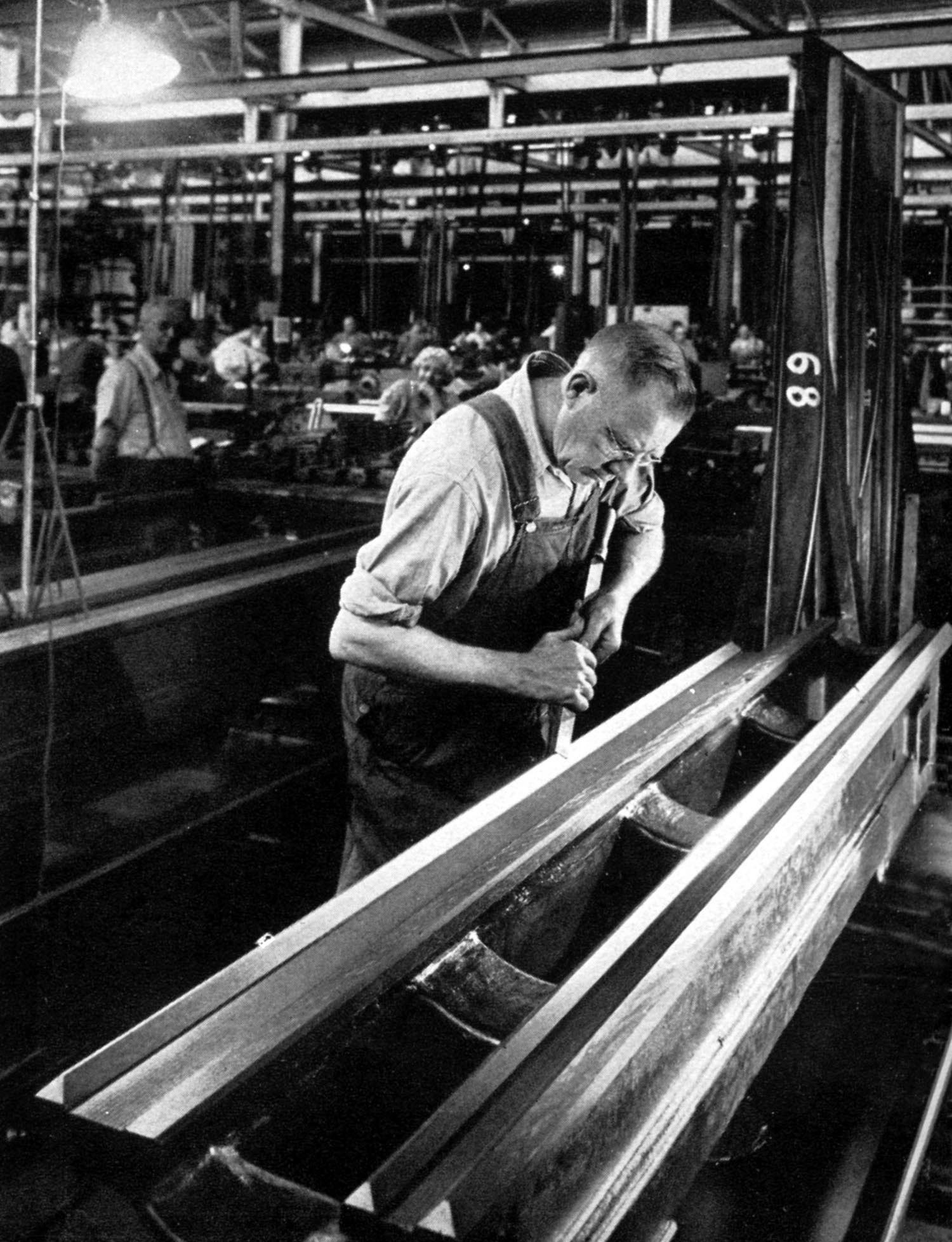
Lathe headstocks in the assembly area. In the foreground, handing from a chain block, is a "cradle", a sub-assembly containing the speed-change gears and a sleeve pinion that drove the main spindle though a multi-tooth clutch. At the second bench the cradle has been bolted into place and the main spindle can be seen partially inserted. |
||
|
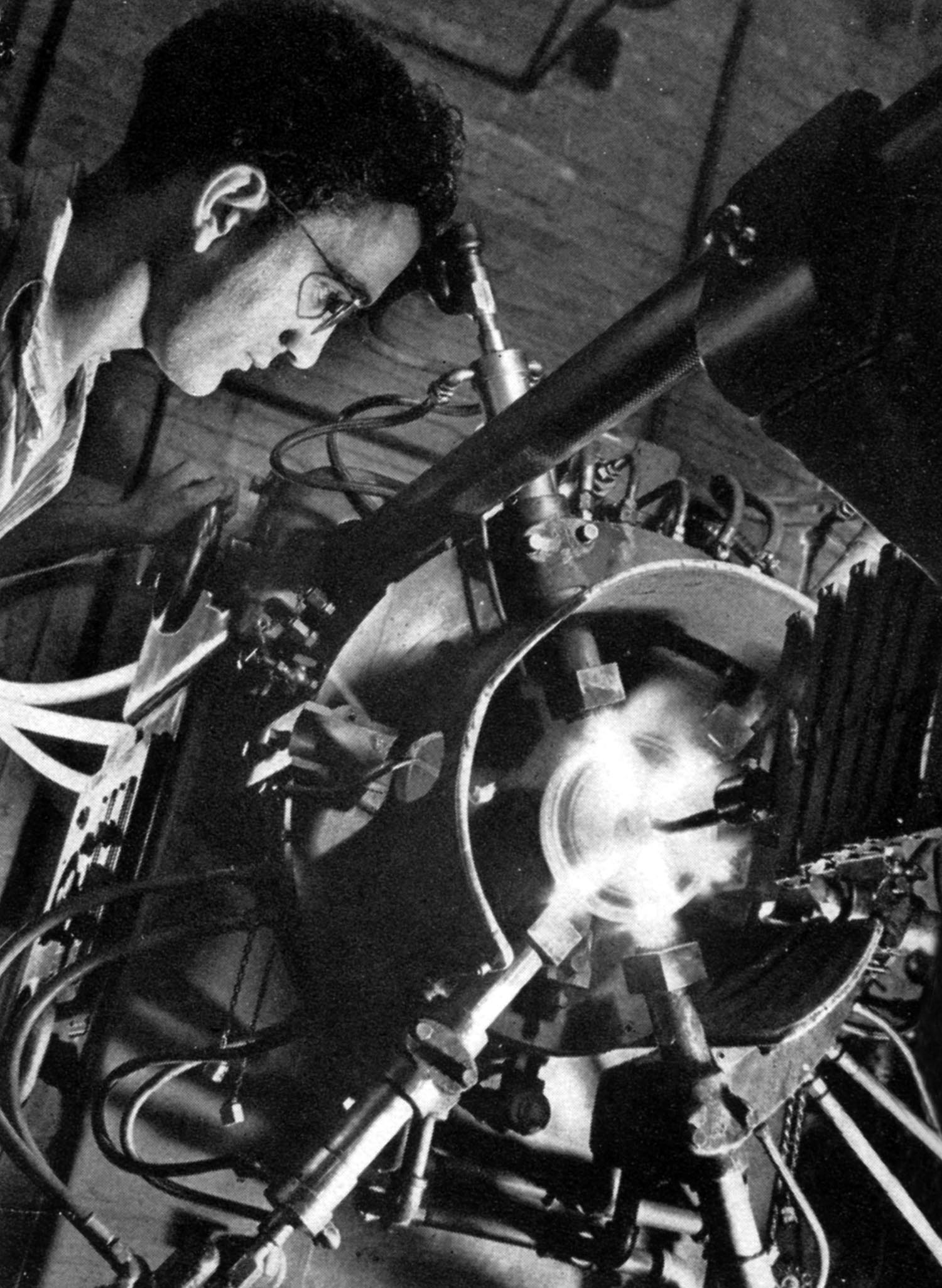
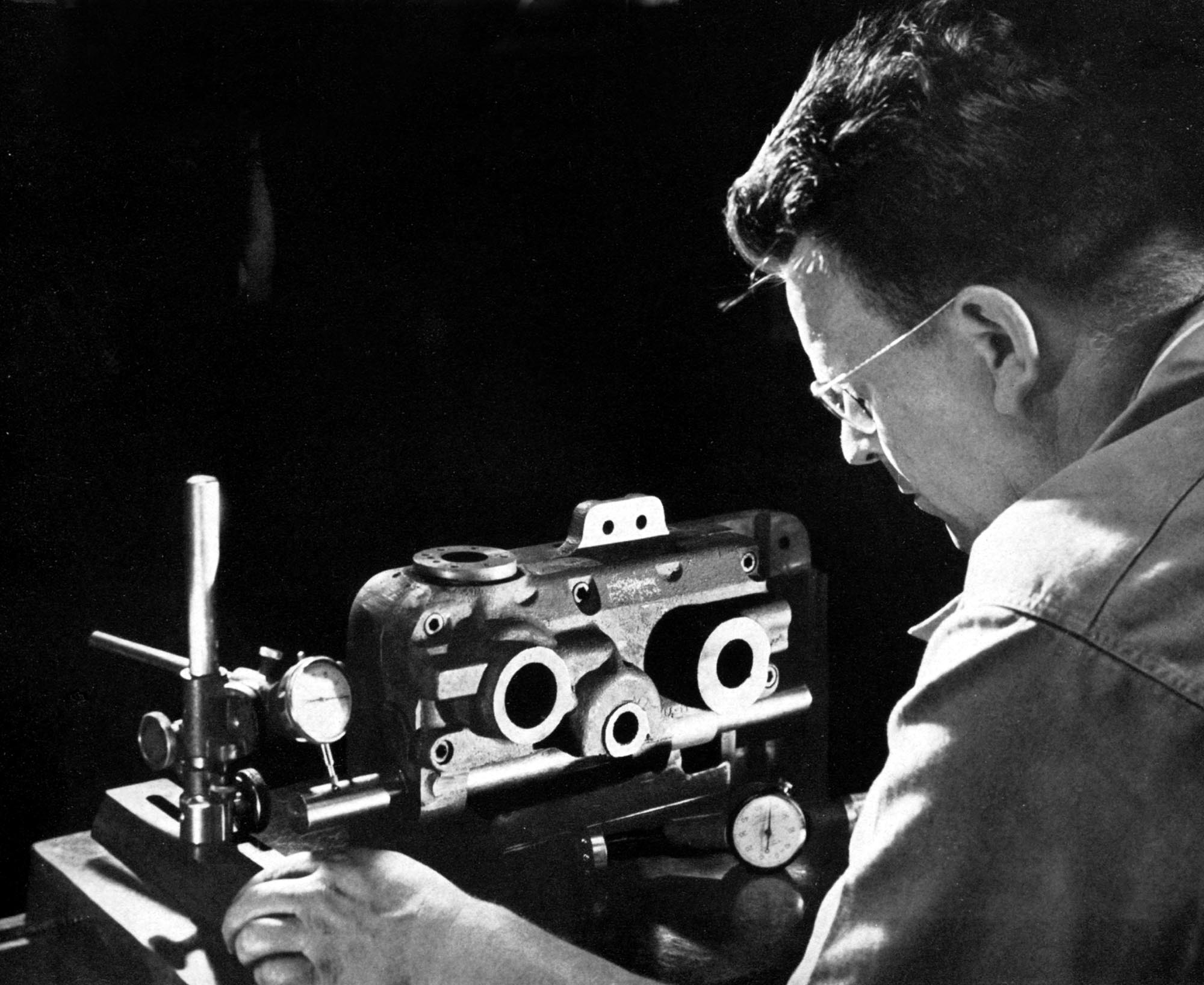
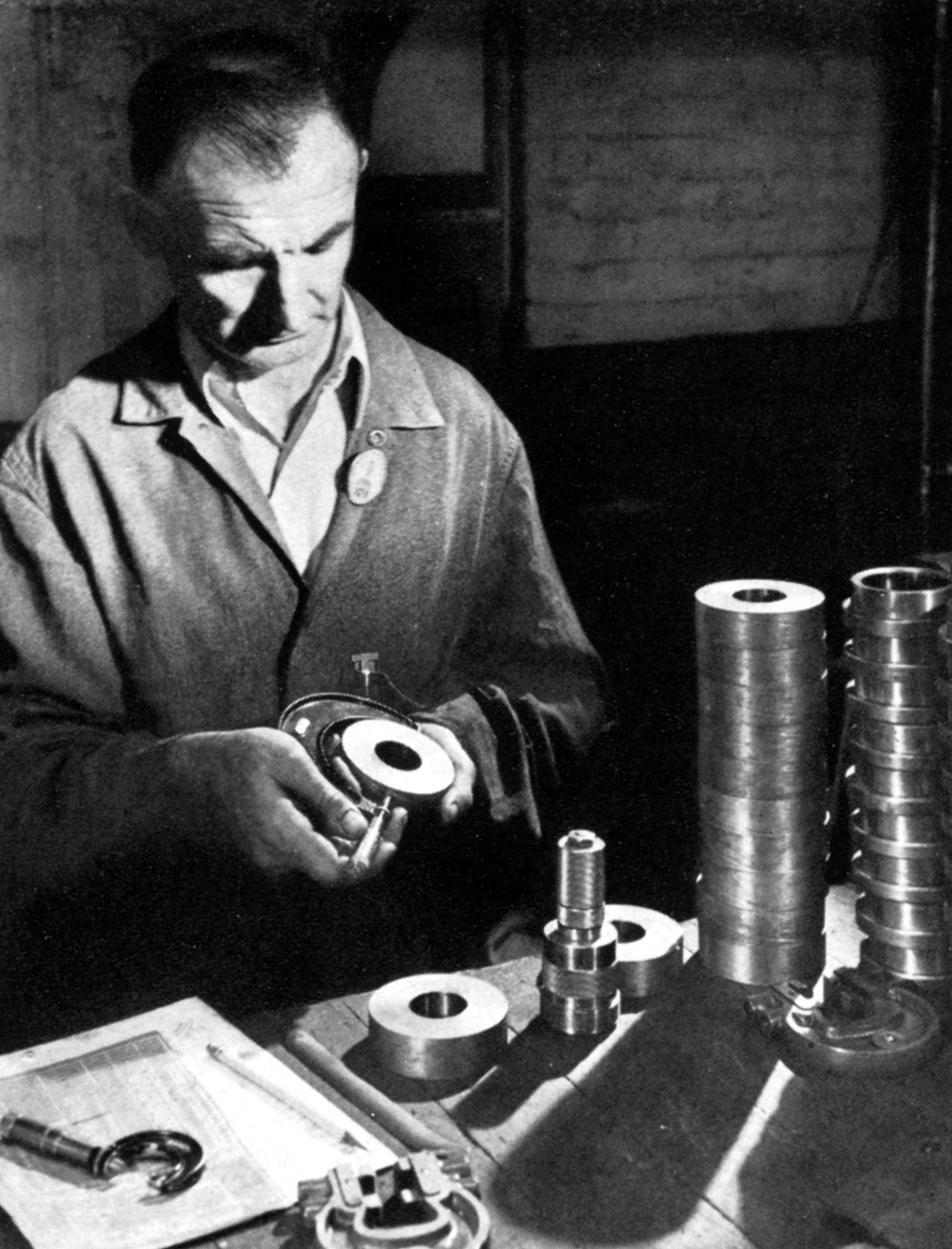
A complete headstock being tested on what was known in the factory as the "run-off block"; this was a device that put the headstock under a working load and allowed the inspector to assess whether any noise or vibration fell within acceptable limits. |
||
|
|
||
|
|
||

|
|
||
|
|
||

|
|
||

|
|
||

|
|
||
|
|
||
|
|
||
|
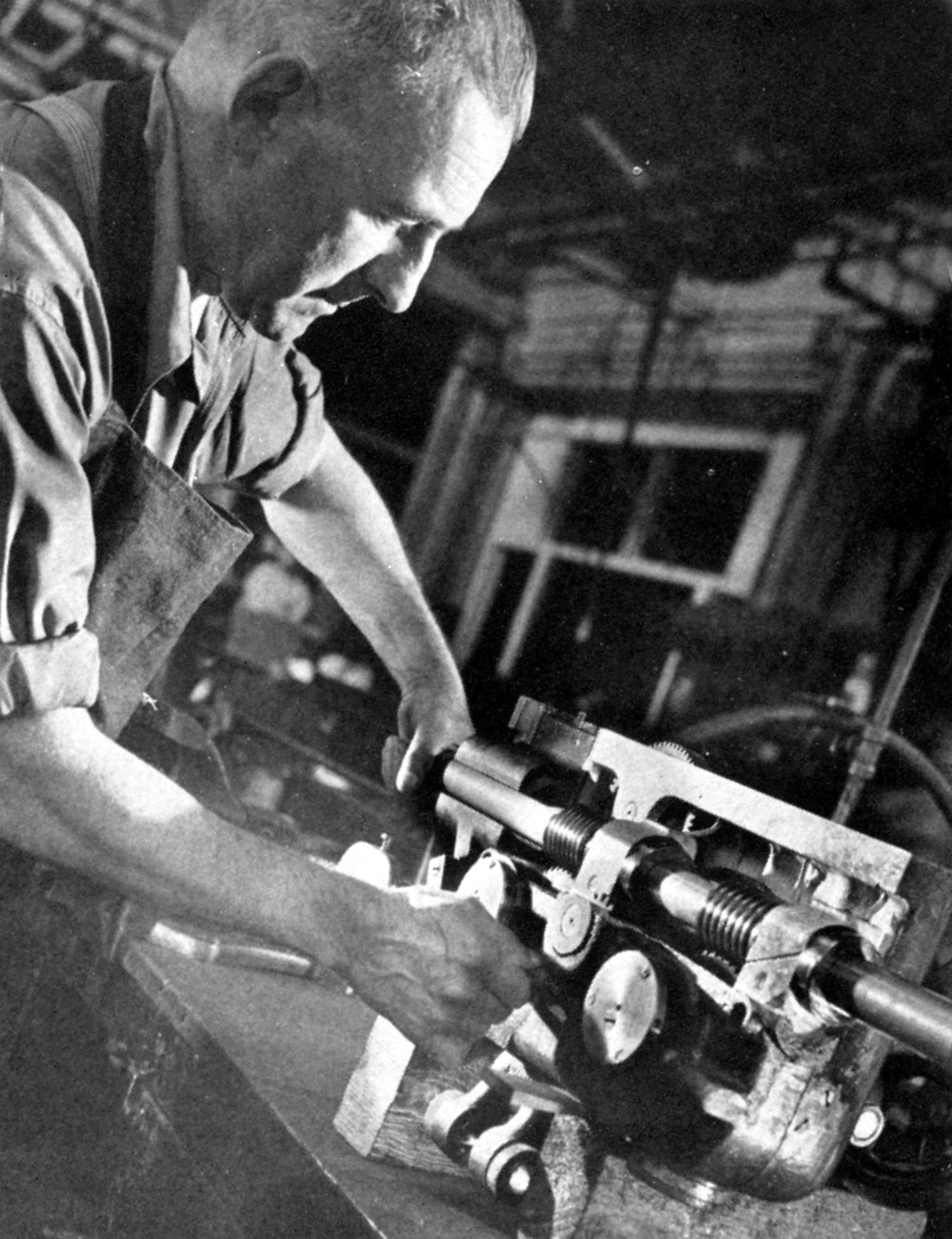
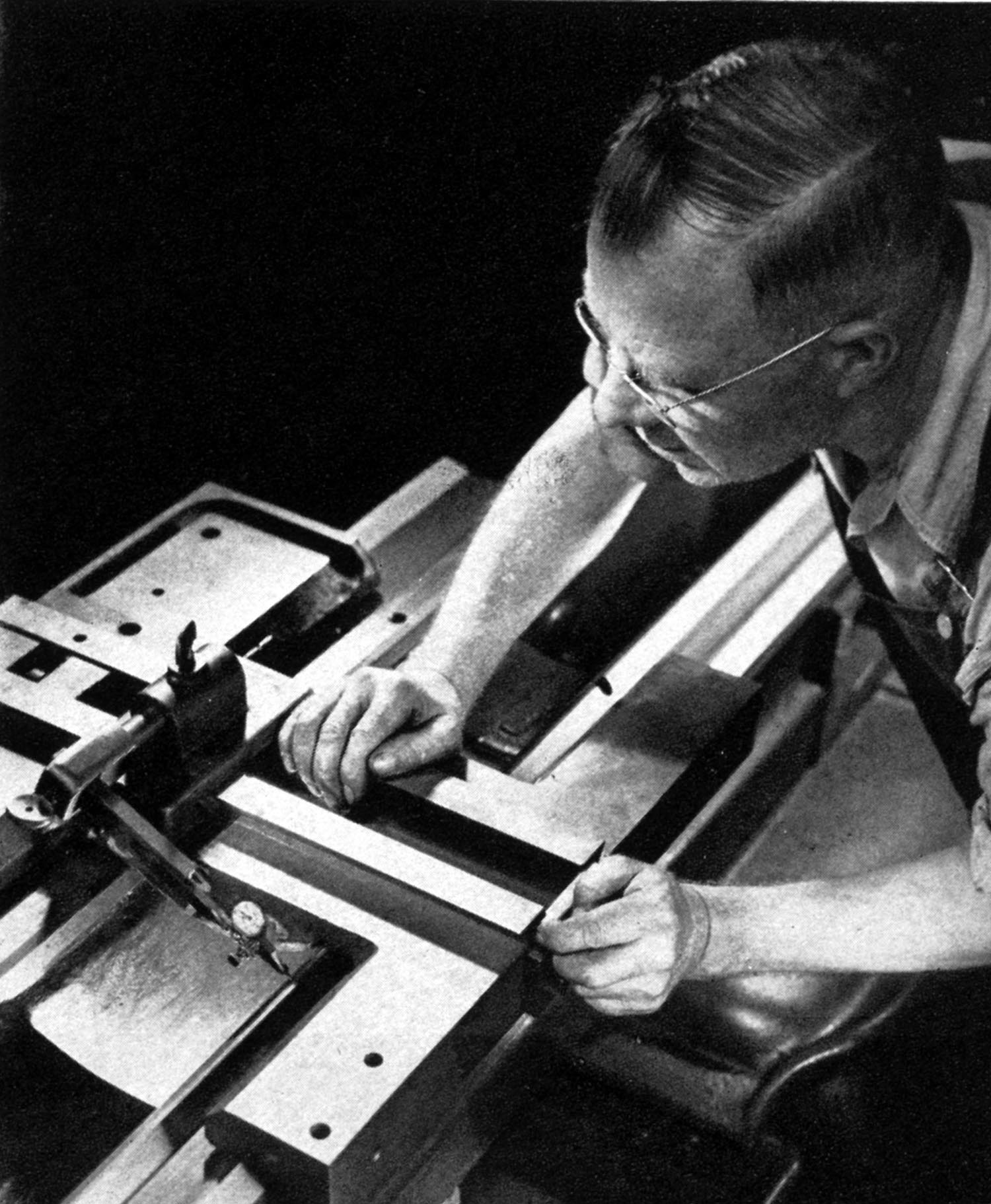
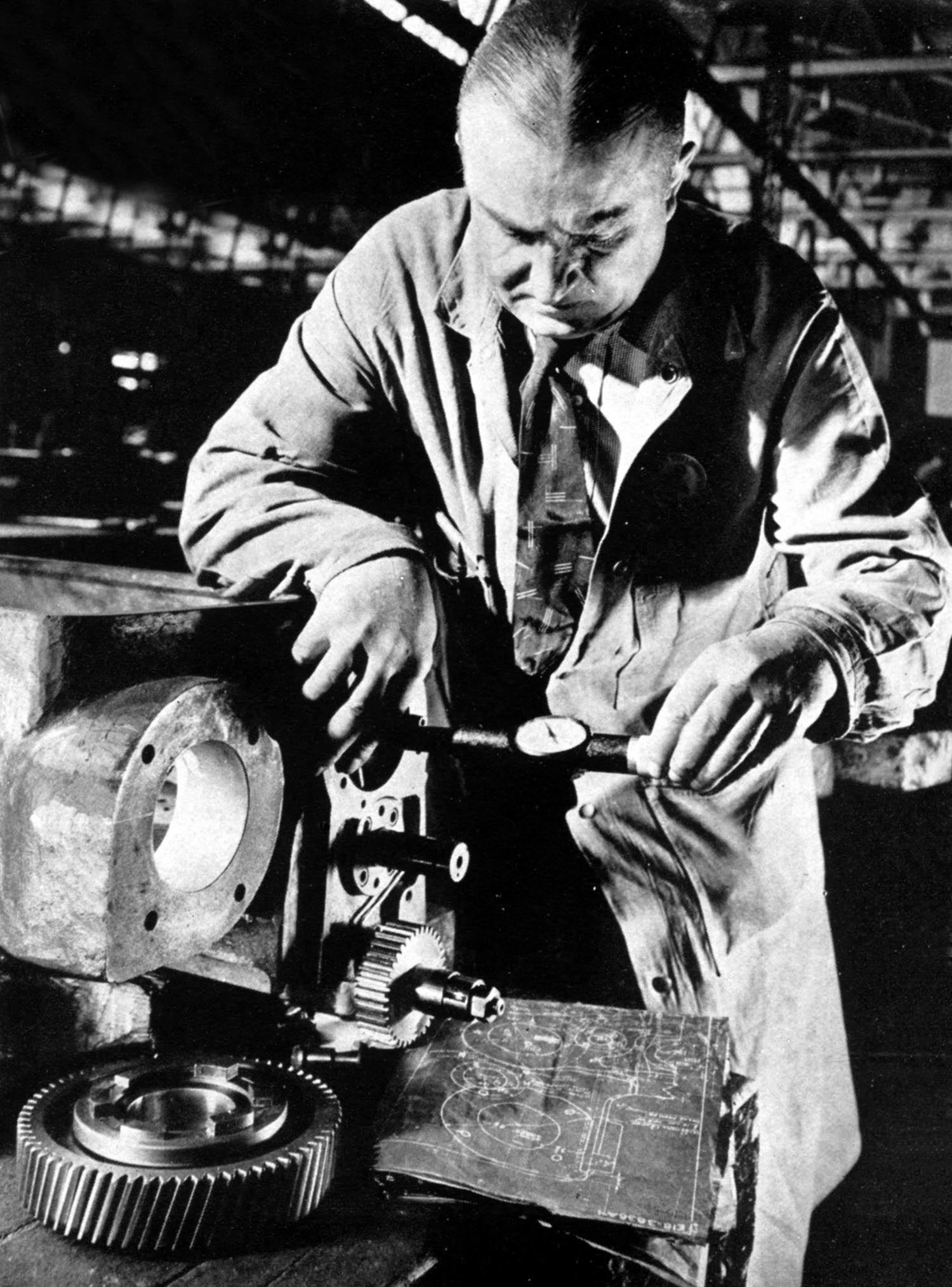
Machined gear blanks are checked by an inspector for uniformity of diameter, width of face and bore sizes. Although a micrometer is being used for the benefit of the photographer the "fixed" and "go-no-go" plug gages on the bench would have been the normal tools employed |
||
|
|
||
|
Machine Tool Manuals Machine Tool Catalogues Belts Accessories Books |
||