|
After nineteen years of steady development, from the first version in 1902, the 3.5" x 16" Drummond flat-bed lathe reached almost its final form in late 1921 - but with important changes to the headstock bearings and spindle in 1924 - from which date on it was known as the M-Type - a model that was to continue almost unchanged until manufacture was taken over by Myford in 1941. Improvements introduced on the M-Type included a wonderfully useful automatic and adjustable knock-off to the carriage drive (oh that all small lathes could be so equipped), headstock bearings that could be easily and accurately adjusted, the previously solid leadscrew nut replaced by a half-nut that could be disengaged - though this was a rather awkward assembly formed from a substantial bronze "swinging arm" located by a spring-loaded plunger on the left-side of the apron face. The nut (being of the "half" type and likely to be pushed out of engagement) was assisted by an upper thrust pad - a plain, half-round bronze unit retained by a massive bronze nut against the inside face of the apron; this thrust pad often has, due to years of work, the appearance of a thread cut into it - but it should be plain and smooth. The carriage was fitted with a direct (though unfortunately high-geared) rack-and-pinion feed as originally fitted to the Admiralty-only, power-cross feed Drummond BS version. The top-slide was thickened towards the rear, where it supported the feed-screw end-plate, and an enormous improvement made by incorporating, as standard, a quick-set toolholder of the "Norman Patent" type. The "Norman", a simple but highly effective design, consisted of nothing more than a split, hardened steel block, with a broached square tool hole, arranged to slide up and down and clamp to a 1.25" diameter pillar cast integral with the upper section of the top slide. The cast-in post was also tapped down its centre for two purposes: originally to retain the maker's (very rare) milling slide and, later, to provide a means of clamping down a 4-way toolpost, an item not introduced until the 1930s along with several other items long missing from Drummond's rather meagre accessories' list. Around the same time, a long-bed version of the lathe was introduced - and also made available to the armed services in a now seldom-seen BS power-cross-feed version. Although further very minor modifications were made, this was essentially the form in which the lathe continued until the early years of WW2. It was during this conflict, in 1941, when an agency of the Ministry of Supply, the Machine Tool Control Board (a body responsible for all the nation's engineering production), decided that Drummond should concentrate on production of their "Maximat" multi-tool lathe (introduced in 1935) and require Myfords to take over manufacture of the "M-Type", a long-established design that had been adopted some years before as the standard small lathe for the Armed Services. One might question why Myford was not allowed to sell their own lathes into this market but, unfortunately, their contemporary models, the ML1, 2, 3 and 4, were completely unsuitable for professional work and, with all machine-tool production allocated to approved industrial users, there was (at least in theory and temporarily) no private market for Myford. Hence, with some spare production capacity and the necessary expertise, Myford was the logical choice to build the Drummond. However, in addition to their new responsibilities, production of the ML2 and ML4 also continued together with, in 1941 and 1942, a newly introduced model, the so-called "4-inch Precision" - of which around 400 examples were made. They also found time to design and manufacture several small capstan lathes, loosely based on the ML2 and ML4, as well as other production latheswith beds and headstocks of an entirely different design. |
|
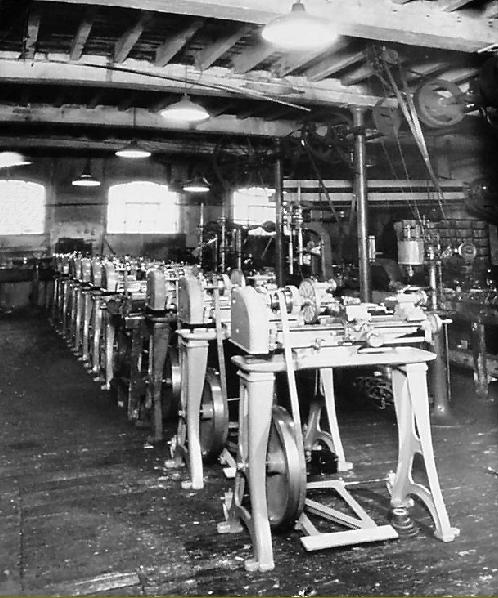
A dozen Myford-Drummond M-Type lathes photographed in the Myford Factory. These flat-belt-drive, treadle-powered examples might well have been the first batch assembled in Beeston |
||
|
|
|
Above, as first produced circa 942/4, the new Myford M-Type lathe mounted on an improved cast-iron stand with a hefty, built-on, 12 speed all V-belt countershaft unit with speeds of 26, 38, 46, 55, 67, 97, 234, 339, 412, 494, 600 and 874 rpm - usually from a 950 rpm 1-phase motor, but also (with faster speeds) from a 1425 rpm version. The motor pulley was a double-step type for an "A" section belt that drove up to matching pair on the countershaft. All pulleys were in cast iron, so adding to the inertia of the drive and helping to smooth out vibrations from the 1-phase motor. A distinctive steel-mesh countershaft belt guard cover was fitted and the very heavy, cast-iron stand supplied with two sheet-steel shelves; this was the best-ever and most highly-developed version of the original Drummond lathe. |
|
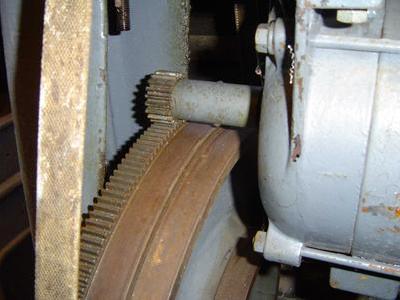
Left: a very unusual combination of treadle and electric power from a 1930s catalogue - the "Drummond Knee Planer" Surprisingly, the makers failed to fit a guard over the flywheel rim gear-teeth. Although several lathes have been found with stands incorporating the cast-in motor mounting plate, only a handful have so far been discovered with a complete operating system like the one illustrated. If you know of a Drummond lathe like this the writer would be interested to hear from you. |
||

|
Would the owner of this lathe like to get in touch? |
||

|
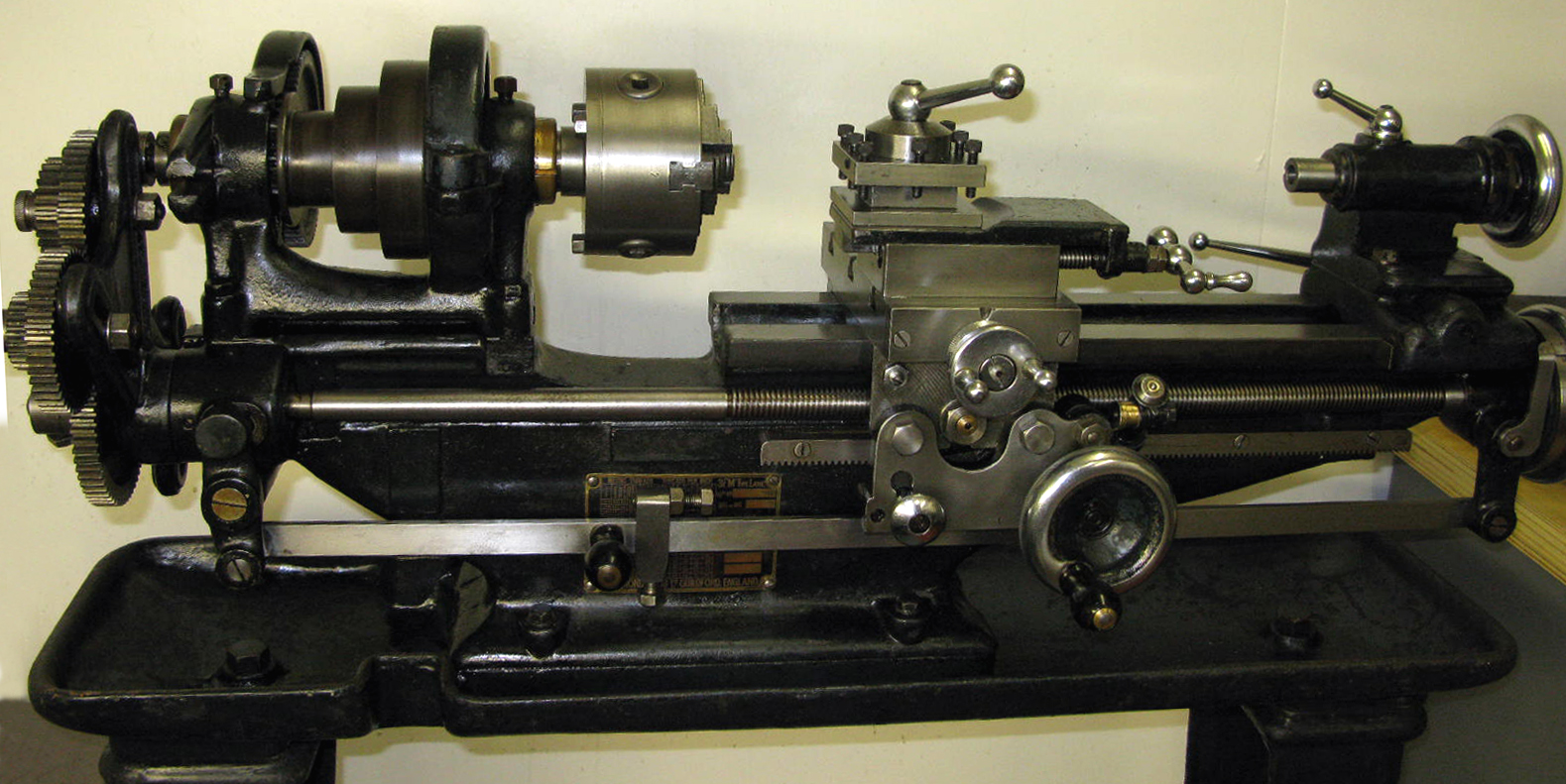
Myford M Type serial J1102 and dated 1944. This unusual Myford M Type has several significant departures from the standard specification, possibly by the factory, though it could have been modified for safer industrial use. It features cast-aluminium guards over both changewheels and headstock with the former being inferior to the standard Myford offering (though much lighter) and the latter fitting neatly to the castings and having a cut-out in its left-hand face to operate the dog-clutch engagement lever - but with the normal long flat bar used to provide and automatic disengage to the carriage drive omitted. The apron has been modified to provide a reduction gearing between the hand-turned carriage wheel and bed-mounted rack and the cross slide end plate looks as though it might have been adapted from that used on the Myford "4-inch Precision". |
||
|
|
||

|
|

|
|
||