 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
email: tony@lathes.co.uk
Home Machine Tool Archive Machine-tools for Sale & Wanted
Machine Tool Manuals Machine Tool Catalogues Belts
Books Accessories
Cincinnati Contourmaster
Tool and Die Milling Machine
Available for the Contourmaster and 8" x 18" are
Operation, Maintenance and Parts Manuals
Cincinnati Home Page Cincinnati Dial Type Millers Cincinnati Cinedo
Cincinnati Toolmaster Millers 8" x 18" Tool & Die Miller
First sold during the late 1940s as the rather different 8" x 18" Tool and Die Milling Machine, by the late 1950s the Contourmaster was using the same column, knee and table as the ordinary ram-head Toolmaster. Whilst all versions used the layout of a conventional ram-head miller, they differed in having a special head, able to be nodded backwards and forwards by rack-and-pinion gearings. This facility, combined with the fitting of a tracer unit with automatic depth control, enabled the Contourmaster to function as a machine that could faithfully reproduce, in steel, the complex contours of master shapes and templates. The main cutter-carrying quill assembly was similar to that on the Toolmaster, but to its right was mounted a swing-away unit that carried a stylus able to travel over the part to be copied. The vertical movements of the stylus were transmitted by hydraulic power to the quill - that responded by instantly following the same path and allowing the cutter to carve out a replica shape. The stylus head was carried on three slides, to permit longitudinal, transverse and vertical adjustments, with micrometer dials provided on each axis for precise setting up. Because the pressure exerted by the stylus point on the Contourmaster was so light, the makers claimed that items to be copied could be made from almost any easily-worked material, including plastic, wood or even plaster, and would faithfully reproduced details with only casual attention by the operator. Afterwards, as the machining was so fine, the user would also benefit from reduced bench time required for hand finishing. However, the truth was a little more complex and whilst, for example, the roughing out on a 12-inch diameter plaque could be completed in only thirty-one-one minutes, nearly three hours was required at the next "semi-finishing" stage - with a further twelve hours and thirty minutes demanded for fine detailing. Some considerable skill and experience was also required to prepare the cutters properly, with a good tool and cutter grinder essential for the work. Although really intended for specialised tasks, the Contourmaster could also be pressed into service as a conventional milling machine - even to the extend of being able to mount, on the rear of its ram, a slotting attachment or one of the conventional heads from the Toolmaster range. Three versions were offered: the 1A, 1B and 1C; with all sharing an identical main specification and the same 40" x 10" table with 22 inches of longitudinal and 12 inches of cross travel. In effect just a Toolmaster, but with a special head, the Model 1A had handwheels at both ends of its table and conventional Acme feed-screws and nuts - whilst the 1B and 1C had their tables driven by a single rather more conveniently-positioned convenient handwheel on the front of the saddle and ball-screw feed screws. Although the latter were unsuitable for heavy work, they were specified because they gave a particularly smooth drive whilst imparting to the to the operator the greatest possible feel. The 1A and 1B were fitted with an automatic depth control of the hydraulic tracer head with 1C using, in addition, a very much more sophisticated control with a hand-guided, three-dimensional hydraulic tracer control. This provided, using hydraulic power, simultaneous movement of the table in two planes - longitudinal and cross - together with the normal vertical feed of the quill. When fitted with the cross-feed pick-feed (an indexing drive) the effect was to produce an automatic die sinker. Five combinations of tracer control were possible:
- all three movements active for complete dimensional control
- vertical movement blocked for 360° profiling in a horizontal plane using the longitudinal and cross movements of the table
- with cross movements blocked for depth control using the table's longitudinal and vertical feeds
- with longitudinal table movement blocked for depth control operations using the cross and vertical travels
- with automatic depth control (operated by pulling out a knob) and the table movements in cross and longitudinal feed operated by hand
Employing what was, in effect, an ordinary motor and drive system from a Toolmaster, the Contourmaster had eight speeds provided by a two-stage drive with four speeds on V-belt and a high-low range through a toothed belt arranged to run over pairs of large and small pulleys. The customer was given a choice of four motor speeds: 750, 1000, 1500 or 3000 r.p.m that gave, respectively, spindle speed ranges of: 90 to 2354 r.p.m., 120 to 3154 r.p.m., 179 to 4708 r.p.m. and 358 to 9416 r.p.m.
Arranged with both a slow hand-driven feed by worm-and-wheel gearing (with a large micrometer dial) and a quick-action drilling lever, the quill ran in special high-class precision bearings and was fitted with both a micrometer depth stop and a dial indicator. Unfortunately, instead of a standard spindle nose the company chose to use a special type, but of the kind also employed on the Monoset tool and cutter grinder and Toolmaster milling machines (with the Type 1A and 1B heads). However, Cincinnati also produced adaptors to take this tooling so that it could be fitted to other models in their range with the more common No. 40 and No. 50 spindle ends. A considerable (and rather complex) variety was produced with spring collets in A and C sizes, adaptors by the tooling specialist Weldon and fittings to take Morse taper and Brown & Sharpe fittings..
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
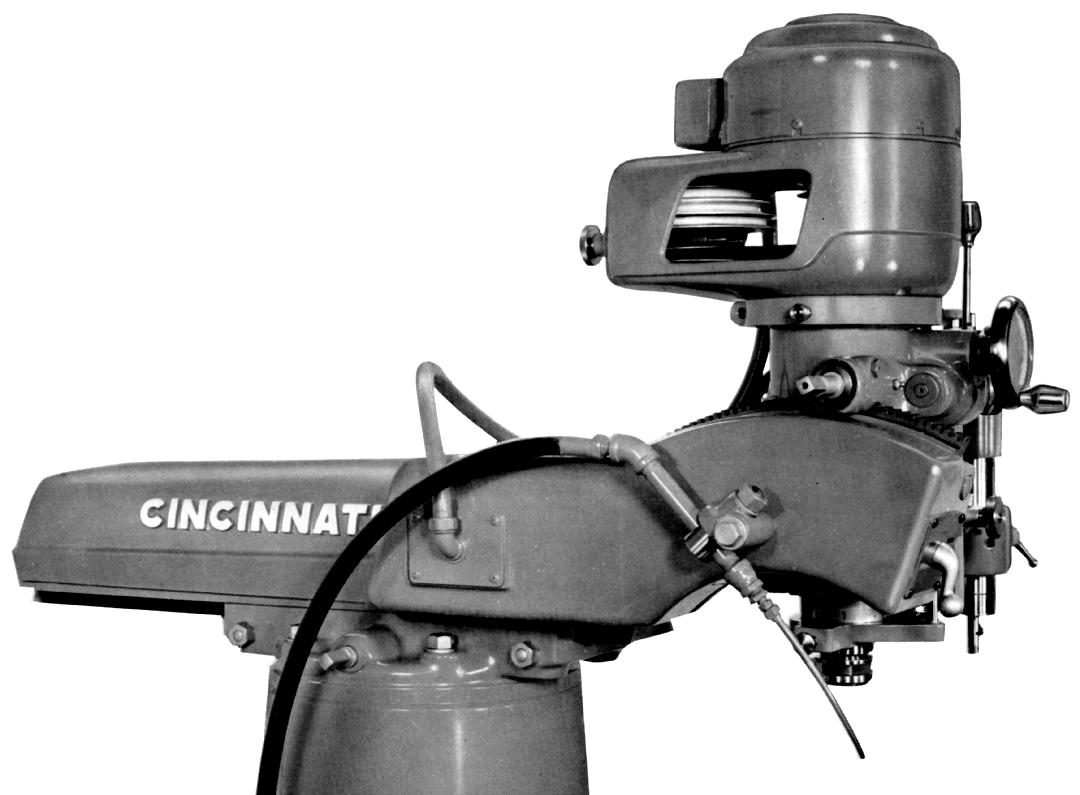
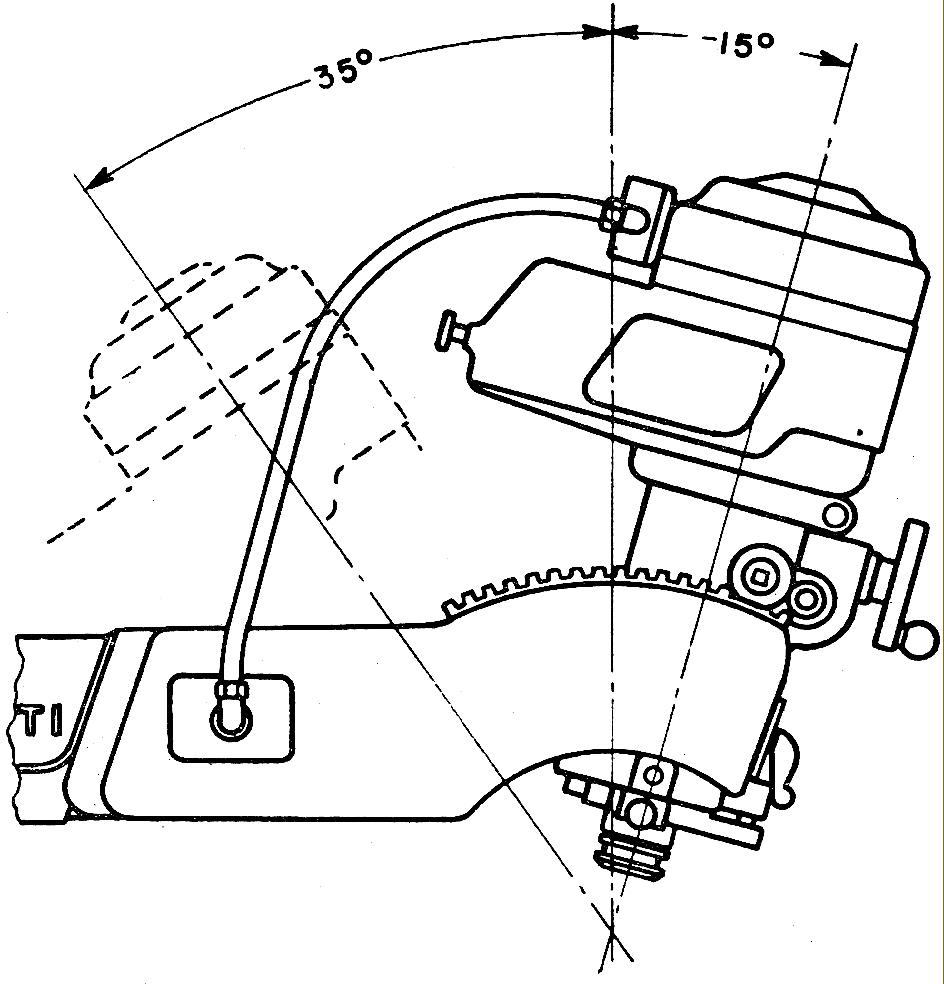
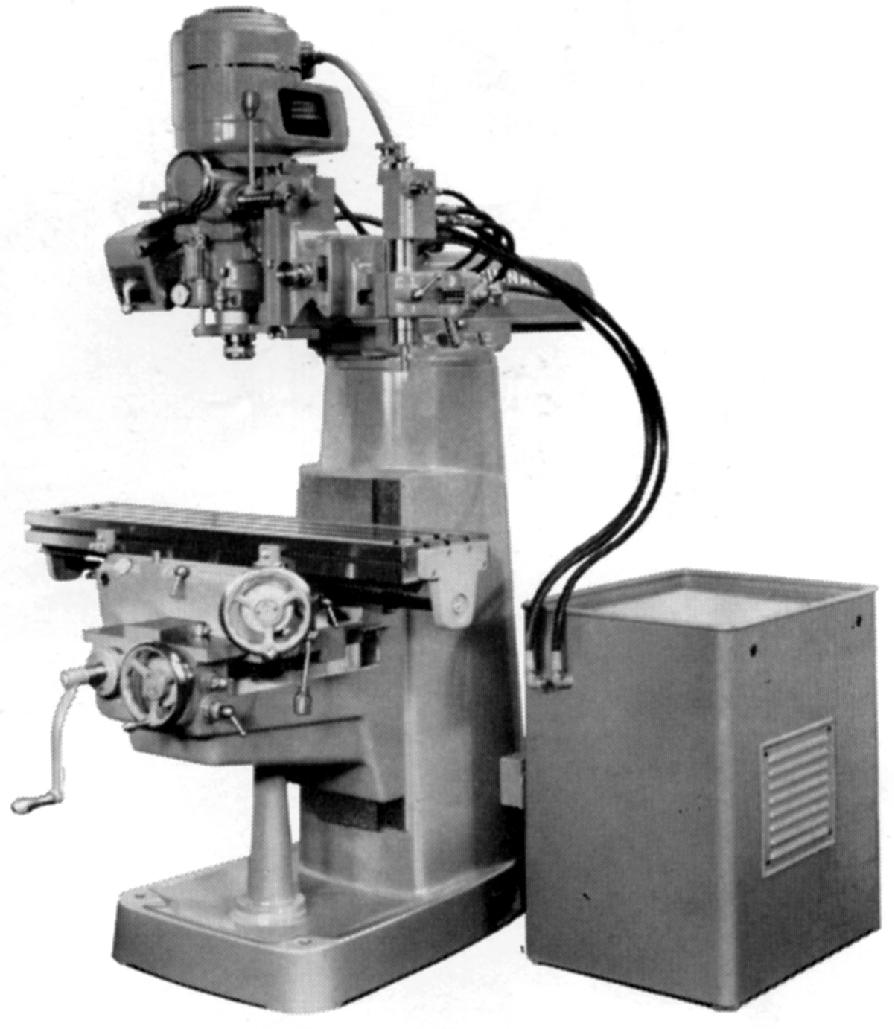
Cincinnati Contourmaster was fitted with a special head, able to be nodded backwards and forwards that enabled it to function as a machine that could faithfully reproduce, in steel, the complex contours of master shapes and templates
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
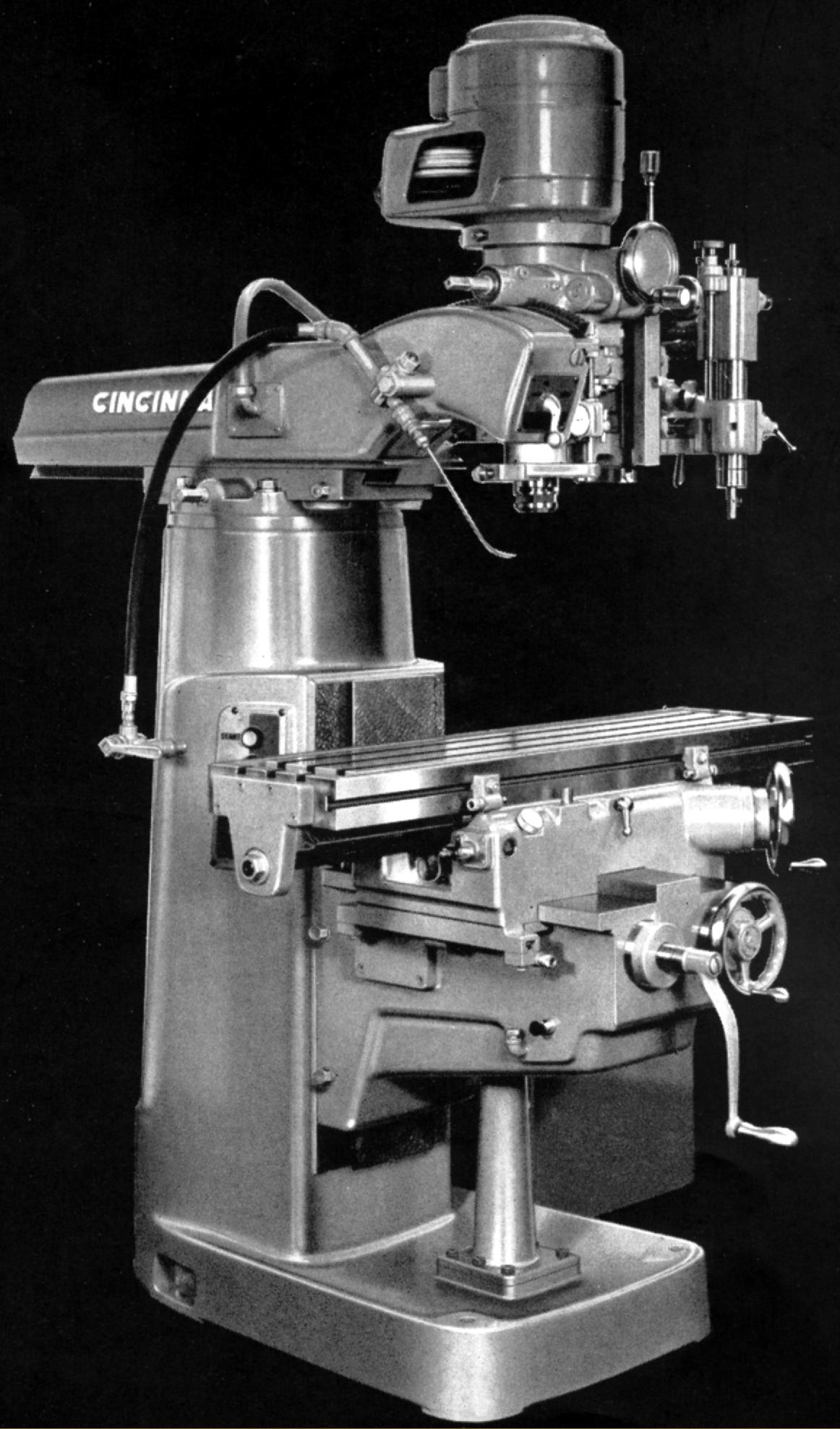
Contourmaster Model 1B with single handwheel at the front for the table's longitudinal feed
|
|
|
|
|
|
|
 |
|
|
|
|
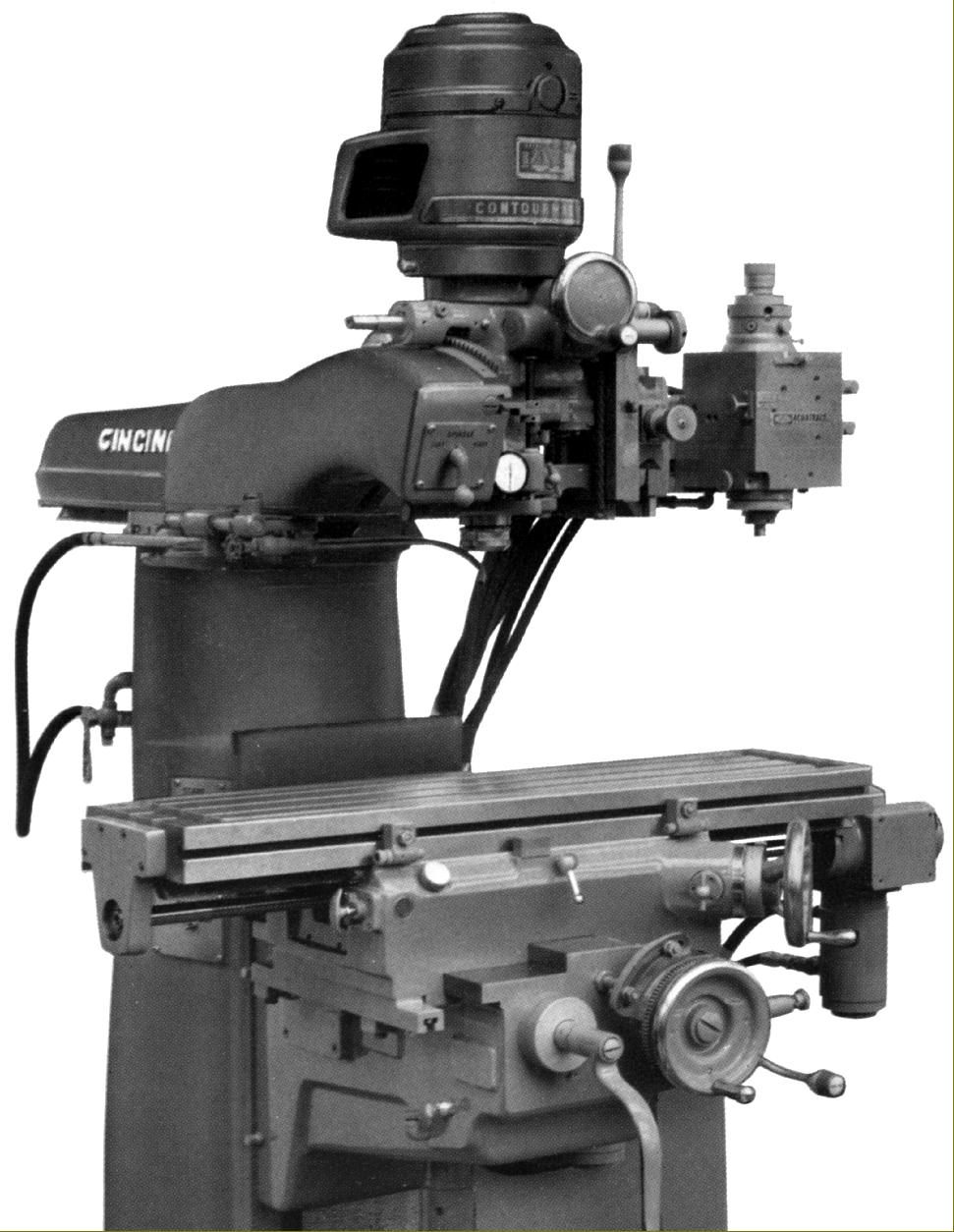
Contourmaster Model 1C with three-dimensional hand-guided tracer block and hydraulic table feeds
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Contourmaster Model 1B showing the complete hydraulic equipment
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
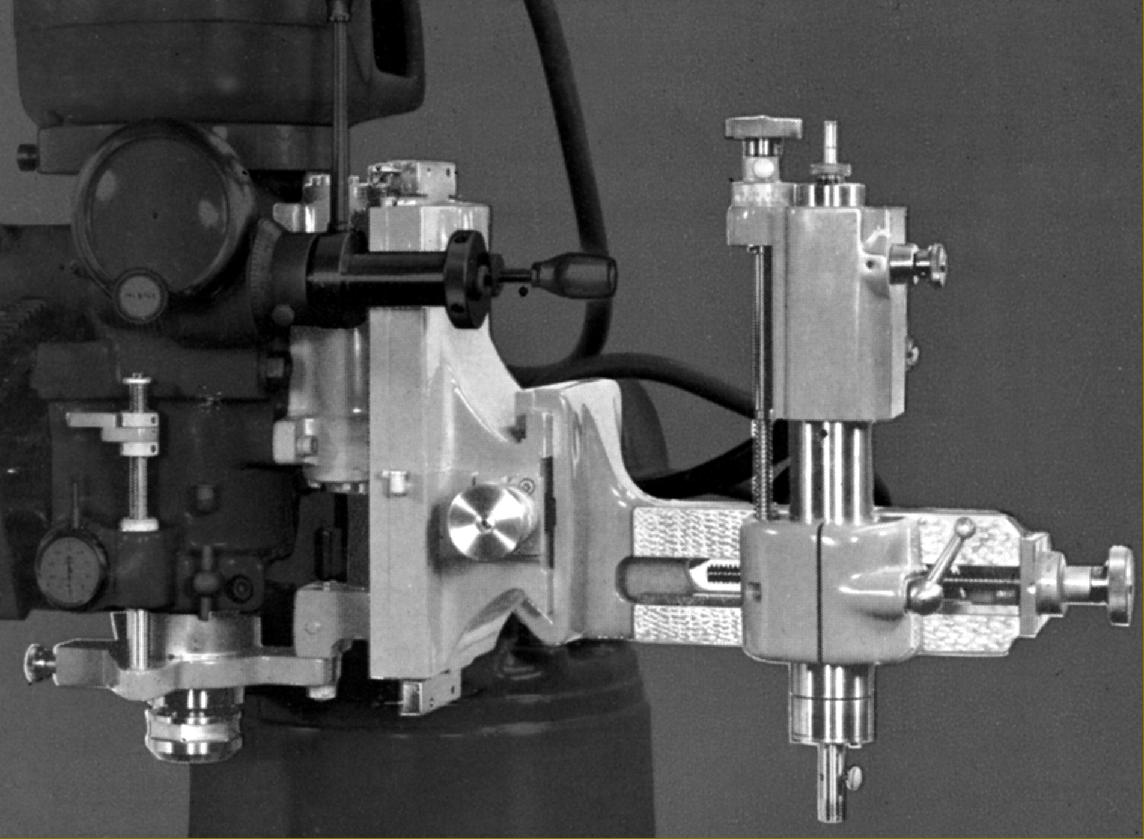
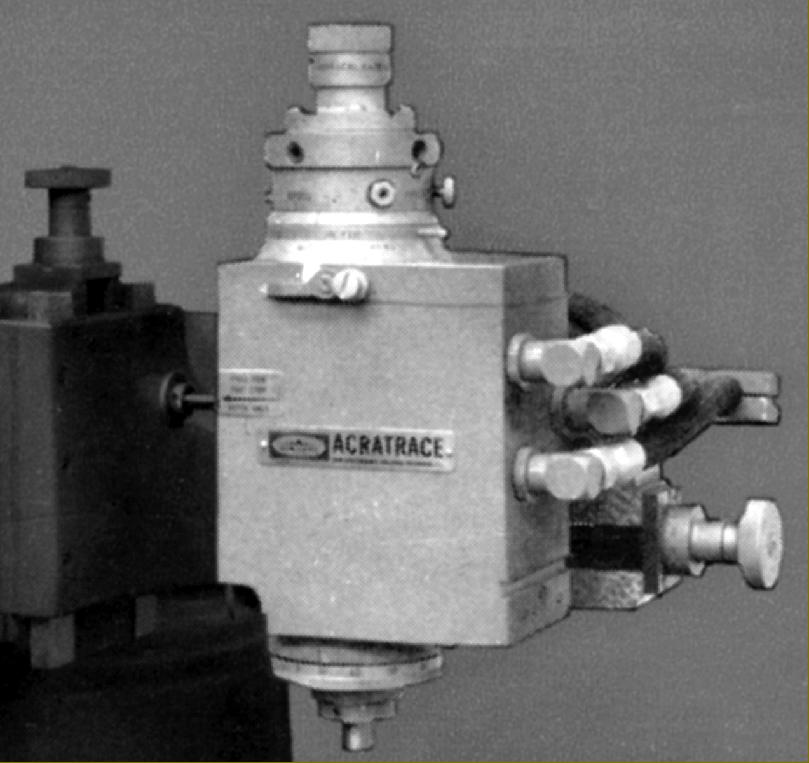
Tracer head with automatic depth control. The main cutter-carrying quill assembly was similar to that on the Toolmaster, but to its right was mounted a swing-away unit that carried a stylus able to travel over the part to be copied. The vertical movements of the stylus were transmitted by hydraulic power to the quill - that responded by instantly following the same path and allowing the cutter to carve out a replica shape. The stylus head was carried on three slides, to permit longitudinal, transverse and vertical adjustments, with micrometer dials provided on each axis for precise setting up.
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
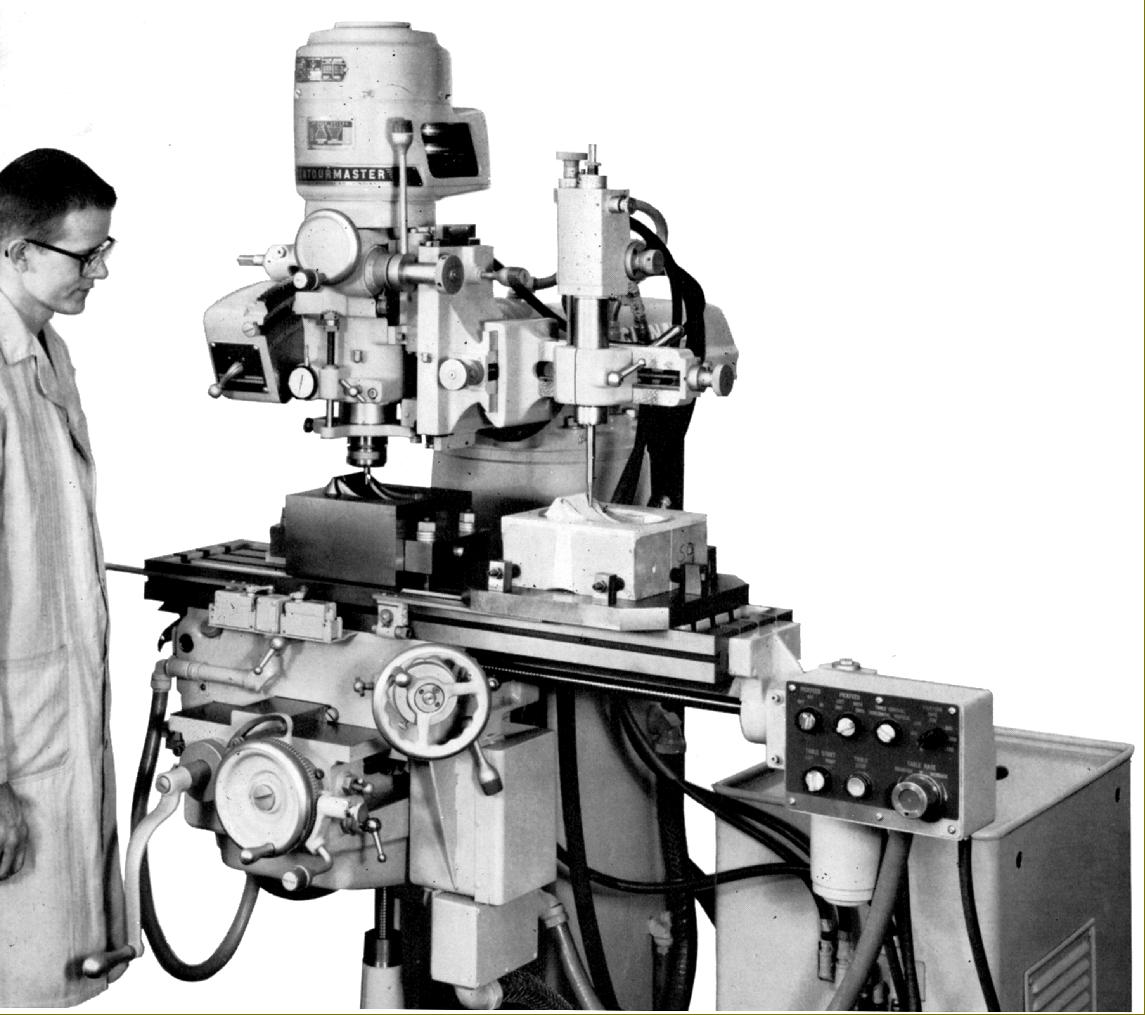
A Contourmaster 1B shown set up for automatically milling an automotive plastic trim die. Fitted to the machine is an Automatic Table Cycle Attachment, the usual depth tracing fitting and a saddle pickfeed unit. The latter, as the table reversed (an action controlled by limit switches) indexed the saddle forwards or backwards through a pre-set distance
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
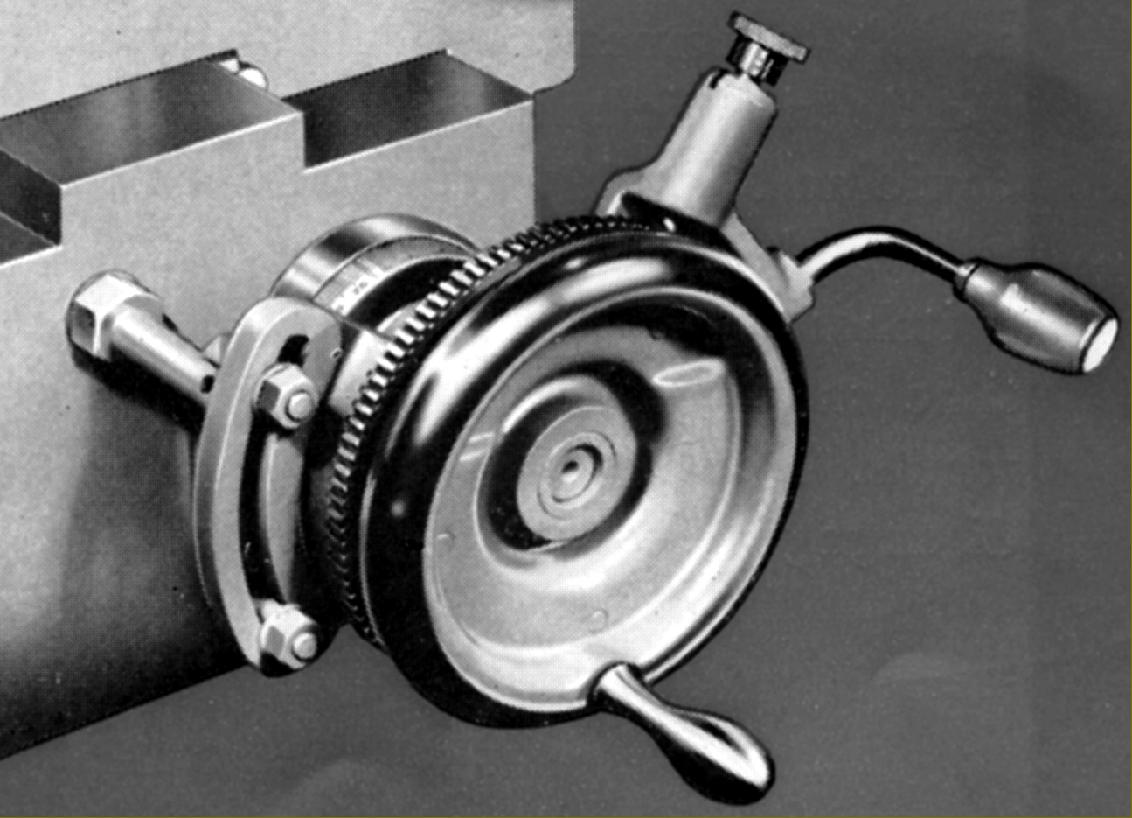
Hand pickfeed for the saddle. Resembling the mechanism found on older surface grinders, this unit could be used to index the feed at set increments
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Tracer head from the Model 1C. This used a hand-guided, three-dimensional hydraulic tracer control that provided, using hydraulic power, simultaneous movement of the table in two planes - longitudinal and cross - together with the normal vertical feed of the quill
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
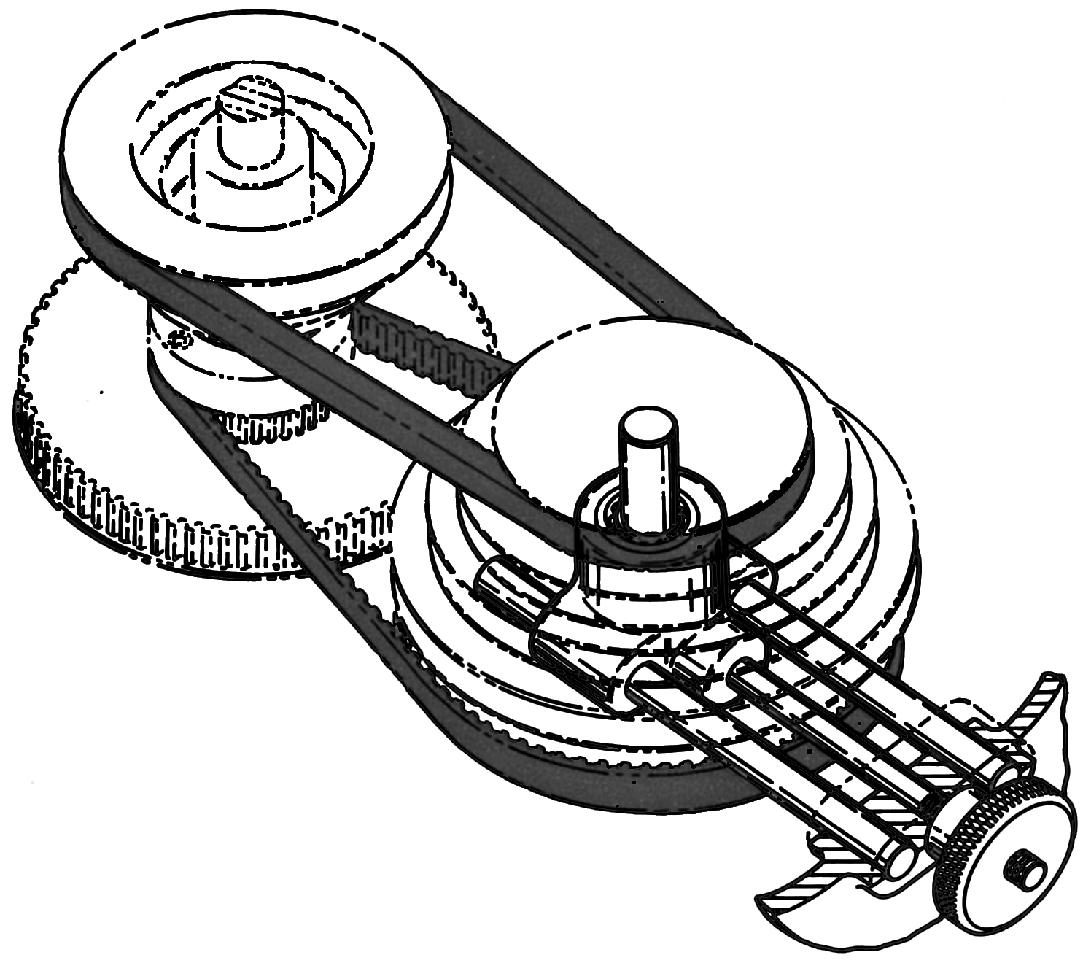
Tthe Contourmaster had eight speeds provided by a two-stage drive with four speeds on V-belt and a high-low range through a toothed belt arranged to run over pairs of large and small pulleys. The customer was given a choice of four motor speeds: 750, 1000, 1500 or 3000 r.p.m that gave, respectively, spindle speed ranges of: 90 to 2354 r.p.m., 120 to 3154 r.p.m., 179 to 4708 r.p.m. and 358 to 9416 r.p.m.
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
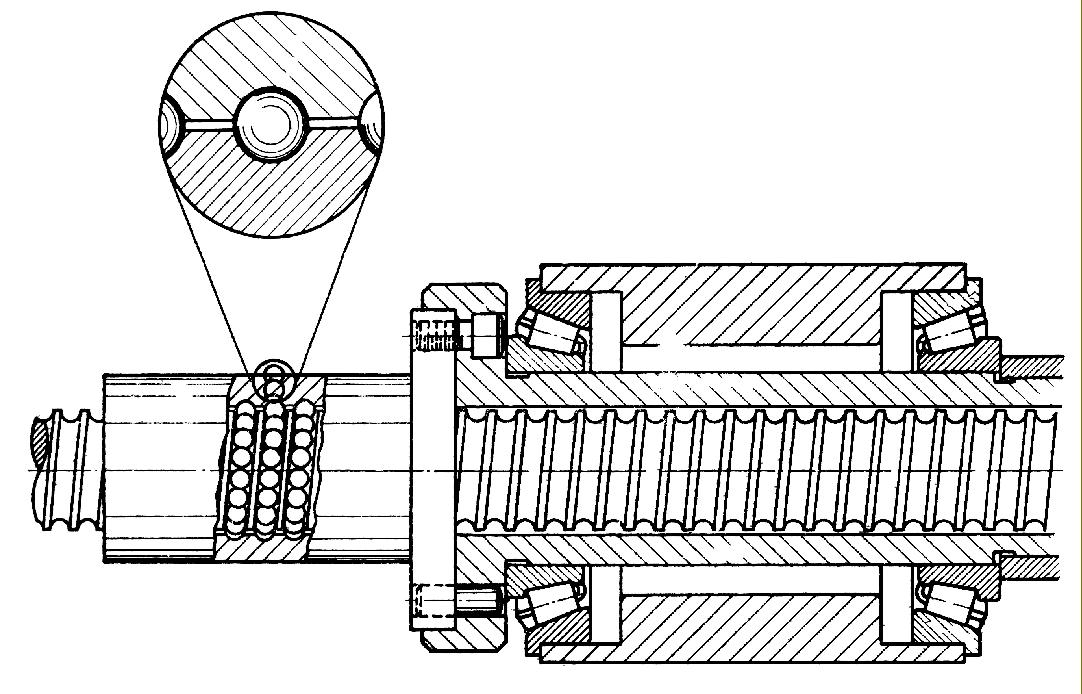
Ball-screw threads on the table-feed screws of the Models 1B and 1C. These, whilst unsuitable for heavy work, were used because they gave a particularly smooth drive and imparted to the operator the greatest possible feel
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
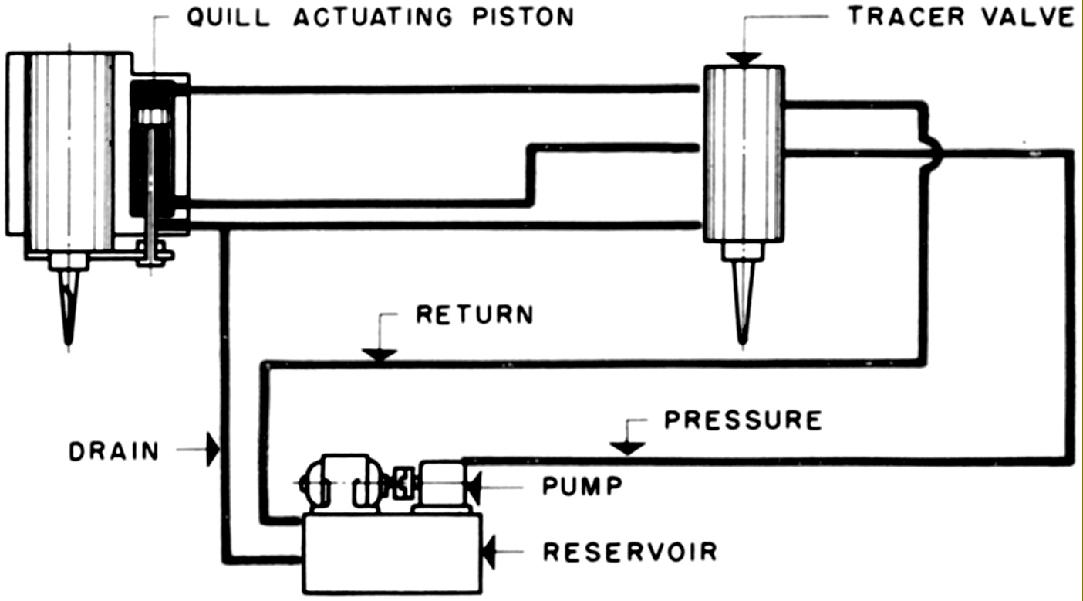
Hydraulic diagram for the quill feed
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
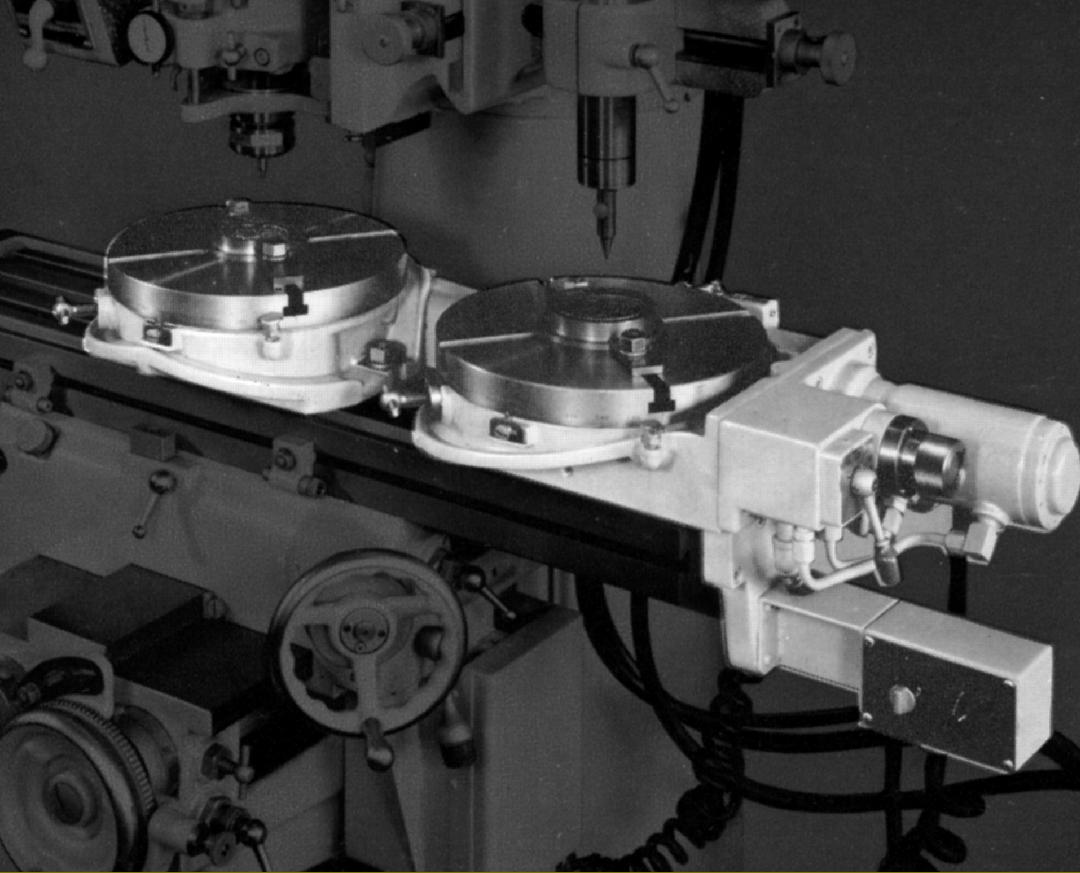
Twin rotary tables with hydraulic drive
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Automatic die sinking: a Contourmaster fitted with two rotary tables powered hydraulically (and hence with a very smooth movement) that could be set to turn, using valves, at any rate between 1/4 to 5 r.p.m. In addition, a chain drive from the power unit to the saddle cross-feed screw provided an automatic feed at precise intervals between 0.002" and 0.060" for each revolution of the table
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
The three-dimensional head on a Model 1C Contourmaster being used to reproduce the curves in a master mould made from plaster
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Manufacturing the mould for a "Lazy Susan" cake stand
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
Duplicating the mould required to manufacture telephone handset
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Left, a master hob and right an embossing die
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Maker's publicity photograph showing, on the right, the copied part exactly as it left the machine and without further hand finishing
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Reverse Image Attachment. From a single master it was possible to create an exact duplicate as a mirror image. The effect was achieved by mounting an auxiliary table, under the control of a gear and double rack arrangement, to provide a movement in the opposite direct to that of the main table
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
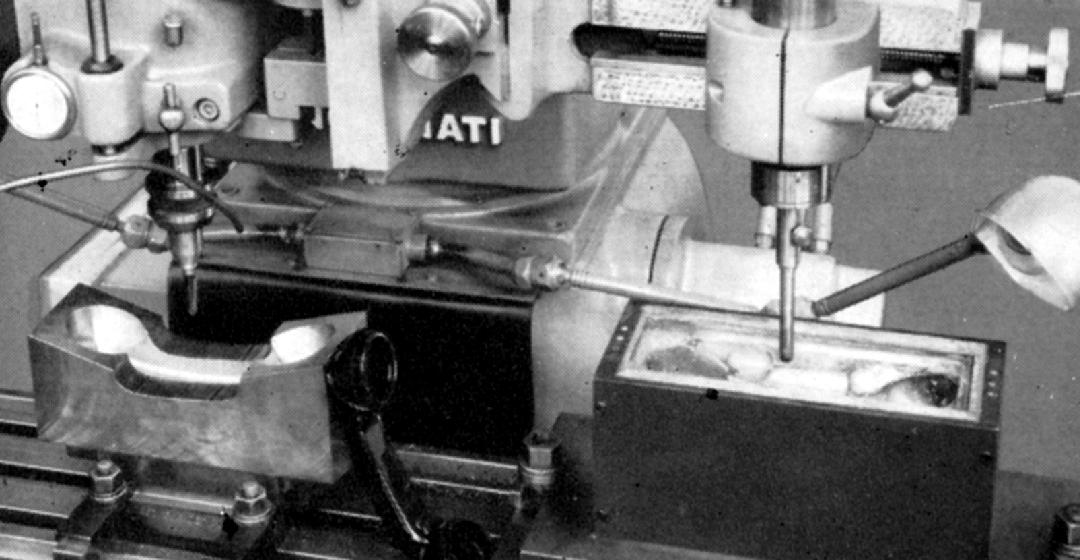
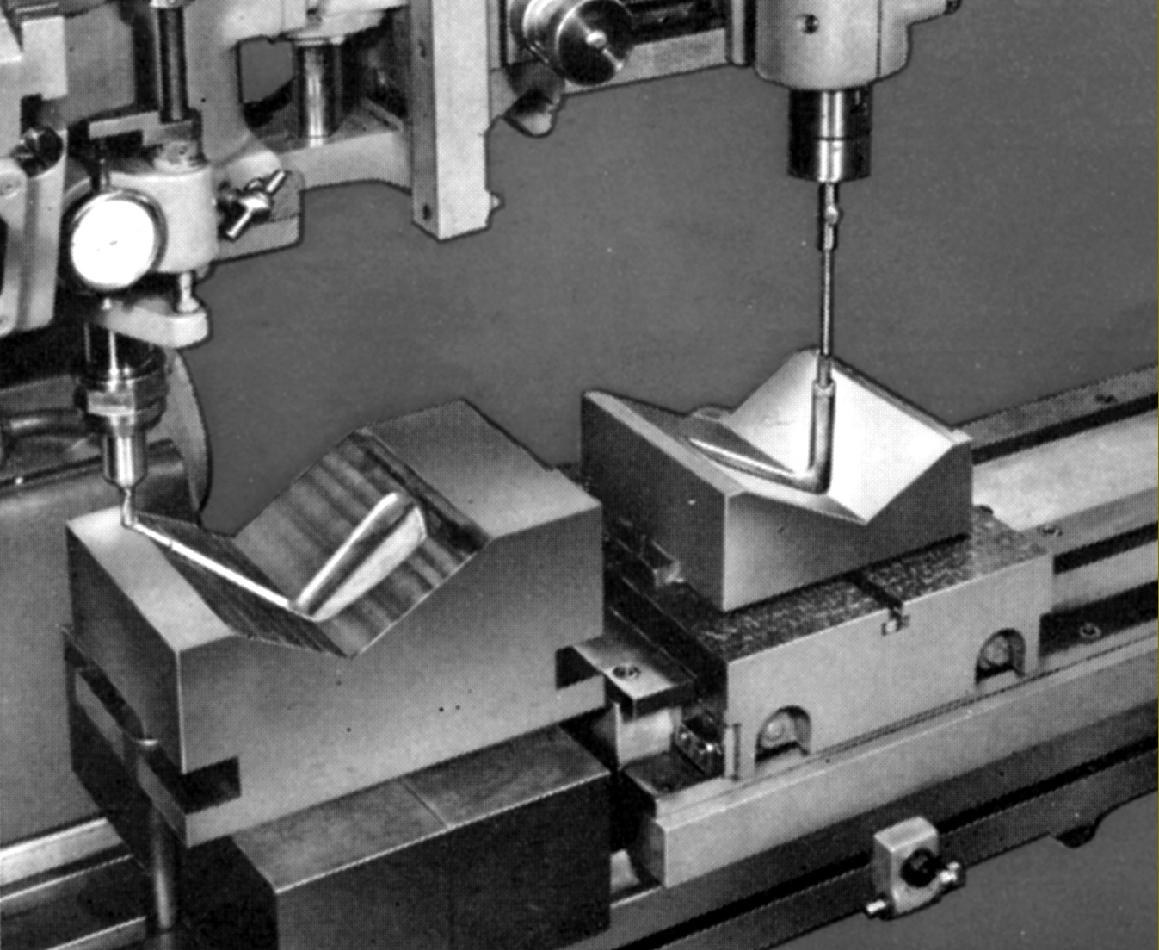
Three-dimensional tracer head on the 1C being used to accurately finish the mould for a saw handle. The stylus was guided by hand round a variety of curves and through an increase in depth from left to right
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
Contourmaster--the saddle front
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|