|
Continued:
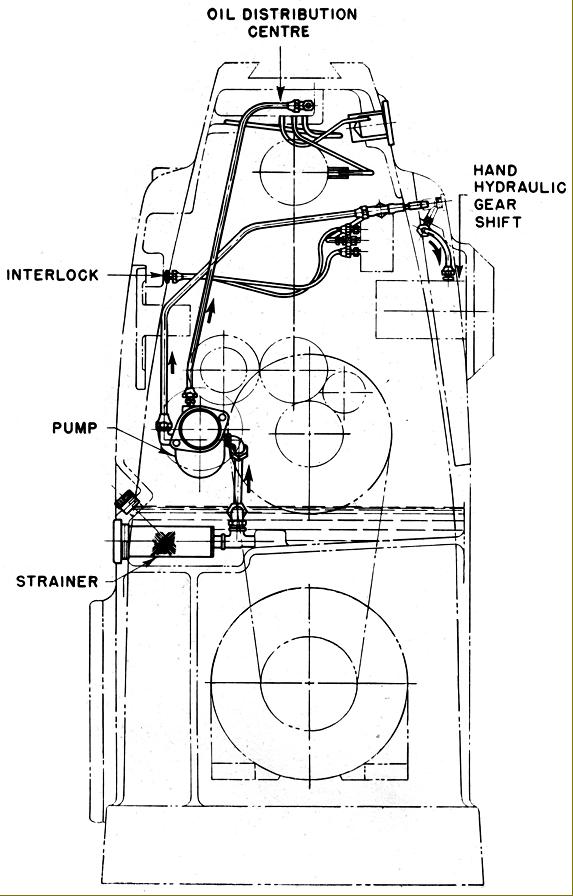
Lubrication
Like the Company's larger models, the MI the spindle and feeds' gearboxes were each positively lubricated by a separate mechanically driven plunger pump. On the main column oil was lifted by the pump to a "distribution" centre at the top from where it drained by gravity through a network of pipes. One interesting touch was the effort made to prolong the life of the heavily stressed, one-piece, nitrided-steel vertical feed-screw: this was supported on taper roller bearings, ran through an aluminium-bronze nut and was completely enclosed in a separate bath of EP oil - a reservoir positioned to one side (and level with the screw's top) feeding oil down a pipe to fill a surrounding housing. Table and saddle ways - and the table and saddle screws and nuts and the gears and bearings between the table screw and the horizontal drive shaft along the right-hand side of the knee - were lubricated by a hand-pump drawing oil from a sight-glass-equipped reservoir built into the front of the saddle.
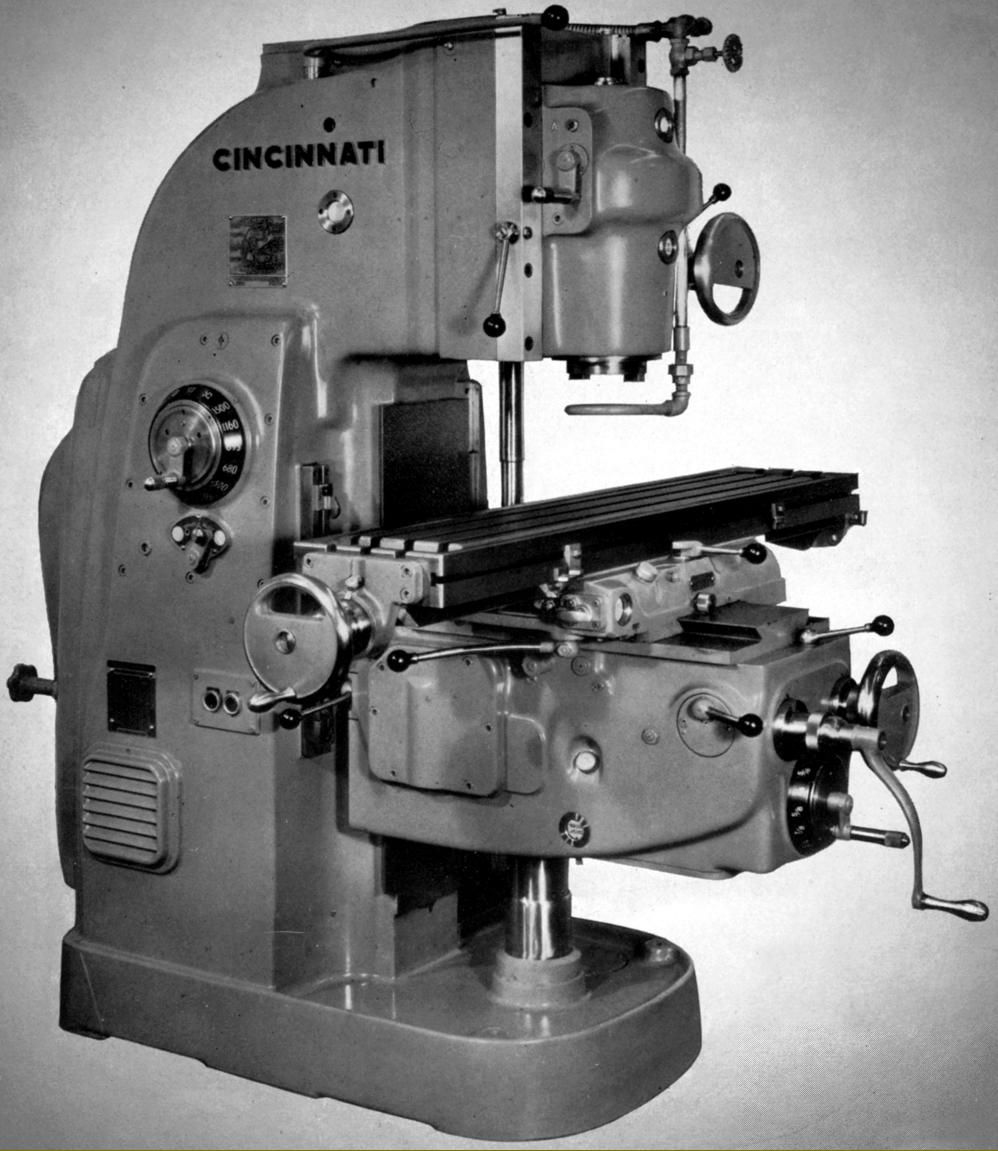
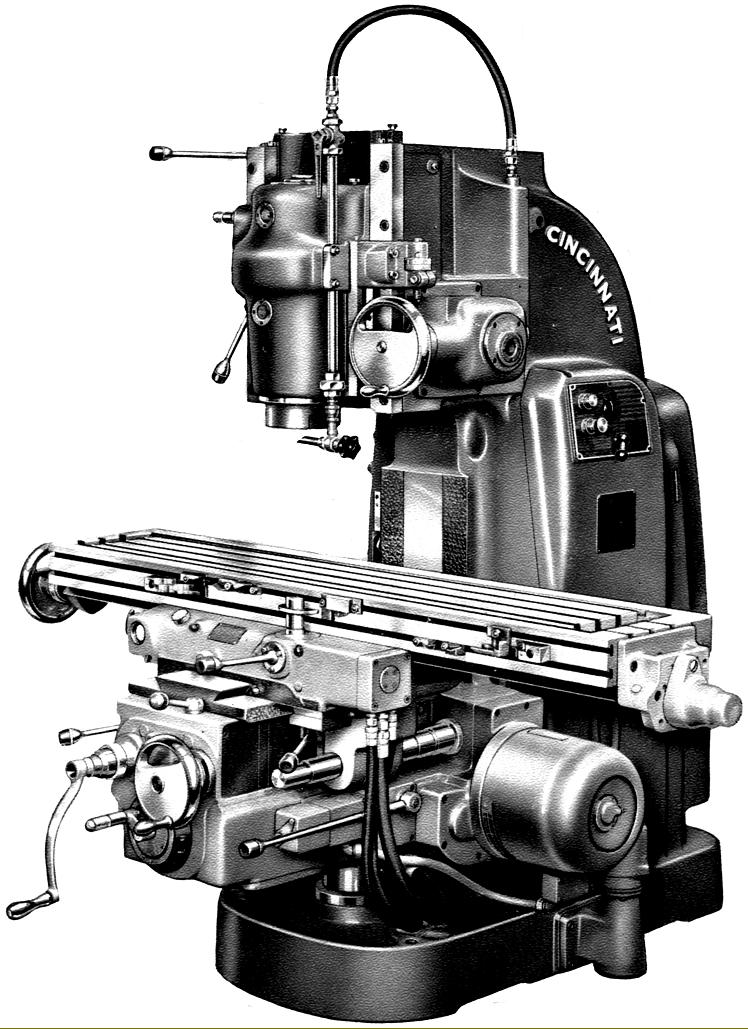
Vertical Models
By the early 1950s, and using the same knee, saddle, table and complete drive system as the Plain Horizontal model, the Vertical version of the No. 2 MI had been introduced. At this stage in the model's evolution the table had been increased slightly in length - to 54.25" - and redesigned so that the whole of the top surface could be used as the working area. While the longitudinal travel, at 28", remained the same as the other types, on the Vertical the knee lift, at 14" was some 5" than the Plain Horizontal but the cross travel, at 12" some 2" greater. However, the number and rate of table feeds (16 from 1/4" to 30" per min horizontally and half that vertically), remained the same. Equipped with a positive lubrication system and a 4-position rotating turret stop, the vertical head held a spindle with a No. 50 INT nose running in Timken taper roller bearings. The head was constructed so that a front element (that holding the spindle) was arranged to slide on a back section (the moving section always being fully supported within its ways), the drive being by a screw and nut flooded with oil from a pressure supply (a scavenge pump being provided to prevent leakage). Head locking used a particularly effective clamp - a lever acting to move a tapered gib strip that clamped the chosen setting tightly.
As well as a handwheel for manually controlled fine feed of the spindle, 16 rates of power feed were also provided from 1/8" to 15" per minute and with rapids at 75" per minute - enabling the machine to be used for boring and heavy-duty drilling - though the maximum head travel of just 2.5 inches did limit its usefulness.
Spindle speeds were identical to the horizontal models - sixteen in number between 25 and 1500 r.p.m. - with the head having a backgear so that two ranges were provided, high and low. Selection of individual speeds was still by the same crank handle and dial used on the horizontal models but with an additional lever control, on the head, to engage and disengage backgear.
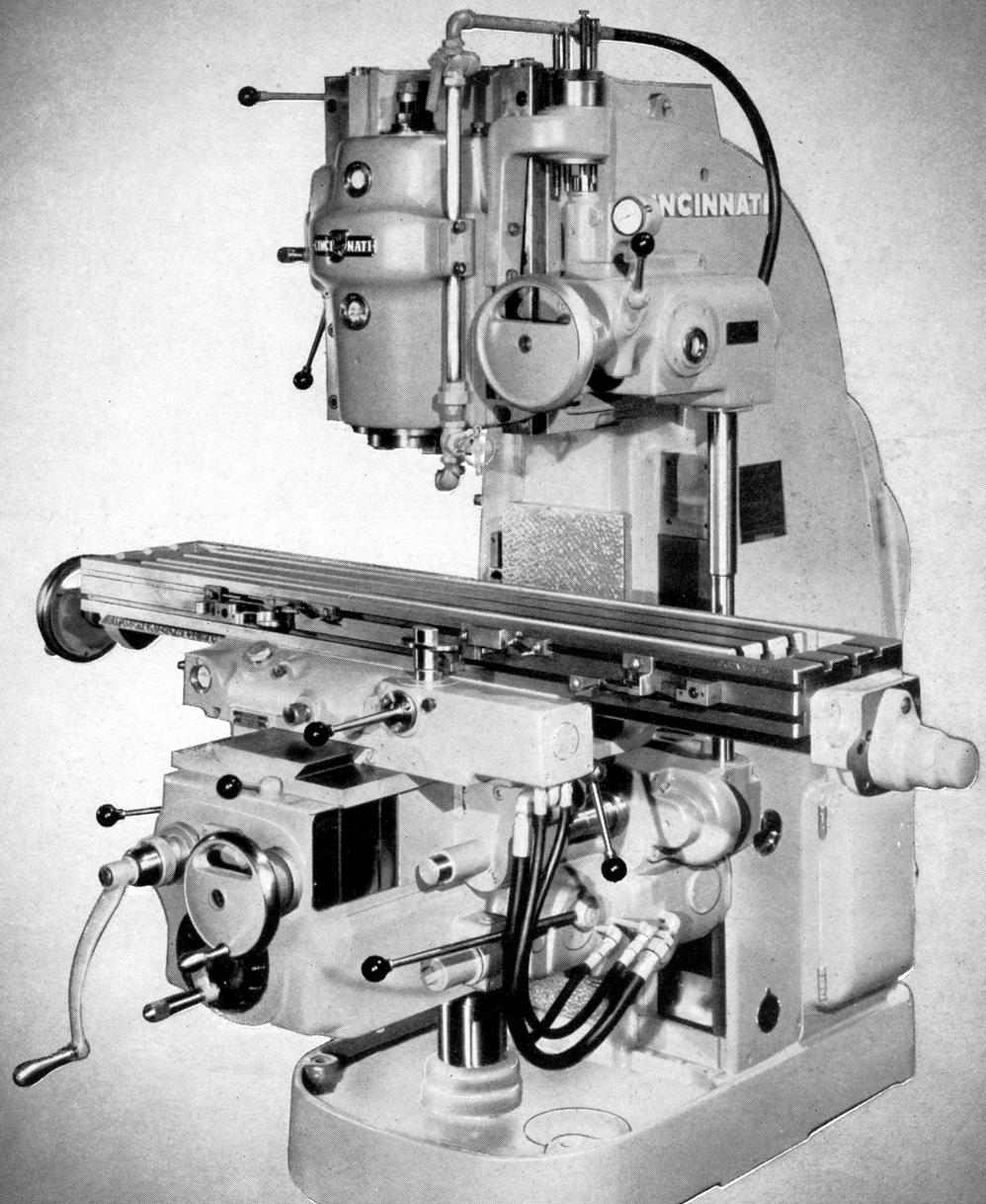
Later Type 205-12 MI
Listed in catalogues from the early 1960s was what appeared to be a new machine that was to be listed in a number of versions including the 203-10 ML plain (28" table travel, 3 h.p. motor and 10-inch wide table), 203-10ML Universal, 205-12MI Plain, 205-12 MI Universal, 205-12 MI Vertical, 307-12 MI Plain, 307-12 MI Universal, 307-12 MI Vertical, 307-14 MI Plain, 307-14MI Universal, 410-14 MI Plain and the 410-14 MI Universal, the 205-12 MI Model LL. However, all these models were, essentially, of the same mechanical construction as the No. 2 MI but with a number of improvements. Most obvious of the alterations was the use of a separate 1.5 h.p. feed-drive motor and the use of the previously optional faster range of 16 feed rates from 0.5" to 60" per minute as standard - though the slower rate of 0.25 to 30" remained as a no-cost specification. The new design eliminated the complex and costly train of gears that had previously been needed to transfer power from the main motor to the knee, so improving reliability and saving both production and maintenance costs. The table was made fractionally longer - by 7/16" - and a useful 2" wider with the same three 11/16" T-slots spaced 2.3125" apart. In line with other Cincinnati models of the early 1960s, the new Arbor-Loc spindle nose fitting was used. This design allowed a speedy change of tools to be made (while offering just as much rigidity as before) and also largely eliminated the need to use arbor draw bolts - a boon on vertical heads, where safety was thus greatly enhanced.
Fitted as standard to the new models was a rear control for the table's longitudinal feed (other controls could also be duplicated in this position at extra cost), and an automatic backlash eliminator on the same feed. With the separate feed motor came a redesign of the knee and column castings with rear hinged cover over the drive system simplified - a single smooth rear face replacing the previous bulge that followed the outline of the drive system.
Extras
A number of useful accessories was available that mirrored both those offered on other models made by the company and competing firms. The range including a variety of heads, all driven from the horizontal spindle, with the most useful being a high-speed universal (available with a parking mount on the right of the column and a built-in crane to manoeuvre it into place), a heavy-duty vertical, a double-swivel universal type, one specialist type for rack milling and others for slotting, circular milling and cam milling. If a factory was expecting to handle complex or awkwardly shaped jobs that required an operator to stand and observe from both front and rear, it could order a machine fitted with duplicated, rear-mounted table-feed controls.
If it was necessary to convert either a Plain or Universal to a proper vertical type, it was possible to replace the overarm with the self-contained Motor Driven Universal Attachment. Fitted with a motor mounted at the rear, and a speed-change gearbox, this unit actually turned the miller into a form of ram-head machine - although (unlike a Bridgeport), the turret could not be rotated on top of the column. Early versions of the unit, as made until the late 1940s with an exposed 2 h.p. motor and two speed-change levers, were rather crude in appearance; later versions were much tidier, with a fully enclosed drive from a 3 h.p. motor and with three speed-change levers.
One useful attachment, that required building in on the production line, was an automatic backlash eliminator for the longitudinal feed screw. Used on many Cincinnati models from the mid 1940s onwards, the device was intended for use during climb milling. The latter is a process where, instead of the workpiece being pushed against the rotation of the cutter (and so any backlash between feedscrew and nut automatically eliminated) the work is fed into the cutter in the opposite direction - producing a tendency for the table to be violently "grabbed" forwards. During automatic table-cycle processes, where a cut was required in both directions, climb milling was, of course, necessary and the Backlash Eliminator an essential fitting. The mechanism was contained in a single housing and comprised two separate feed nuts, each machined on its outside with teeth that meshed with a rack. The racks were arranged to sit at each side of a spur gear that, when rotated, moved one rack forwards and the other backwards - so forcing the nuts to rotate slightly in opposite directions. As the nuts turned, the effect was to remove backlash by seating each firmly against opposite sides of the feedscrew thread and so "load up" the assembly. With the unit engaged climb milling became as easy as conventional - and, in a production process, could double the effective work rate of the machine..
|
|