|
Early Chipmaster Photo Essay Colchester Home Page A first-class, comprehensive data pack for the Chipmaster and Kopp variator covering all years of production can be bought online here Belts are also available; please email or phone 01298-871633 for details |
|
Mounted on its distinctive, wide-base "pyramid" shaped sheet-steel cabinet stand the first 5.75" x 20" Chipmaster, left the production line on July 24th, 1957 - though it had been announced as early as 1956 (Serial numbers are shown at the bottom of this page). The lathe was to occupy an important niche in the Colchester model range (production rates varied between 300 and just over 400 units per year) and remained in the catalogue long after other models from the 1950s had disappeared - the last example being dispatched during 1983. Badged for some export markets as the Harrison 10AA, with its infinitely variable-speed drive and 3000 r.p.m top speed, it was intended as a small but versatile high-speed precision lathe and was to form the basis of the later, cheaper and conventionally-driven Bantam. Being relatively complex, the Chipmaster was always an expensive machine - in some years it cost over 46% more than a similarly-specified but larger "Student" model for example - and in 1959 Colchester announced a short-lived, lower-cost alternative version, the "Six-Speed Model" stripped of the variator and with its spindle driven directly from a 3-speed motor rated at 5 h.p., 2.5 h.p. and 1.5 h.p. to gave spindle speeds of: 75, 150, 300, 750, 1500 and 3000 rpm. The lathe was fitted with a distinctive carriage-handle-shaped control (connected to a Stanton electrical switch) in place of the rotating dial of the variable-speed type. The design, construction and detail finishing on a Chipmaster was of an exemplary standard - as it had to be with a top speed of 3000 rpm - and was heavily built, the approximate weight of a standard machine being some 1204 lbs (545 kg), only very slightly less than a Student. The bed, hardened to order only at first but later fitted as standard, was particularly stiff, with chip clearance through elliptical holes that passed to the rear. On its introduction, the Chipmaster was fitted with a two-speed motor, but this was quickly dropped in favour of a single-speed version - though the speed range was virtually unaltered. At least two generations of this early variable-speed model were made: the first had its 3 h.p. electric motor (though often 1.5 h.p. on those sold to training establishments) and a comparatively small Kopp swash-plate variator (with 3 rather than the later 6-ball bearings) constructed as one integral unit with a tall aluminium casting bolted to its side to support the shaft coming from the speed-change handwheel. From the variator the drive passed, using twin V-belts, to a first design multi-plate clutch (thought to be from Colchester's drawing boards) mounted on the headstock input shaft (immediately behind the main spindle) and from there to the headstock spindle by three V-belts on early machines and a toothed belt on all others - the latter element of design then surviving unchanged for the rest of the lathe's production life. The clutch was not the world's best, and was to be replaced by a much more efficient Matrix unit, the original being all too easily knocked into and out of engagement. However, the novel illuminated ball on the end of the clutch lever was retained - this glowing a pleasing red colour when working. Early versions of the Chipmaster are rare and problems with the drive system, probably concerned with its reliability, must have forced a serious rethink by the designer. On second-generation versions the motor was mounted facing inwards and positioned underneath the plate that held the variator. The latter was now larger, with six ball bearings in the ramps, obviously more durable and driven from the motor by a toothed rather than ordinary V-belt (the change to a proven multi-plate clutch by Matrix also helping). The next stage in the model's evolution was to improve the manner in which variator and motor were mounted: originally, just a simple flat steel plate had been used, supported on three height-adjustable, thick-walled steel tubes; the simplicity and comparative lightness of that design suggests that vibration may have been a problem, for its replacement was a large and very rigid U-shaped cast-iron housing mounted on anti-vibration pads. |
|
The actual centre height was 5.75" Continued: |
|
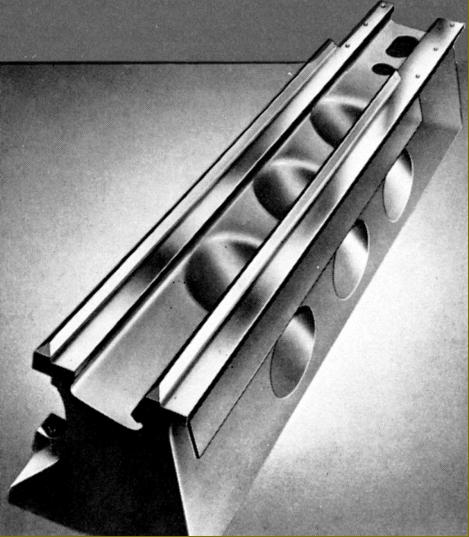
The bed, hardened to order only at first but later fitted as standard, was particularly stiff with chip clearance through elliptical holes that passed to the rear. |

|
|

|
|

|
|
||

|
|
||

|
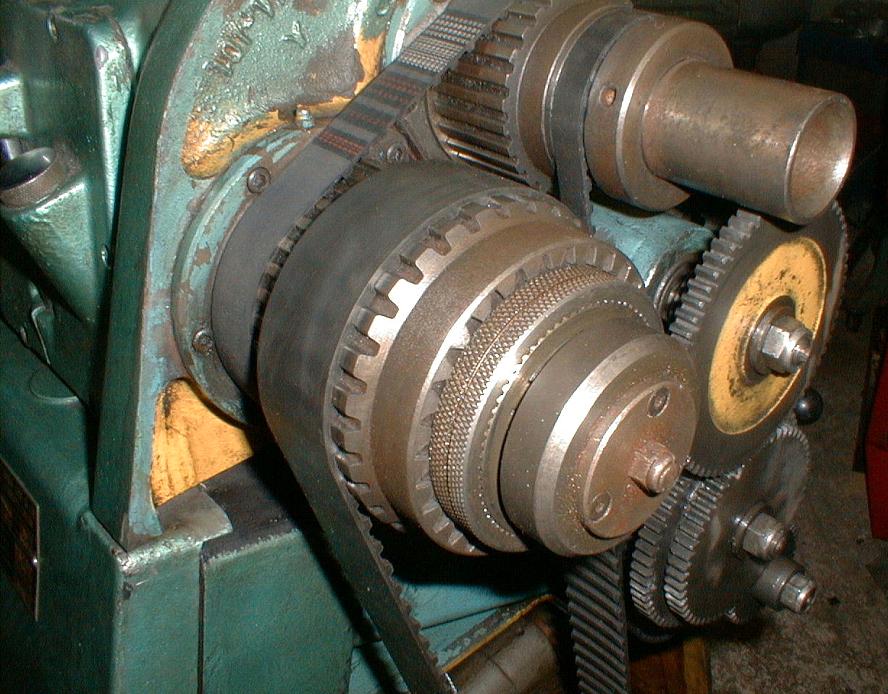
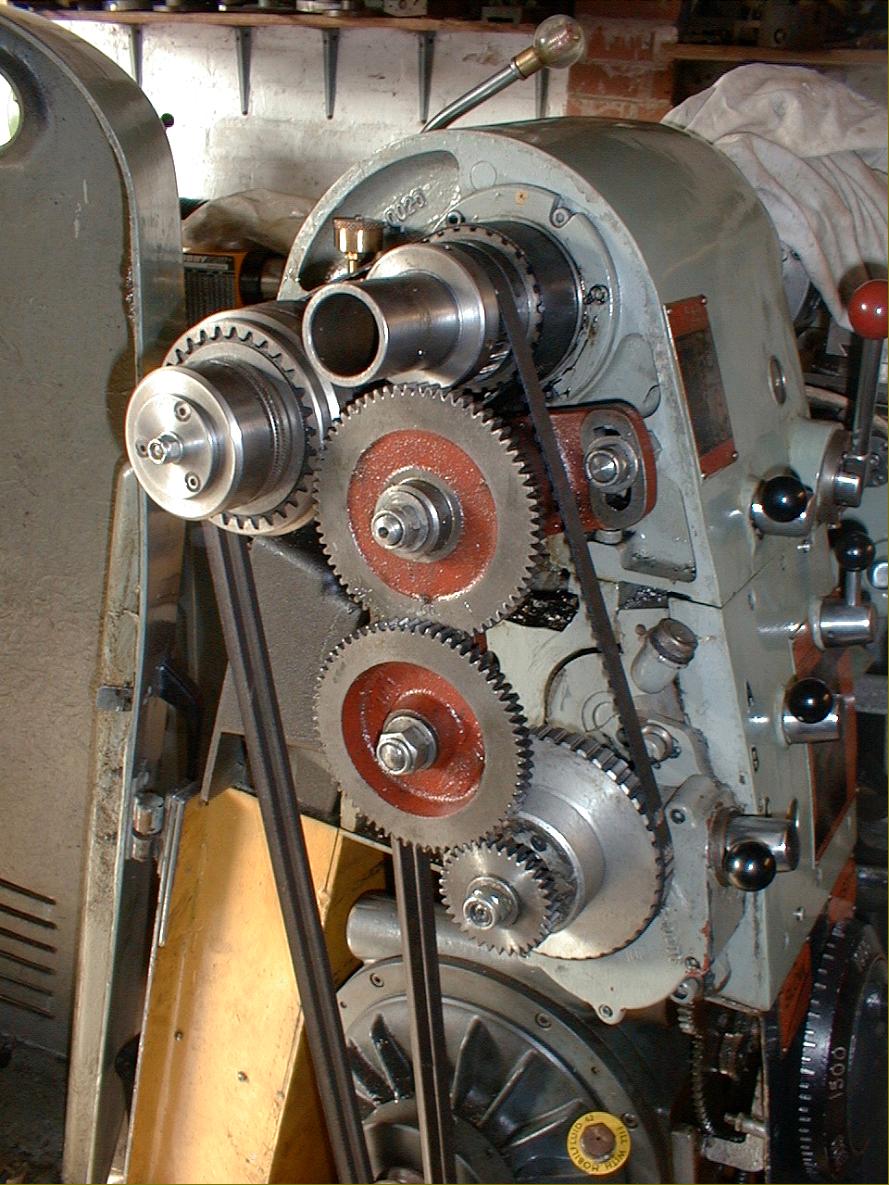
Second-generation Chipmaster with motor and variator mounted on the bottom and top faces respectively of a simple 3-point support steel plate and drive to the clutch by a toothed belt. |
||
|
|

|
|
||
|
|
||
|
Early Chipmaster Photo Essay Colchester Home Page A first-class, comprehensive data pack for the Chipmaster and Kopp variator covering all years of production can be bought online here Belts are also available; please email or phone 01298-871633 for details |
||
|
Colchester Data Bantam Student & Master Newer Colchesters |
||