 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
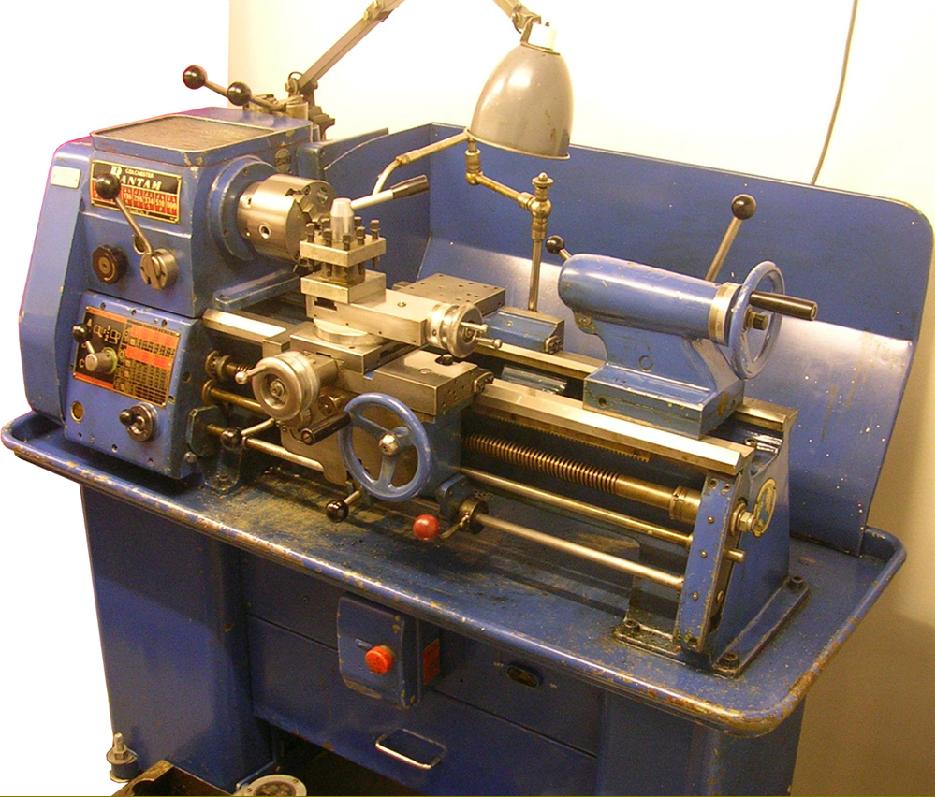
Discounting the quite different pre-WW2 flat-belt drive Bantam, the better-known and very handy later geared-head model was built in considerable numbers from 1963 until 2001. Five distinct version were constructed that we will call the Mk. 1, Mk. 2, Mk. 3, Mk. 2 Colt and the (rare) VS3500. The Mk. 1 (by far the most common encountered) was a very compact but heavily-built geared-head lathe supplied as standard with a hardened bed that provided industrial levels of strength and performance in remarkably small space; the stand, for example, was only 53" by 23", just a little bigger than the industrial cabinet used for the 3.5" Series 7 lathes. The makers labelled the machine as a 5" by 20" or 30" - but the real centre height was 5.625" - and you can squeeze a little over 23" between centres on the short-bed version and 33" on the long. Three different specifications were offered: the "Hawk", with screwcutting by changewheels, and two models with screwcutting gearboxes: the "Eagle" with English pitches and the "Condor" with metric. However, in each case, conversions sets were available to allow all types to cut both English and metric threads. The approximate weight of the 20" lathe was 980 lbs (445 kg.) and the 30-inch 1047 lbs (475 kg.) Non of the lathes carried Hawk or Condor badges and the "600" sticker, often found on the facia panel or bed, was not a model number but referred to the "600 Group", the owners of Colchester, Harrison, Pratt- Burned and several others machine-tool companies.
Built on very similar lines to the Mk. 1, the Mk. 2 had a new angular-style headstock and screwcutting gearbox, but with the bed, carriage and tailstock remaining virtually unchanged. A model of the Mk. 2 designated "Colt" was also manufactured in standard, long bed and Vari-Speed models whilst the Mk. 3 was an entirely different machine and, in effect, a Harrison M250 with cosmetic alterations to the controls and appropriate badges.
Mk. 1 Headstock
Running in taper roller bearing through an all-geared, oil-bath headstock, the spindle had an American type D1-3" Camlock fitting and bored with a No.4 Morse taper - the latter supplied with a hardened sleeve adapter with either a No.2 or 3 Morse taper. If all Mk.1 Bantams (and later models were the same, cannot be confirmed, but is likely to be correct). Although the security of the D1-3" Camlock fitting allowed a safe, high-speed reverse, chucks with this fitting are expensive to manufacture and it is often cheaper (although still not inexpensive) to mount a replacement chuck on a new Camlock backplate. As a note of interest, by the late 1990s, chucks with integral Camlock fittings were going out of production, replaced by separate backplate types, but now Chinese manufactured ones are available. Are they accurate? you might ask; well, as ever, caveat emptor.
Care is required when mounting new D1 accessories on the spindle nose - and it may be necessary, in order to achieve maximum grip, to re-set the Camlock studs within the backplate - it is essential to read the maker's instructions on this point if you are unsure of how to do it. Even on this cheapest of Colchester lathes the spindle bearings were the expensive but super-accurate "Gamet" micron-precision type used on all the company's larger lathes; as all the gears were also hardened, honed and carried on multi-spine shafts the headstock has, as a consequence, a reputation for absolute reliability and only many years of heavy use--or clumsy mishandling of the gear change - is likely to cause problems.
Continued below:
|
|
|
|
|
|
|
 |
|
|
|
|
Colchester Bantam Mk. 1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Continued:
Mk. 1 Spindle Speeds and Drive System
Originally fitted with either a single-speed motor (and branded as the Model 800) the lathe had eight speeds from 36 to 800 rpm or, with a two-speed motor and marked Model 1600, with 16 speeds from 36 to 1600 rpm. Because the motor was mounted externally, at the rear of the headstock, it is a comparatively simple matter to change it. However, if you intend to operate lathe from (a now inexpensive and effective) 1-phase to 3-phase variable-speed drive inverter, the 2-speed motor type will require a special high-voltage inverter; if you would like more information please email for up-to-date information. It is known that a 1973 and Mk. 1 Bantam 1600 lathe was fitted with a constant torque, 2-speed motor producing 2h.p./1h.p. according to which speed was used - high speed/low speed (2850 / 1450 rpm) this being a single-winding, pole-changing type (also known as a Dahlander type motor). The Mk. 2 Bantam (1600 and 2000) appears to have been fitted, as standard, with a 2-speed, 3Kw/ 2.4Kw (4h.p./3.2h.p.) motor with a high/low speed range of 2870/1420 rpm). This motor again was a single-winding pole-changing Dahlander type - but probably with a more complex pole-changing configuration, not just the more straightforward 2-pole to 4-pole pole change over from "Delta to Star Star" used on the Mk.1 Bantam 1600..
On the Mk. 2 Bantam 2000, the reversing switch was a Type T2b-3-20, and the 2-speed motor control switch a Type T2b-4-11/K/nT2 - both from Klockner Moeller. These can be directly replaced with a modern equivalent Moeller Eaton (T0-3-20) and (T0-4-11) respectively. If you Google "pole changing motor speed control" or "Dahlander motor" you will find brief explanations of the three basic Dahlander pole-changing, single-winding configurations that can give two-speed control with either "constant torque", "variable torque" or "constant power" - however there are various other more complex Dahlander single-winding tapped variations. Enquiries to Brooks Crompton unfortunately could not confirm the exact Dahlander combination used and would only confirm that it was a Dahlander motor, tapped single-winding type
The Mark 2 2000 lathe had a more complex single-winding, pole-changing Dahlander configuration than the Mk.1 1600, thus giving the Mk. 2 2000 a relatively improved low-speed torque performance over the Mk.1 1600. Both types of Bantam have been run successfully a rotary-type 3-phase converter. It is however uncertain if, on a 2-speed motor, an inverter putting out 3-phase output low or high voltage (240/415V) voltage would be suitable - unless the pole changing features of the high/low speed switch could be set and locked to one speed range position for either the Delta or Star voltages.
On the Eagle and Hawk models the standard electrical control was by a simple push-button, direct-on-line starter but with the option of a much more sophisticated and safe system (that was standard on the Condor) of a handle, supported by a bracket on the right-hand side of the apron, rotating a "third-rod" control shaft that passed beneath the apron and connected, via a drop link, to a reversing switch mounted behind a fascia plate between the stand legs. If fitted, it is worth checking this mechanism for wear; the central, or "off" position of the handle was maintained by a bracket (fastened to the right-hand face of the apron) with a deep, spring-loaded, triangular-shaped indent; if this indent is broken, or rounded off, it is very easy for the operator to unintentionally push the handle over centre, and so cause the spindle to go into reverse. Problems with the electrical-reversing switch can sometimes be traced to play in the ball joints at each end of the vertical drop link, or rust forming on the two sliding plates on the exterior of the switch; these problems, though annoying, are easily corrected.
If the mechanical parts of the reversing mechanism are beyond repair, it is a simple matter to bypass the system and rewire the electrics to a conventional rotary-type reversing switch mounted on a bracket that allows the operator quick and easy access without moving from his normal working position. In fact, on models without the screwcutting gearbox, the electrical system was often arranged like this when new, the precise type of switchgear varying somewhat over the years.
Because they are so strongly built and combine such a range of desirable features Bantams of all types are very sought after second-hand; if you have a machine in good condition, and maintain it carefully, it should retain its value indefinitely.
Mk. 1 Screwcutting and Power feeds
Although most Mk. 1 Bantams were fitted with a screwcutting gearbox, numbers of "Hawk" models were supplied to training workshops with cheaper imperial or metric changewheel screwcutting. On the changewheel models there was, unlike their contemporary Harrison competitors, no 3-speed leadscrew gearbox, instead a simple 2-speed gearbox was employed where a sliding double gear on the feed shaft could be moved by a lever into one of two positions to pick up a single gear on the leadscrew - and so select either a fast or a slow rate of feed (the leadscrew on Bantams is used only for cutting threads and should normally be left disengaged).
The "Eagle" screwcutting gearbox gave 29 English pitches from 3.5 to 80 t.p.i. (and 15 metric with translation gears) and the Condor 27 metric pitches from 0.2 to 6 mm (and 26 English with conversion gears). Sliding feed rates varied from 0.001" to 0.028" on the screwcutting model; from 0.001" to 0.032" on the Eagle and from 0.02 to 0.7 mm on the Condor. In every case the surfacing (cross-feed) rate was half that of the sliding. Both models were equipped as standard with a number of extra changewheels to extend the normal threading range beyond that commonly required; if these gears are missing from a used lathe, it's worthwhile asking if they have been stored separately and perhaps overlooked. Power cross and longitudinal feeds were fitted to all models - with a push-pull knob to select sliding or surfacing and with the engagement and disengagement by a flick-in-and-out lever at the bottom of the apron. To protect the power-feed mechanism against overload damage, all models were fitted with a shear-pin incorporated in the topmost gear of the train to the screwcutting gearbox..
Stand
Unfortunately the maker's stand, in basic form, lacked any form of storage, although some long-bed lathes have been found with a drawer across the central section between the plinths. An interesting point concerns the four welded-on mounting points for the lathe: the one at the back, behind the headstock, was set flush with the stand's lower edge and drilled and tapped 1-inch UNC to take a hollow, screwed stud through which passed a levelling bolt The other three points protruded below the base, with the threaded rear bolt assembly being used to set everything up level. For normal work the lathe stand could be left unsecured - or mounted on anti-vibration pads - it only being necessary to bolt it down if jobs were to involve high speeds with out-of-balance workpieces.
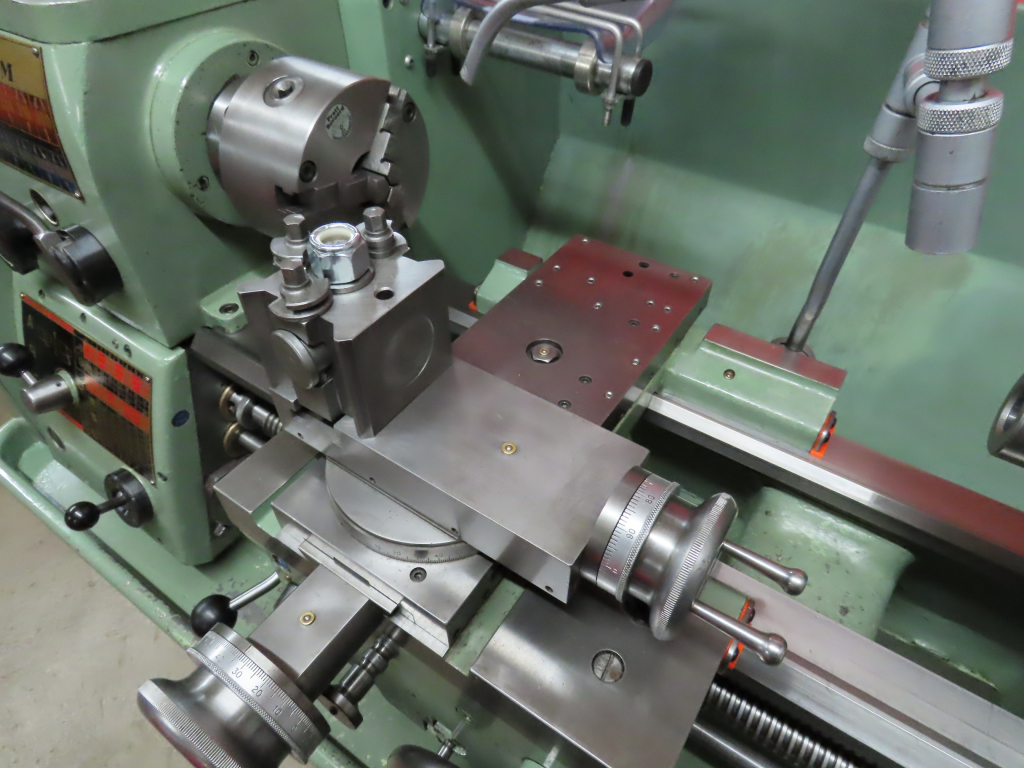
WARNING: take great care handling the top slide. The base casting is easily broken when the slide is advanced from its central position. Numbers have been damaged and spares are not available - they have to be made individually at a cost of £400+. Should you need one, we might be able to help
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
Colchester Bantam Mk. 2 (also badged as a "Clausing-Colchester 11")
Continued:
Usually found badged as a "Bantam 1600", but also available with top speeds of 800 and 2000 rpm, the Mk. 2 Bantam can be recognised instantly by the "gated" screwcutting gearbox control lever positioned in the bottom right-hand corner of the headstock's front face. A special version, designated as the "Colt", was also produced during the 1980s. This was a machine with the centre height increased to 6.5 inches, a remarkable 40 inches (1000 mm) between centres and a choice of a single-speed range from 45 to 750 r.p.m or (with double-step pulleys on motor and input shaft) two ranges of 40 to 750 r.p.m. and 120 to 2000 r.p.m. Both inch and metric screwcutting was available with a leadscrew of 4 t.p.i. on the former and 6 mm pitch on the latter. The standard-fit gearbox on the Colt was, unaccountably, different to that on the contemporary Bantam and instead used the distinctive joystick control lever from a Mk. 1.
In the last years of production only Bantam 2000 with an increased centre height (6.5 inches) and a top speed of 2000 rpm were offered - but these machines should not be confused with the completely different Mk. 3 Bantam - and which was actually a Harrison M250. All versions of the Mk. 2 Bantam had a useful 1.125-inch spindle bore, 0.25" greater in diameter than the earlier model.
|
|
|
|
|
|
|
 |
|
|
|
|
Above and below: the apron as used, respectively, on the Bantam Mk. 1 and Mk 2 Bantam. Only the handwheel differed
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
For a 5-inch the lathe the carriage was noticeably robust
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
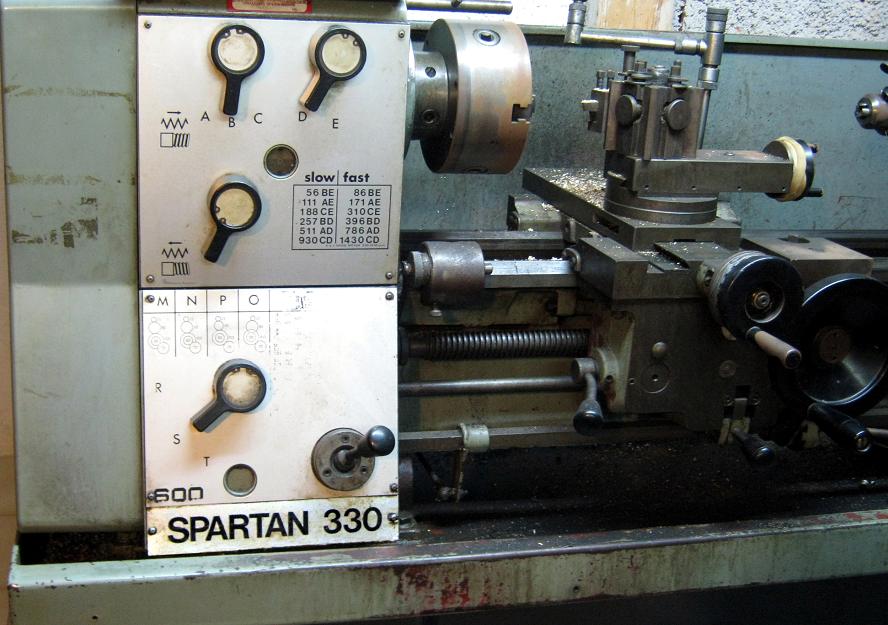
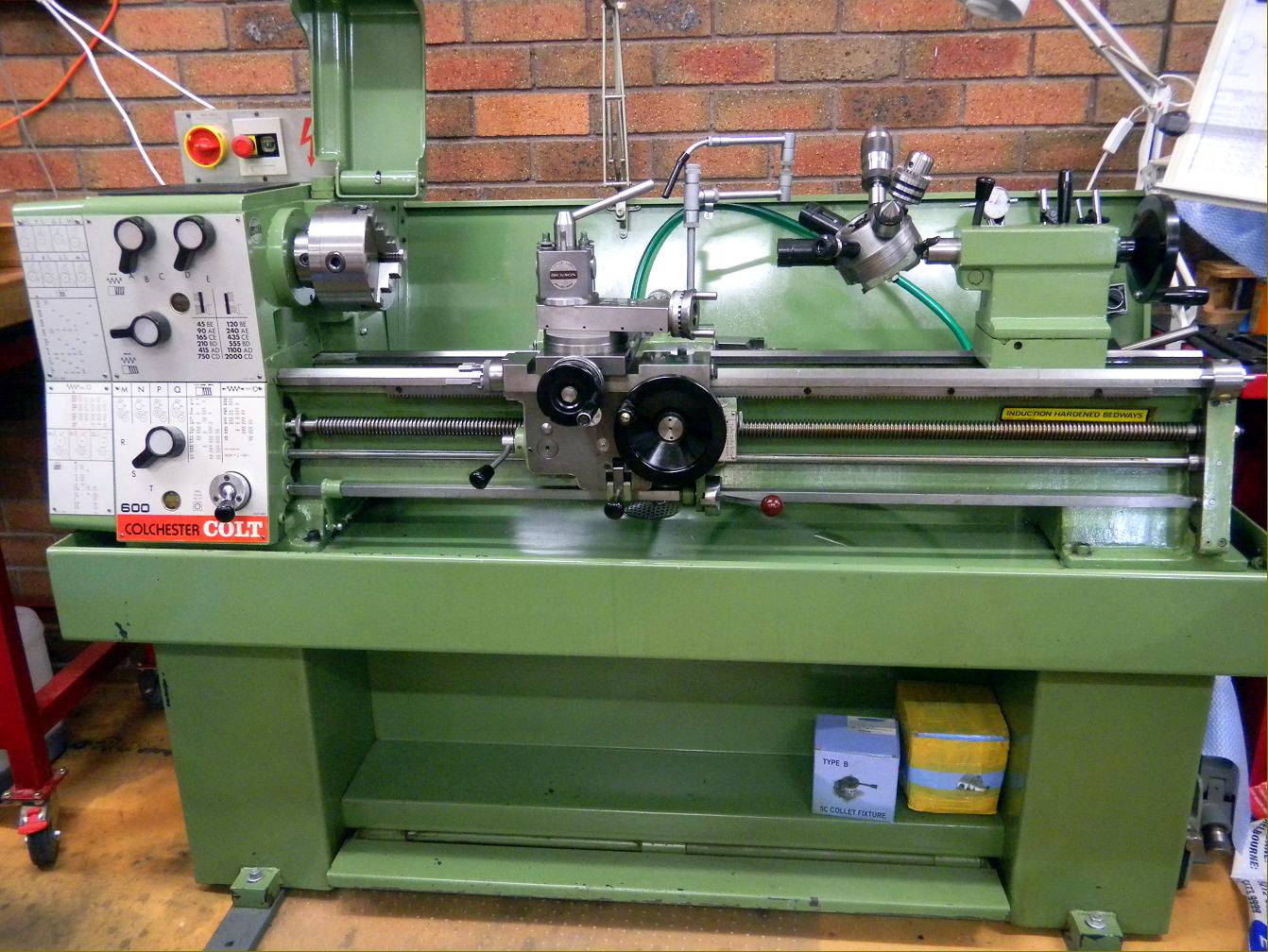
A rare long-bed, Bantam-based "Colt" from the 1980s. The "600" badge on the facia panel is not a model number but refers to the "600 Group" of engineering companies. An even rarer "Vari-speed" Colt was also produced, as was a version labelled "Spartan 330" - a machine sold by the 600 Group in South Africa
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Spartan 300--a Model sold and badged by the South African 600 Group
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Harrison M250 - the colour scheme and the shapes and disposition of some controls may differ, but this machine was also marketed as the Bantam (Mk. 3) 2000.
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Bantam 2000 Mk. 3 - which was really just a lightly-modified Harrison M250. This model of Bantam can be quickly recognised by the all-dial selectors on the screwcutting gearbox.
The notes below apply to the Harrison M250, but are also largely applicable to the Mk. 3 Bantam:
With a 145 mm (5.7") centre height, the Mk. 3 Bantam was designed to appeal to schools, training establishments, repair shops and those needing a compact lathe for light production work; as a second-hand machine it is relatively rare on the used market with prices driven high by demand not only from small professional workshops but also the more enthusiastic home user. It was available with a choice of either 500 mm or 750 mm (20" or 30") between-centres and had an induction-hardened bed as standard - but lacked the option of a detachable gap; interestingly, the width of the bed, at 190 mm over the ways, was greater than the centre height, a design feature that not many years ago would only have been considered necessary for a lathe built to "toolroom" standards. Early models had 9 speeds from 40 to 1500 rpm (or, optionally, 80 to 3000) whilst the later models (1998 on, approximately) ran from 52 to 2000 rpm - the electric motor used on the slower model was 0.9 kW, with a 1.3 kW employed to drive the faster machines.
Fitted with a hardened and ground No. 3 D1 Camlock nose, the 35 mm (1.3") bore No. 5-Morse taper spindle ran on Gamet Super-precision bearings; the headstock gears and bearings were lubricated by oil splash.
Able to be ordered as either a metric or inch unit, the screwcutting gearbox could be fitted with both types of translation gear. The two standard gearboxes - which gave either 33 inch pitches from 3 to 72 t.p.i. or 33 metric pitches from 0.25 to 8 mm - were provided with an oil supply, circulated by splash from the lower gears dipping into the lubricant and flinging it around.
The carriage, fitted with European Safety-Neurosis handles with full, smooth faces was driven by both a fully guarded, 25 mm diameter leadscrew (in 6 mm or 4 t.p.i pitch) and a power-shaft; the leadscrew was used exclusively for screwcutting whilst the torque-limiter-protected powershaft provided the sliding and surfacing feeds for normal use. Although the top slide had a traditional, parallel-type of screw-adjusted gib strip, the cross slide was fitted with the superior tapered type, able to be set more accurately and provide much better support; both the cross and top slides, as well as the saddle, were fitted with locking screws.
A final development of the Bantam Mk. 3/Harrison M250 was the variable speed VS3500, a lathe probably intended, in the eyes of the marketing department, to be a lower-cost alternative to the superb but expensive-to-construct, long-lived though obsolete Chipmaster. Details of the VS3500 can be found here..
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
1984 Colchester Colt 2000
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
Colchester Colt with the makers tailstock-mounted capstan unit Continued here
|
|
|
|
|
|
|
|
|
|
|
|
|
|