Un catalogo di vendita per il modello 400 può essere trovato qui
One of the less-known but still important Italian machine-tool makers was Caser Ernesto & Figli, based at Via Gaspare Aselli 58, Pavia 27100. They manufactured a wide range of machine tools, including conventional screwcutting and automatic Swiss-type lathes, radial-arm drills, milling machines and a range of engineering-shop accessories.
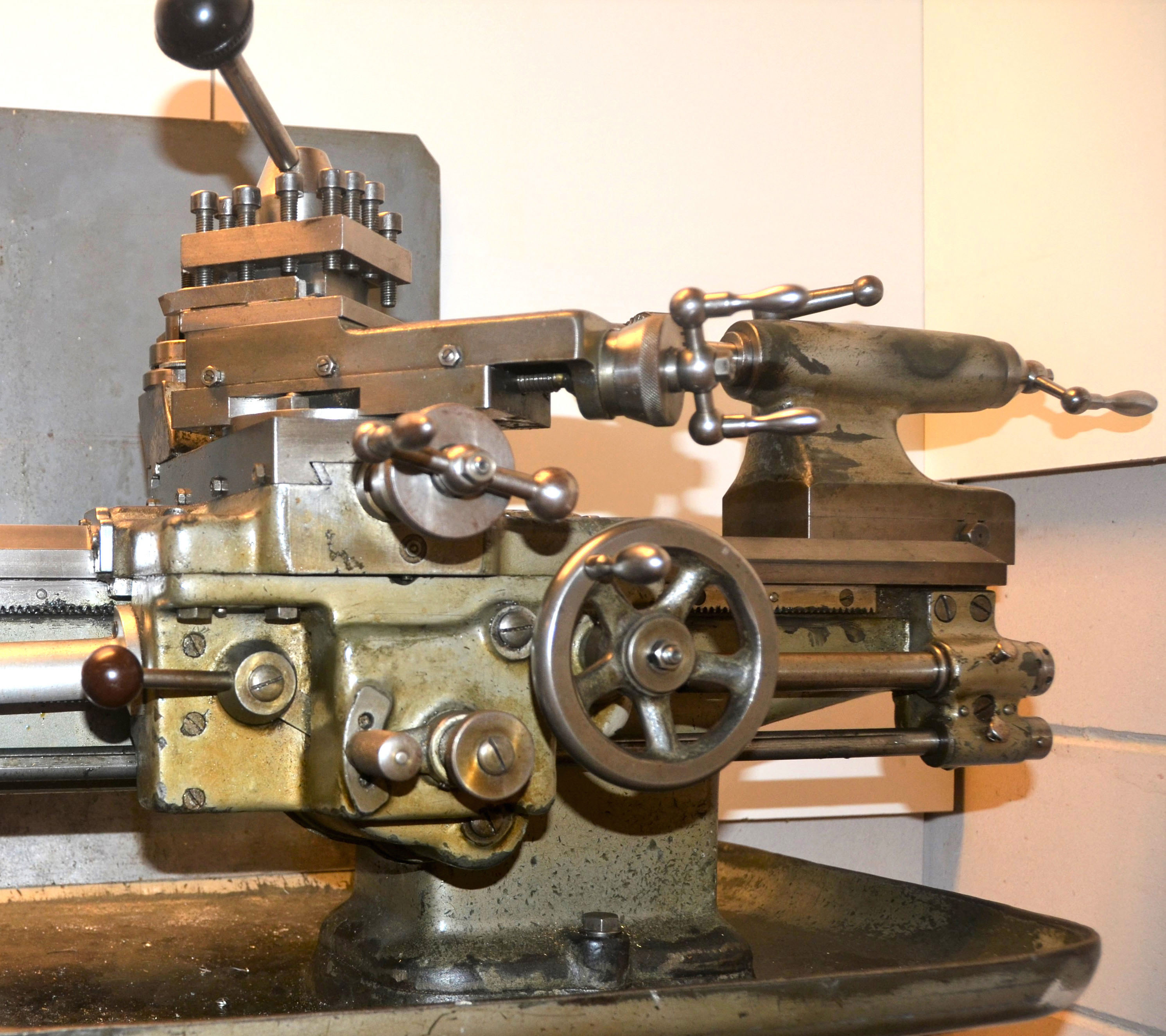
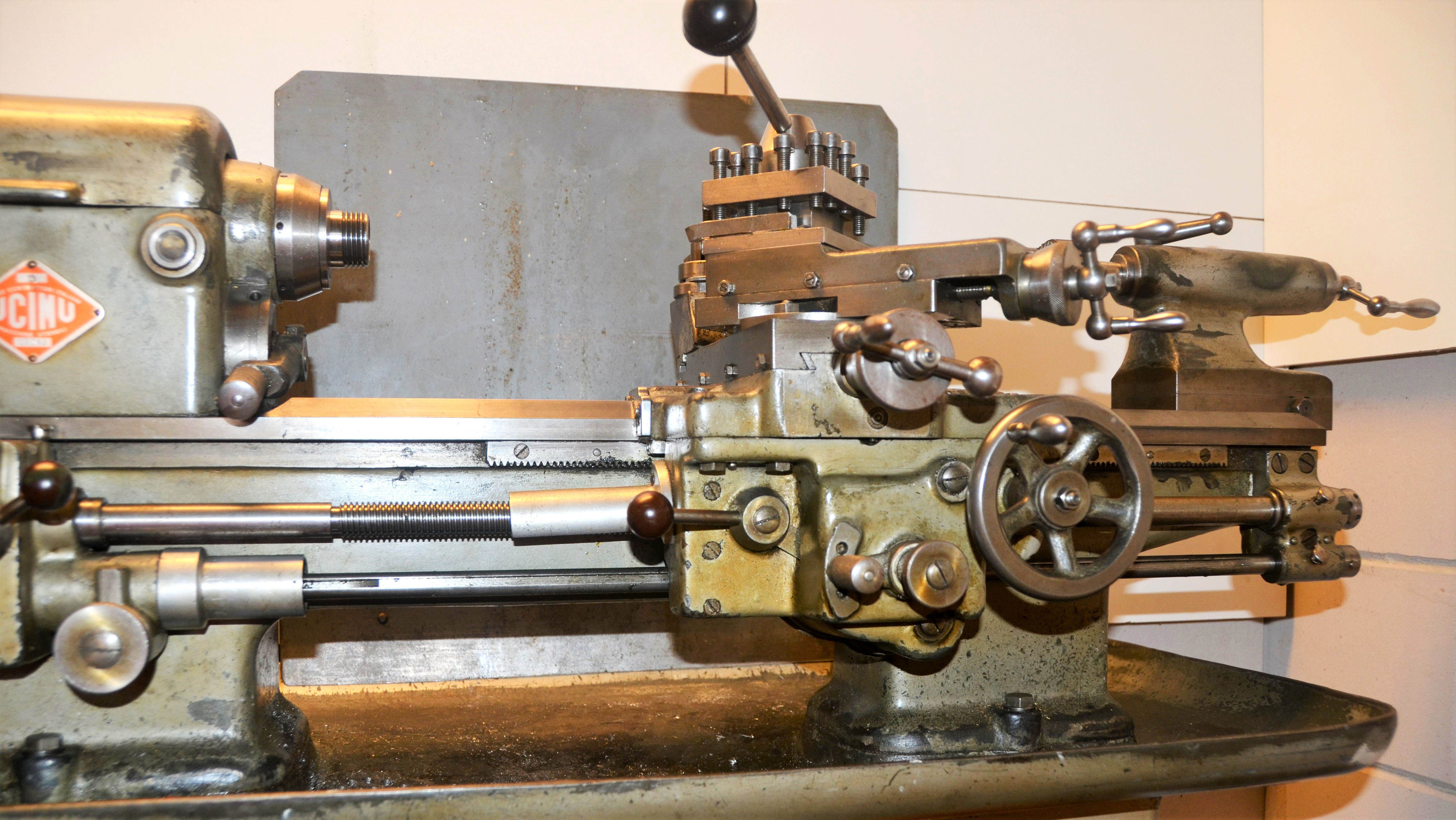
Shown below is their Model 400 toolroom lathe, a robust-looking, backgeared and screwcutting machine of conventional appearance with a centre height of 110 mm and 500 mm between centres. Heavily cross-ribbed, the bed had hand-scraped ways of the V and flat type; the design reflected some features of toolroom and larger lathe practice with the front V-way having a wide and shallow outer face to absorb wear, backed by a steep and short inner to take more of the tool thrust.
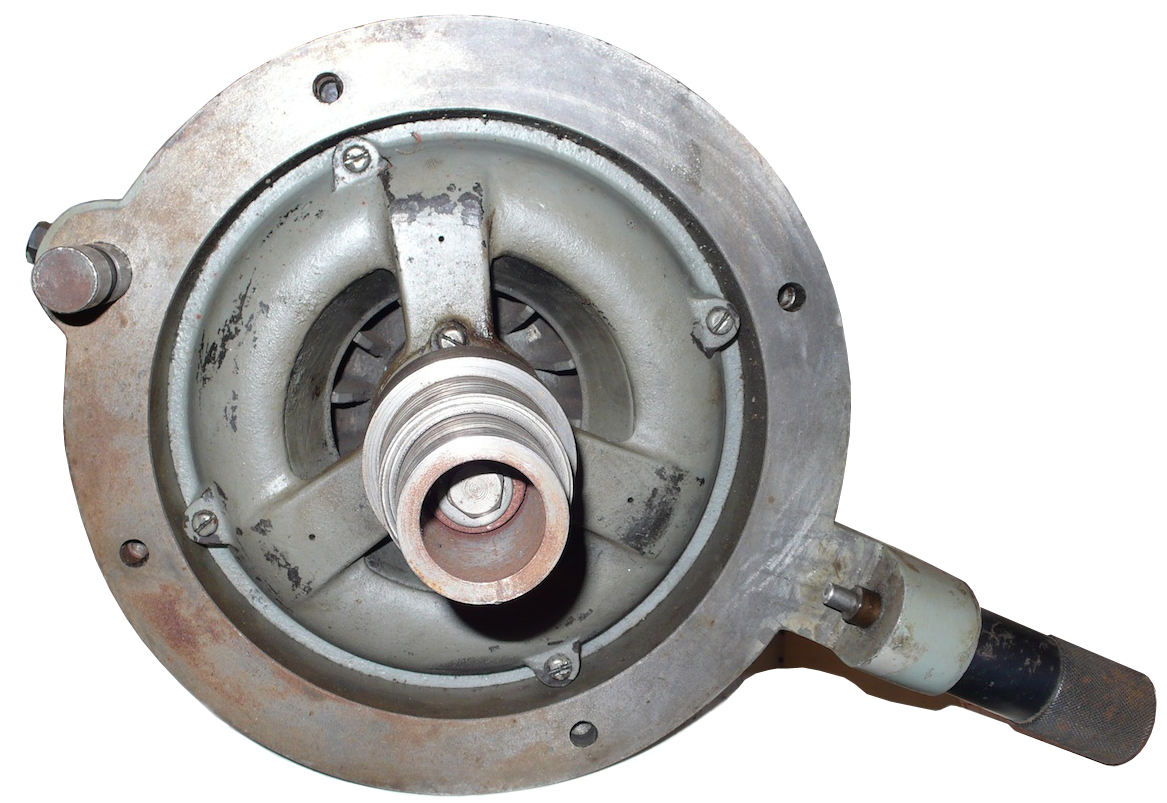
The lathe was mounted on a very heavy iron stand, cast in one piece with a chip tray and holding an electric coolant pump and tank and neatly built-in electrical switchgear. Drive came from a single-speed, large-frame 3-phase motor of 0.740 kW that gave, including backgear, six speeds of 140, 250, 440, 645, 1125 and 1995 r.p.m. The slowest speed, at 140 r.p.m., was rather too fast for screwcutting by other than the experienced and, for some types of material, too fast for turning large diameters. As an option, a two-speed Marelli, 3-phase motor was offered, this being a much more satisfactory fitting giving twelve speeds from 40 to 2000 r.p.m. The motor, instead of being held - as would have been normal for this class of lathe - within the cabinet was, instead, flange mounted to its external, left-hand face. Drive from the motor to the headstock spindle was by a wide flat belt with to, change speeds, a lever to lift the motor and so slacken the belt. The motor's position was set positively in both tight and slack positions by an indexing, spring-loaded plunger moving through a quadrant that located into a series of holes.
Running in bronze bushes lubricated wicks from oil baths - with a sight-level glass for each - the ground-finished headstock spindle was bored through 20 mm and carried a threaded nose. End thrust taken in a rather uncommon manner, by an anti-friction bearing not at the expected left-hand end, but by one that surrounded the front bearing bush.
Able to be swivelled through 360°, the top slide was mounted on a cross slide equipped with a single T-slot at the back - this being provided to mount a rear toolpost. Oddly, the cross slide had its friction-adjusting gib strip on the face towards the headstock with most lathes having it on the other side - the tool thrust then being taken "solid" surfaces and not against a thin strip of steel. Cross and top slides screws had ground Acme threads of 2 mm pitch and carried clearly engraved micrometer dials with inward-facing bevelled faces - exactly in the manner as found on some early Schaublin 102 plain lathes. Was this an idea to reduce reflections and glare? One wonders, as other machine tools, for example the American Duff, Childs, Index and the German Blohm milling machines had their facing outwards.
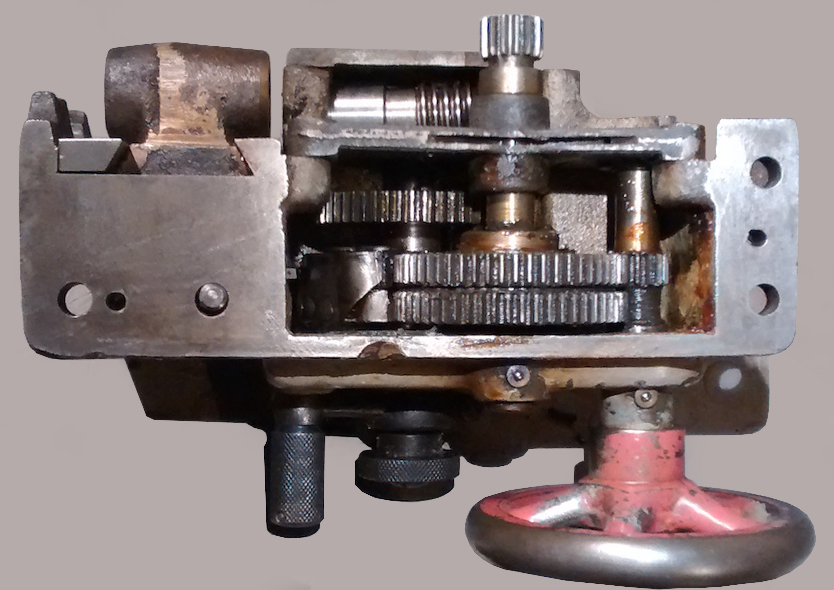
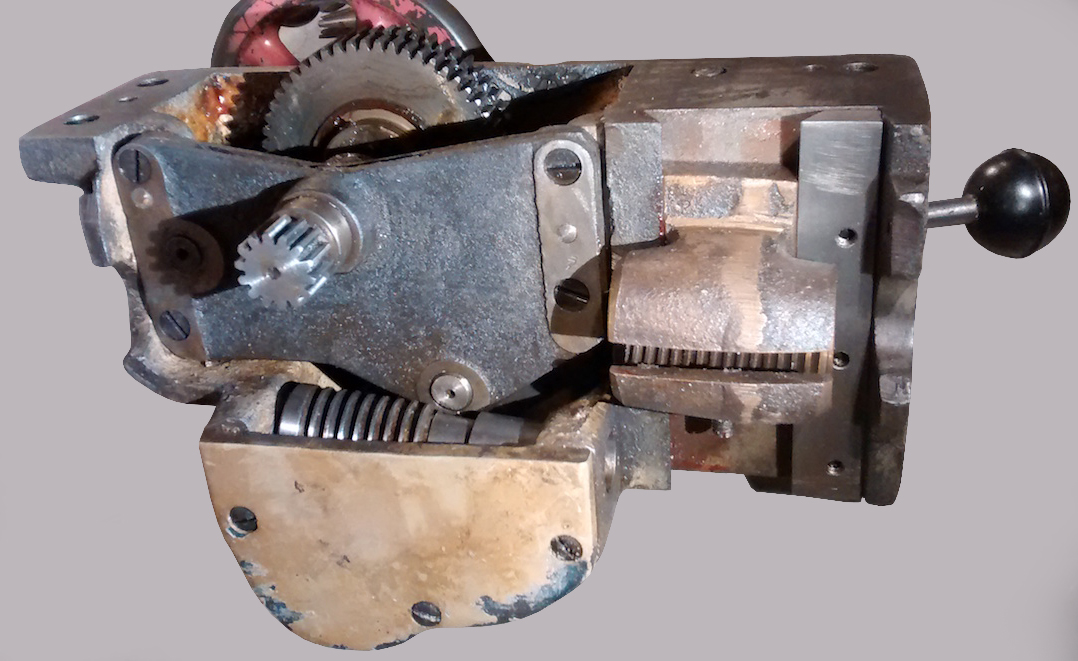
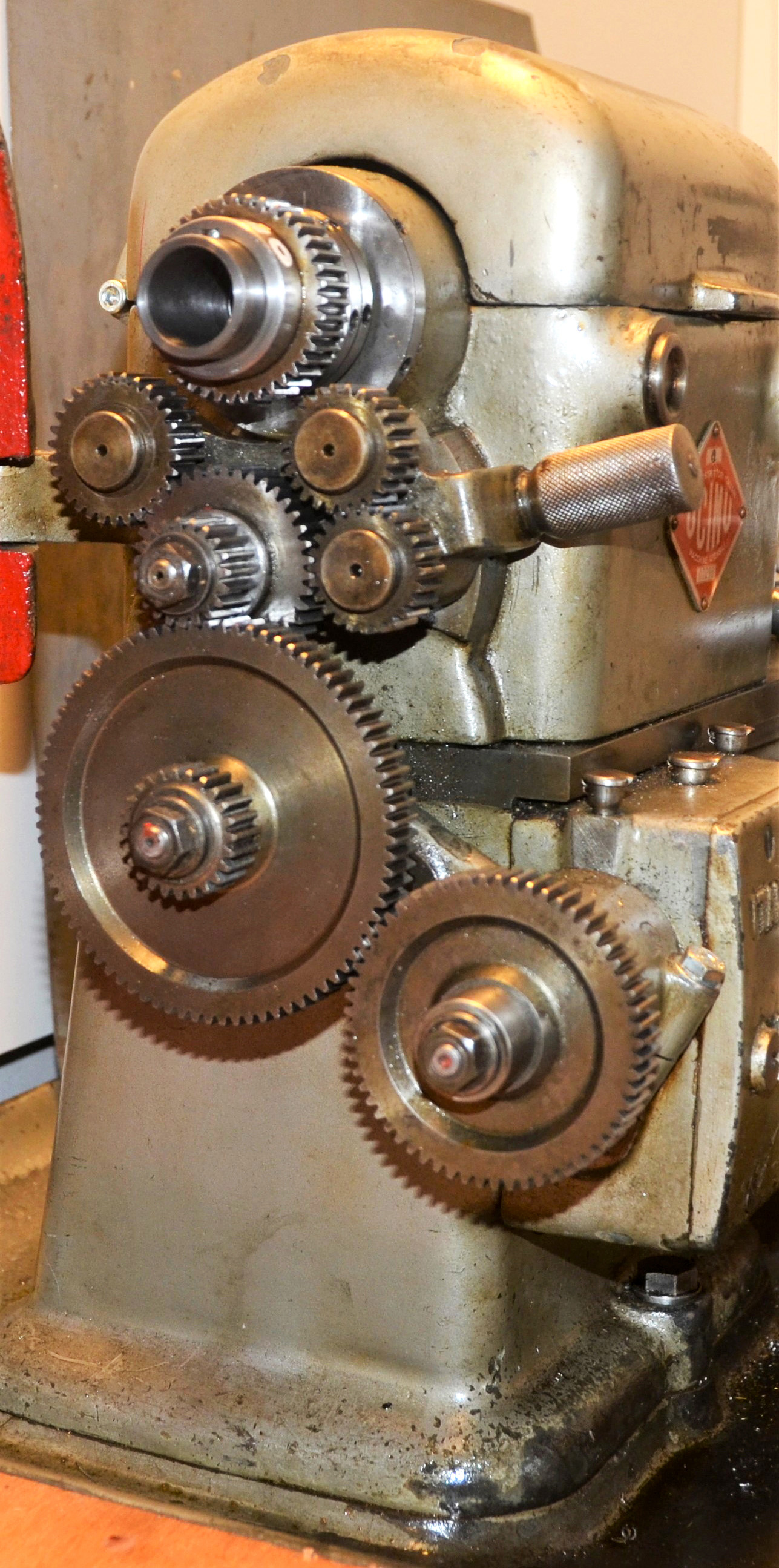
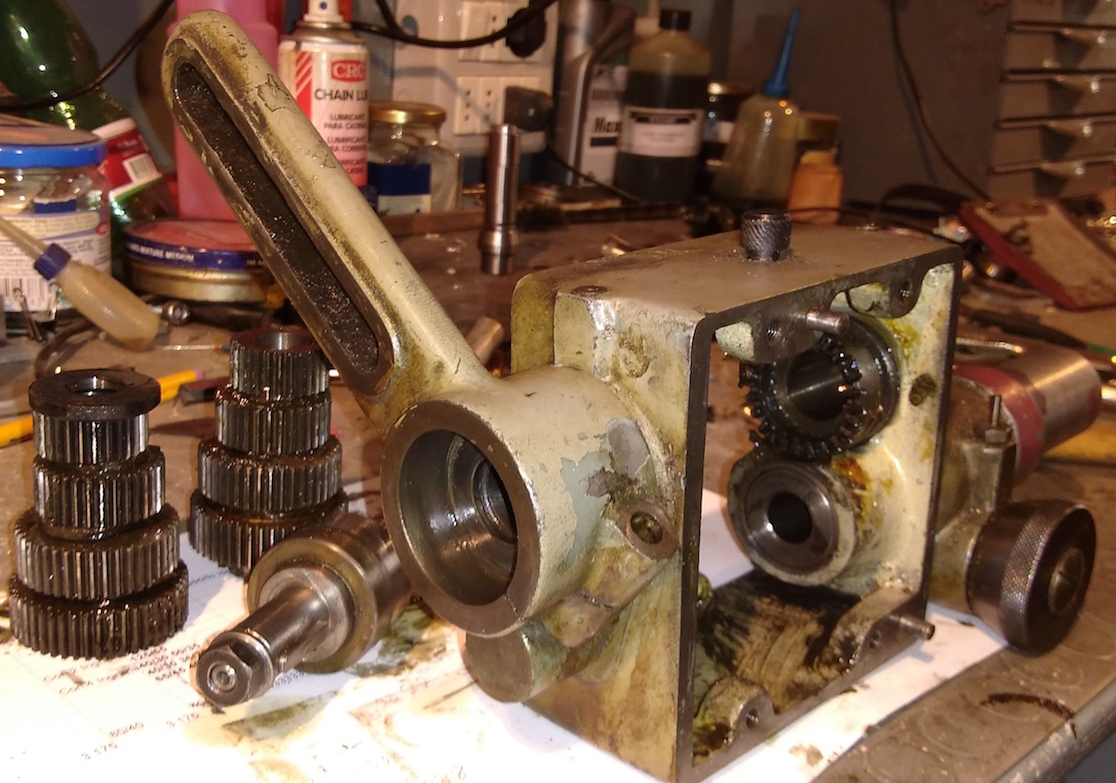
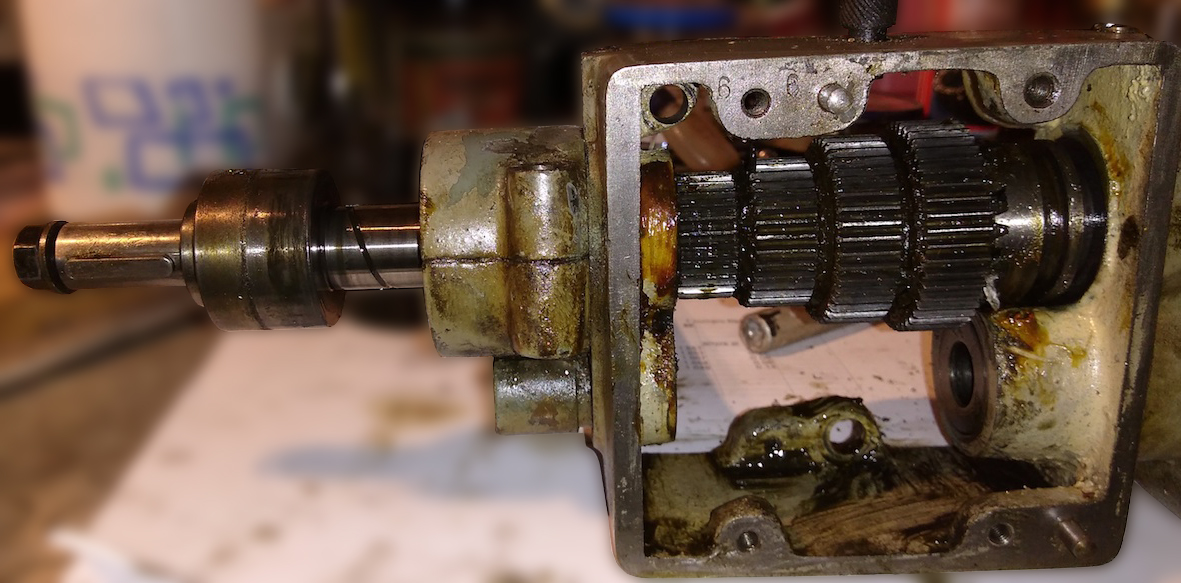
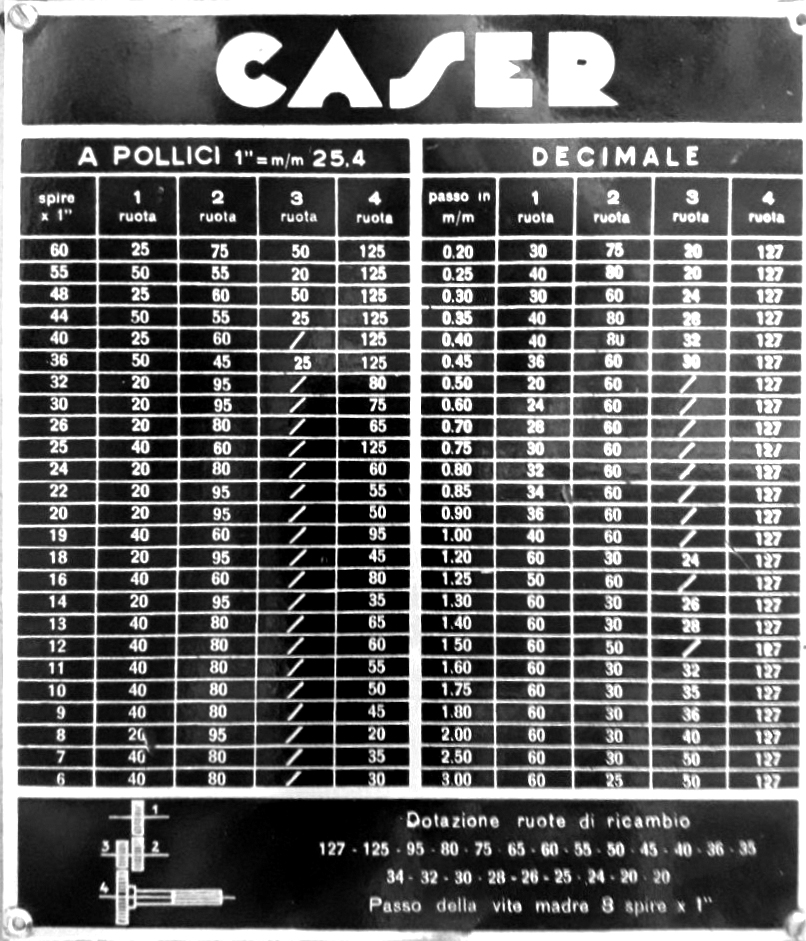
Screwcutting was by a set of 22 changewheels driving, via an externally-mounted tumble reverse, to a simple, single-lever, oil-bath lubricated gearbox that gave four changes of pitch and feed rate for every setting of the drive train. Power sliding and surfacing feeds were driven by a separate shaft, the ground-finish leadscrew being used only for screwcutting and able to be disengaged when not in use. As the Model 400 dates from the late 1940s, that may explain why the leadscrew, on an otherwise all-metric lathe, had 4 threads per inch and not the metric equivalent - the writer has discovered the same situation on lathes made in other metric countries from the same and earlier decades. Of course, the screwcutting chart showed that both inch and metric pitches could be cut by using the appropriate transposing changewheels.
Selection of sliding or surfacing feeds was by 3-position quadrant lever with engagement - apparently directly without the benefit of a clutch - by a pull-in-and-out knob.
Able to be set-over for the turning of slit tapers, the tailstock carried a ground and hones No.2 Morse taper spindle and was clamped to the bed by a quick-action lever working through an eccentric clamp.
In addition to the stand, equipment supplied with each lathe included a full set of 22 changewheels, 3-jaw chuck, fixed and travelling steadies (lunette), faceplate, a triangular, clamp-type toolpost to hold a single tool, a double-clamp type drive dog (in Italian a disc menabride) and the necessary spanners.
If any reader can add to the Caser story, or own a Caser lathe, the writer would be interested to hear from you..