 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Established in the late 1930s, and for a long time based at 543 North Mechanic Street, Jackson, Michigan, Index are still manufacturing "all-American" milling machines but trading today as Wells-Index from 701 West Clay Avenue, Muskegon, MI 49440-1064. Phone 231-759-0950. Their web site is at: wellsindex.com and parts and service are available for all machines with the "Index" or "Wells-Index" name made since 1940 - with most items ready for dispatch "off the shelf".
At one time there must have been a tie up, or possible buy-out, of another Michigan milling machine company, Blank and Buxton, with the latter's 40-H miller appearing in the Index catalogues as the Type 40.
Typical of the Company's products during the last half of the 20th Century the miller immediately below, the Model 60 Horizontal, is shown in the form as manufactured during the 1960s. A heavily-built machine it was fitted as standard with eight instantly-reversible power feeds to both the longitudinal and traverse table movements; the table was 9-inches wide, and either 40 or 46-inches long ,with 26 and 32 inches of longitudinal travel respectively. Traverse movements were either 10 or 12 inches, depending upon the specification of the knee. The table feed screws were ground-finished and fitted with 4-inch diameter, bevelled-face micrometer dials engraved with a direct-reading scale to show travel intervals of 0.001".
Manufactured from heat-treated, ground alloy steel with a 40 International Standard taper, the main spindle ran in pre-loaded, high-precision ball bearings with a duplex race against the nose and a single at the rear; the makers claimed that no adjustment was necessary for the life of the bearings. Eight spindle speeds were provided ranging from a low of 50 to a high of 1000 rpm; the enclosed, oil-bath speeds gearbox was built into the main column immediately below the spindle and contained heat-treated, alloy steel gears with splined shafts running on ball bearings; changes were made by three levers on the left-hand side face of the column. A 2 hp 3-phase motor mounted in the machine's base provided power for both spindle and coolant pump; a separate motor drove the table power feeds.
Of the modern, dovetail-way type the overarm was carried an arbor-support bracket with a special temperature-resistant alloy bearing lubricated from an oil reservoir within the casting. A one-shot, centralised lubrication system was available as an extra.
The machine stood 61 inches high, weighed 2200 lbs and required a floor space of 80 or 90 inches left to right and 48 inches front to back.
Continued below:
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Index Model 60 Horizontal miller fitted, in this instance, with a rapid longitudinal-traverse unit.
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Table rapid longitudinal-traverse unit.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Table power feed controls
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Main-drive motor and, in the background, belt drive to the coolant pump.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Index Model 645 Turret Vertical Milling Machine
Designed to offer just a little more in capacity than any contemporary machine of the same weight the Index Model 645 found favour with many engineering shops who might otherwise have chosen the splendid, ubiquitous but more expensive Bridgeport.
Two table lengths were available of 40 and 46 inches with travels of, respectively, 26 and 32 inches; the table cross travel was 10" and the vertical a useful 18". The table and knee ways were all hand-scraped and spotted - and fitted with tapered gib strips; the table was not fitted with power feed as standard, but an optional longitudinal-feed-only kit was available (for factory fitting) which provided 8 feeds of 0.75, 1.125, 1.75, 2.375, 3.625, 4.75, 7.25 and 9.5 inches per minute - special rates to the customer's specification could be supplied to order. Happily, the length of the of table's movements was, unlike that on some competitor's machines, unaffected by the fitting of the power-feed kit. The table feed screws were all of 5 t.p.i, finish-ground and fitted with decently-proportioned, angle-faced, 5-inch diameter micrometer dials.
Able to be "nodded" forwards and backwards (across the table) through 45 degrees from its central point the "Universal" head could also be rotated through a complete circle on the end of the ram. The quill, with 5 inches of travel, had a hand-lever operated quick feed, a wheel-operated fine feed and a power up-and-down feed - which worked at three rates of 0.0015", 0.003" and 0.006" per revolution of the spindle; to prevent accidents the head feeds could be tripped out by a micrometer-adjustable stop when moving in either direction. The six-spline spindle (with a choice of either an R8 taper or #9 B & S taper) was made from hardened and ground nickel steel and driven by a broached and heat-treated driver. It ran in super-precision, pre-loaded ball-bearings which were sealed at the factory and guaranteed to give 12-months service without attention. The standard motor was a 1 hp 3-phase ball-bearing unit which drove the spindle though dynamically balanced V belt pulleys and gave 9 speeds of: 80, 145, 300, 395, 475, 650, 1020, 1300, and 2700 rpm.
Machined at both ends so that two heads could be mounted at once the ram had to be moved through its generous 25.5 inches of travel by hand.
A wide range of extras was available amongst which the most important were: chrome-plated ways; a centralised lubrication unit (which supplied the table, saddle and knee ways and dovetails and both the table and saddle screw nuts); an optical measuring system; a choice of raiser blocks in 4-inch and 6-inch increments to lift the height of the turret head and increase the standard 19.5 inches of clearance between the spindle nose and table; a slotting head to mount on the rear of the ram, and both ordinary power feed and rapid feeds to the table.
The miller stood 78 inches tall and required a floor space of 72 inches front to back and 80 or 90 inches left to right depending upon the table length; the shipping weight was around 2100 lbs.
Continued below:
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
INDEX Model 555 Vertical
Designed to be an especially rigid machine the Model 555 vertical was equally at home with ordinary milling tasks as well as drilling and accurate jig boring. Other than the arrangement of the vertical head, the basic specification was not dissimilar to that of the Model 654 Turret vertical miller; the same two table lengths were available of 40 and 46 inches with travels of, respectively, 26 and 32 inches; the table cross travel was a little extra at 12" and the vertical the same at 18". The table and knee ways were all hand scraped and spotted - and fitted with tapered gib strips; the table was not fitted with power feed as standard (although it is hard to imagine anyone ordering it without) but offered on both longitudinal and traverse feeds as an extra; it is possible that the traverse feed might have been introduced only later in the model's production run. 8 longitudinal feeds were available of 0.75, 1.125, 1.75, 2.375, 3.625, 4.75, 7.25 and 9.5 inches per minute - special rates of feed could be supplied to order. Happily, the length of the of table's movements was, unlike that of some competitor's machines, unaffected by the fitting of the power-feed kit. The table feed screws were all of 5 tpi, finish-ground and fitted with decently-proportioned, angle-faced, 5-inch diameter micrometer dials.
Mounted on a circular flange the vertical head and its overhung drive system was supported at the back by a bracket held at a point in line with the head's axis of rotation; because the top of the main column was rounded, the entire head and its drive could be rotated through 90 degrees in either direction. The six-spline spindle (with a choice of either an R8 taper or #9 B & S taper) was made from hardened and ground nickel steel and driven by a broached and heat-treated driver. It ran in super-precision, pre-loaded ball-bearings which were sealed at the factory and guaranteed to give 12-months service without attention. The 3.125-inch diameter quill, with 5 inches of travel, had a hand-lever operated quick feed, a wheel-operated fine feed and a power up-and-down feed - which worked at three rates of 0.0015", 0.003" and 0.006" per revolution of the spindle; to prevent accidents the head feeds could be tripped out by a micrometer-adjustable stop when moving in either direction. The drive included a combined brake and spindle lock - designed to ease the changing of cutters and nose-mounted collet holders. The usual motor fitted was a 2-speed, 2 hp 3-phase ball-bearing unit which drove the spindle though dynamically balanced cast-iron V belt pulleys to give 12 speeds of: 80, 120, 160, 200, 240, 400, 490, 735, 980, 1220, 1465 and 2450 rpm.
A wide range of extras and options was available amongst which the most important were: chrome-plated ways; a centralised lubrication unit (which supplied the table, saddle and knee ways and dovetails and both the table and saddle screw nuts); an optical measuring system and both ordinary and rapid feeds to the table.
The miller was 56 inches tall and required a floor space of 82 inches front to back and 86 or 98 inches left to right depending upon the table length; the shipping weight was around 2100 lbs.
Continued below:
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
INDEX Model 555 Vertical
The six-spline spindle (with a choice of either an R8 taper or #9 B & S taper) was made from hardened and ground nickel steel and driven by a broached and heat-treated driver. It ran in super-precision, pre-loaded ball-bearings which were sealed at the factory and guaranteed to give 12-months service without attention. The 3.125-inch diameter quill, with 5 inches of travel, had a hand-lever operated quick feed, a wheel-operated fine feed and a power up-and-down feed - which worked at three rates of 0.0015", 0.003" and 0.006" per revolution of the spindle; to prevent accidents the head feeds could be tripped out by a micrometer-adjustable stop when moving in either direction..
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Table power-feed unit with longitudinal or
longitudinal and traverse actions.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
INDEX Model 55 Vertical
On this early model the head power-feed arrangement was fully exposed - a 3-step flat-belt pulley, concentric with the main spindle, drove a matching pulley contained within a housing fastened to the side of the main-drive belt guard; from there the drive was transmitted downwards though a universally-joined shaft to a worm and wheel arrangement within the head.
Forerunner of the 555 the Model 55 vertical was, whilst of similar specification, different in almost every detail. Two table lengths were available of 32 and 38 inches with travels of, respectively, 26 and 32 inches; the table cross travel was 9" and the vertical 17". The table was fitted with power longitudinal feed as standard, the drive motor being mounted on the back of the main column and with 8 rates of: 0.75, 1.125, 1.75, 2.375, 3.625, 4.75, 7.25 and 9.5 inches per minute. All the table feed screws were all finish-ground, 5 t.p.i Acme form and fitted with large-diameter micrometer dials of the traditional Index angle-face type. The hand operation of the longitudinal feed was by a single wheel on the left of the table - not an arrangement likely to have endeared the machine to professional users.
Mounted on a circular flange, the vertical head had its overhung drive system supported at the back by a bracket supported at a point in line with the head's axis of rotation; because the top of the main column was rounded, the entire head and its drive could be rotated through 90 degrees in either direction. The six-spline spindle (with a choice of either an R8 taper or #9 B & S taper) was made from hardened and ground nickel steel and driven by a broached and heat-treated driver. It ran in super-precision, pre-loaded ball-bearings which were sealed at the factory and guaranteed to give 12-months service without attention. The 3.125-inch diameter quill, with 5.25 inches of travel, had a hand-lever operated quick feed, a wheel-operated fine feed and a power up-and-down feed - which worked at three rates of 0.001", 0.002" and 0.005" per revolution of the spindle; to prevent accidents the head feeds could be tripped out by a micrometer-adjustable stop when moving in either direction. On this early model the head power-feed arrangement was fully exposed - a 3-step flat-belt pulley, concentric with the main spindle, drove a matching pulley contained within a housing fastened to the side of the main-drive belt guard; from there the drive was transmitted downwards though a universally-joined shaft to a worm and wheel arrangement within the head.
A 2-speed, 1 hp 3-phase motor drove the spindle through dynamically balanced cast-iron V-belt pulleys to give 12 speeds of: 80, 120, 160, 240, 288, 432, 500, 750, 1000, 1500, 1800 and 2700 rpm. Index offered to engineer and fit special speed ranges to suit a customer's particular requirements
Near the end of production a number of changes were introduced (that were to appear on the subsequent Model 555) amongst them being a repositioning of the table-feed motor and gearbox from the main column to the knee (and in incorporation of "rapids") and a change from old-fashioned balanced handwheels on the table to 7-inch diameter, full-circle handwheels.
The miller was 75 inches tall and required a floor space of 48 inches front to back and 80 or 92 inches left to right depending upon the table length; the shipping weight was around 2000 lbs..
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
Index Model 55 Vertical Miller
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Index Model Super 55 Serial number is 55-6747. The example has a 46"x 9" table with 33 inches of longitudinal travel, 9 inches across and 9 inches vertically. The vertical head swivels 90 degrees right and left from central with spindle speeds ranging from 120 to 2700 r.p.m. Power downfeed is fitted with rates of: 0.001", 0.0025" and 0.005" per revolution of the spindle.
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
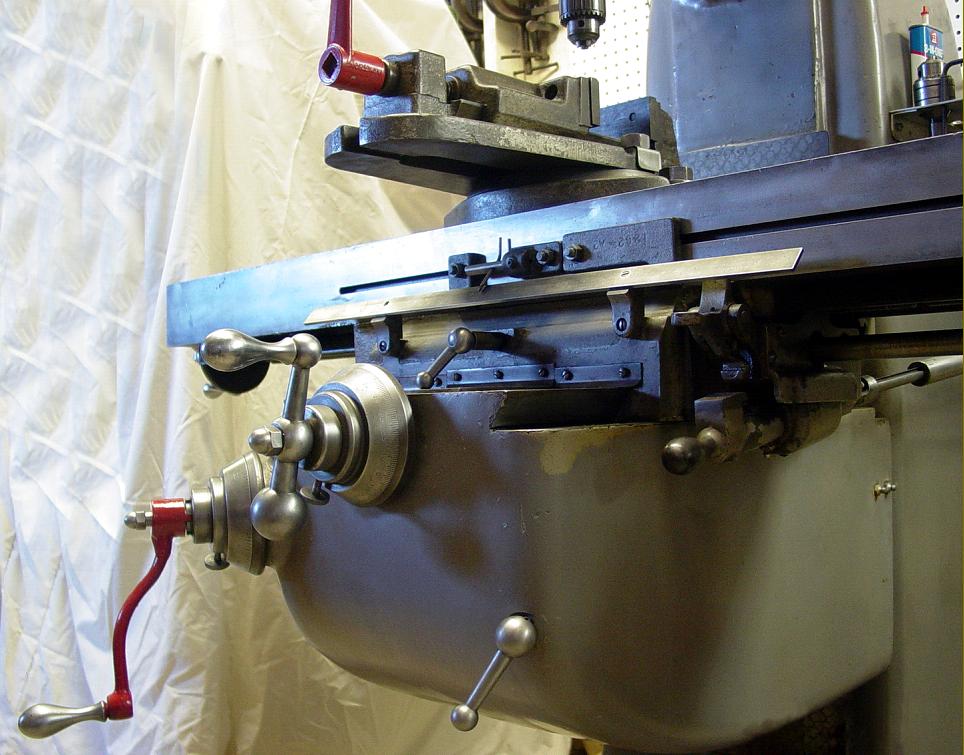
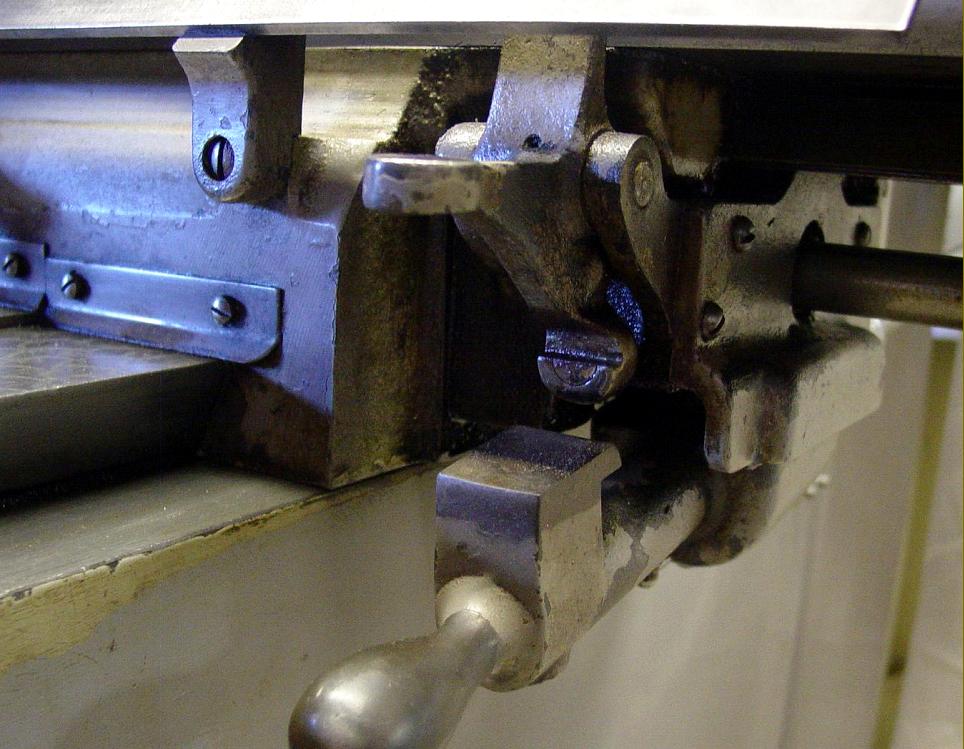
Table-feed gearbox for the (X) longitudinal feed axis
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
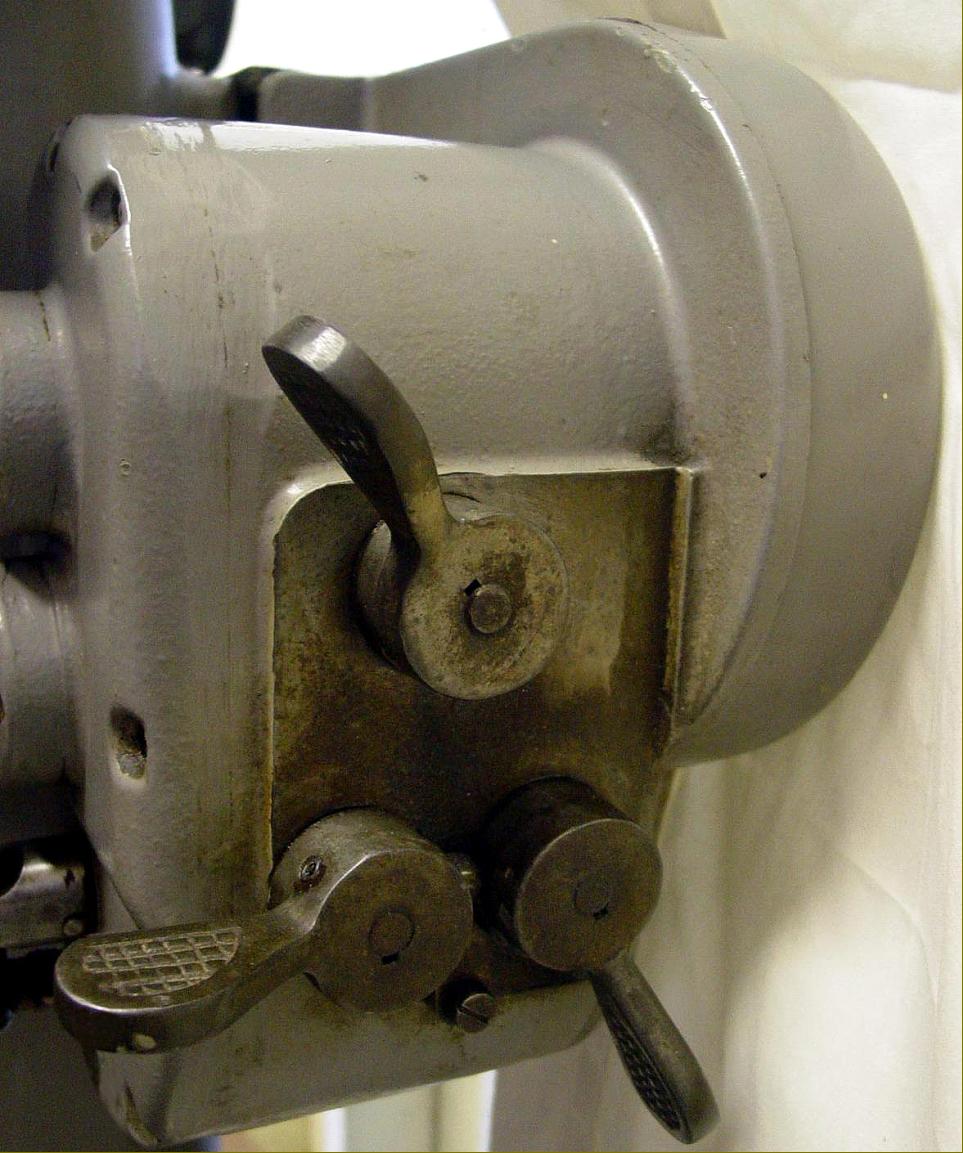
Table feed-control levers for the X-axis
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Table feed engagement lever
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
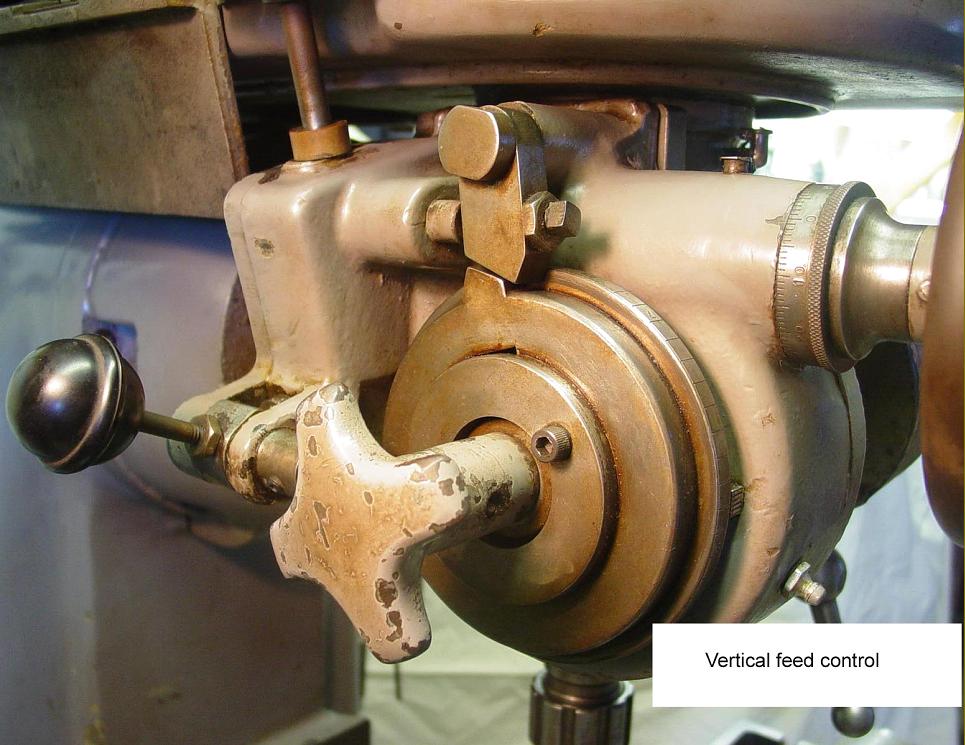
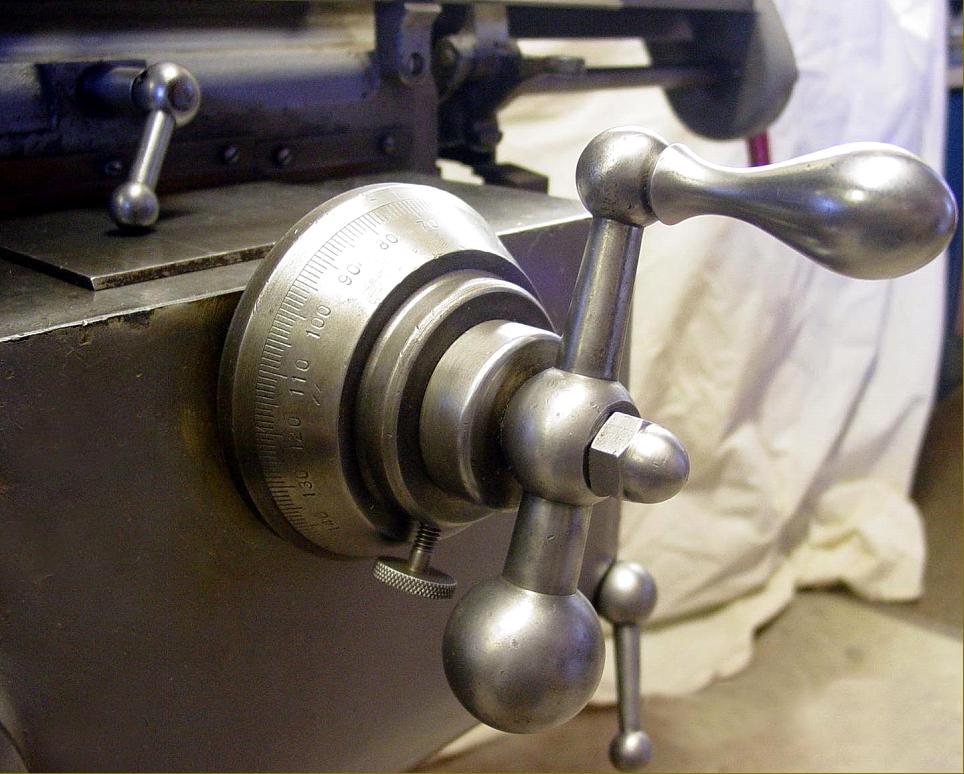
The vertical feed was equipped with an automatic disengage, the release point of which could be set against a large graduated dial
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
Feed-screw micrometer dials were of a good size, sharply engraved and finished in a non-glare satin-chrome
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Large, easily-gripped micrometer dial locking screw
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
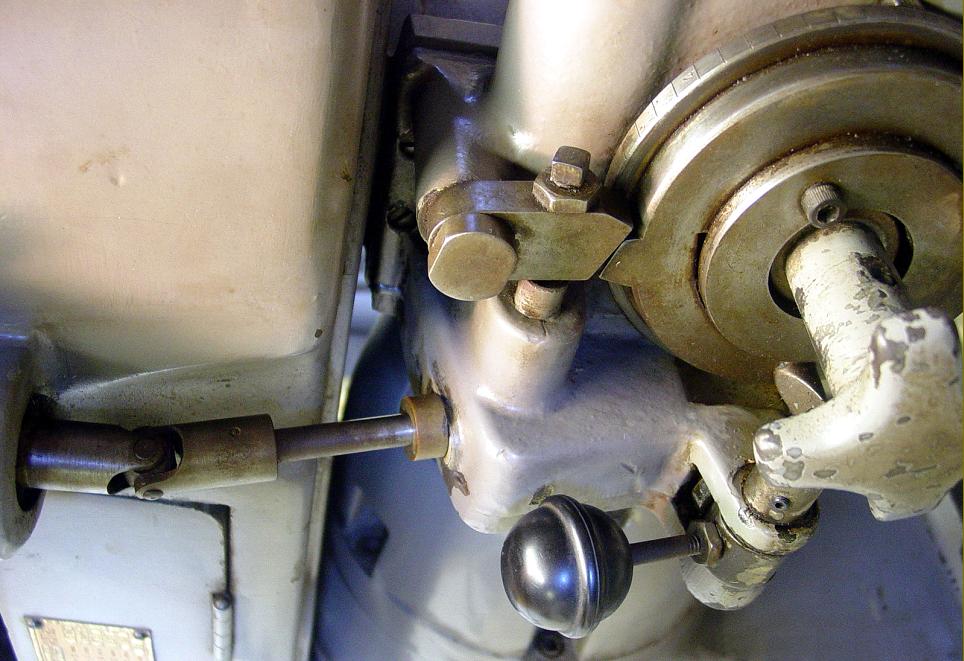
Head drive system--the intermediate pulley
|
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|