|
|
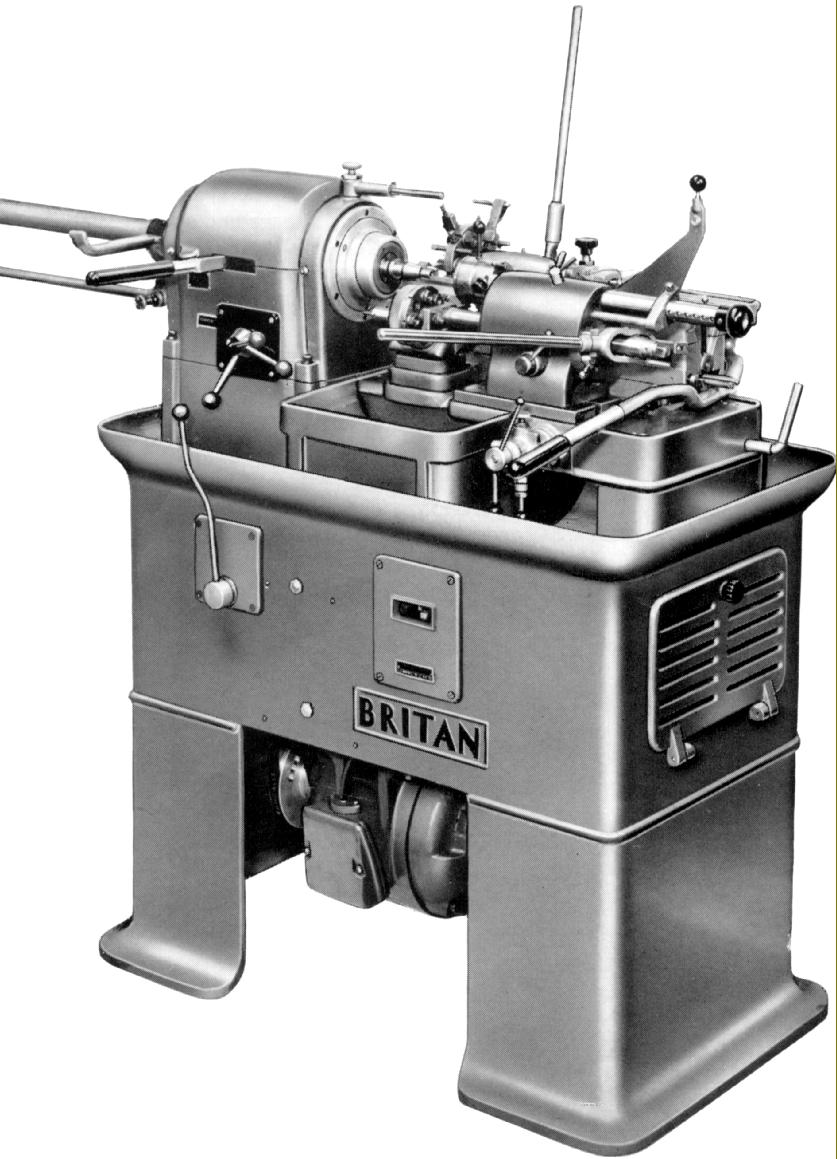
First manufactured during the 1940s - in Gloucester Street, Cambridge, England - even today Britan repetition capstan lathes remains in widespread use and are still highly regarded for their compact dimensions, accuracy and ability to produce small parts at low cost. More adaptable than a conventional capstan lathe, but less expensive than a full "Auto", its design was, in many ways, similar to that of pre-WW2 German repetition "revolver" lathes as made by Pittler; it also appears to have incorporated ideas from the American "Smallpeice Multi-cut" of the 1930s and 1940s. Like all lathes, the Britan consisted of a bed, headstock, tool-slide rest and a tailstock - but with each ingeniously adapted to a specialist function and beautifully-made. However, one aspect of the design was both simple and highly effective - the cutting edge of each tool rested against a hardened and ground support held in a massive bracket bolted to the bed - an idea also used in years past on some Boley production models. This arrangement not only enabled unusually heavy cuts to be taken, but also increased accuracy by virtually eliminating tool flex and reducing tool wear--so maintaining accuracy over longer periods. Setting-up was not, however, a quick and easy task; there was a wide range of adjustments possible and some experimentation with trial cuts - using accurately ground tools precisely set - was often necessary to get the best results.
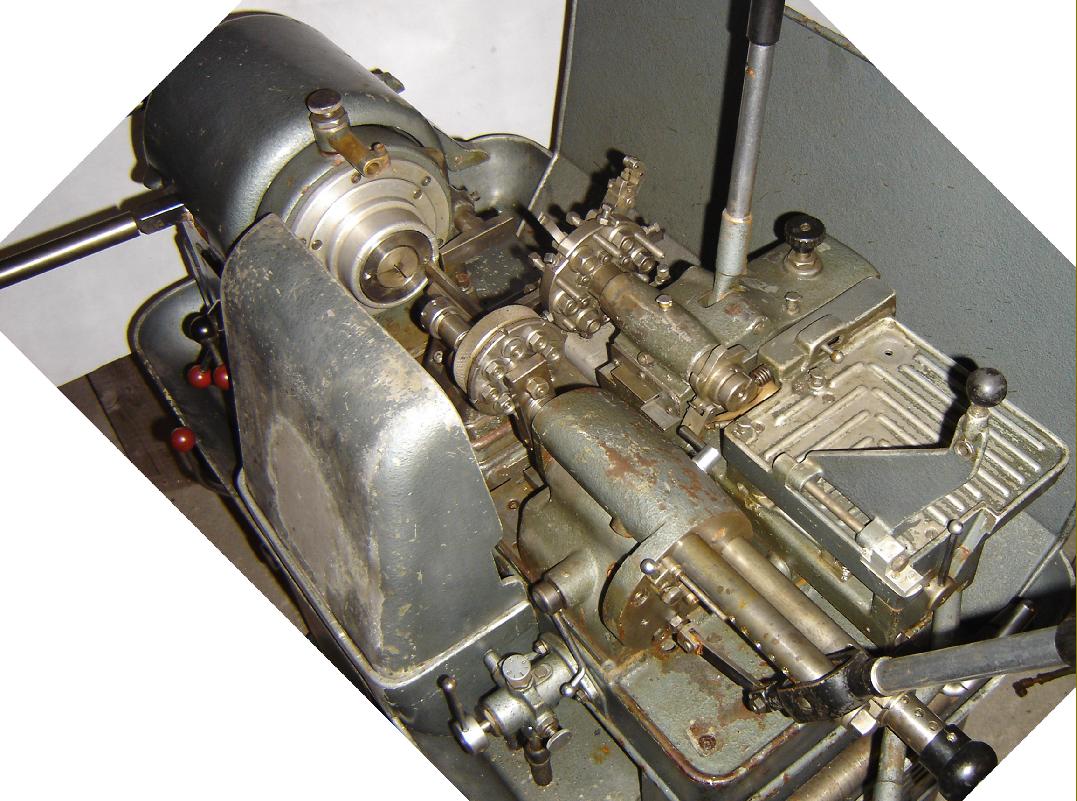
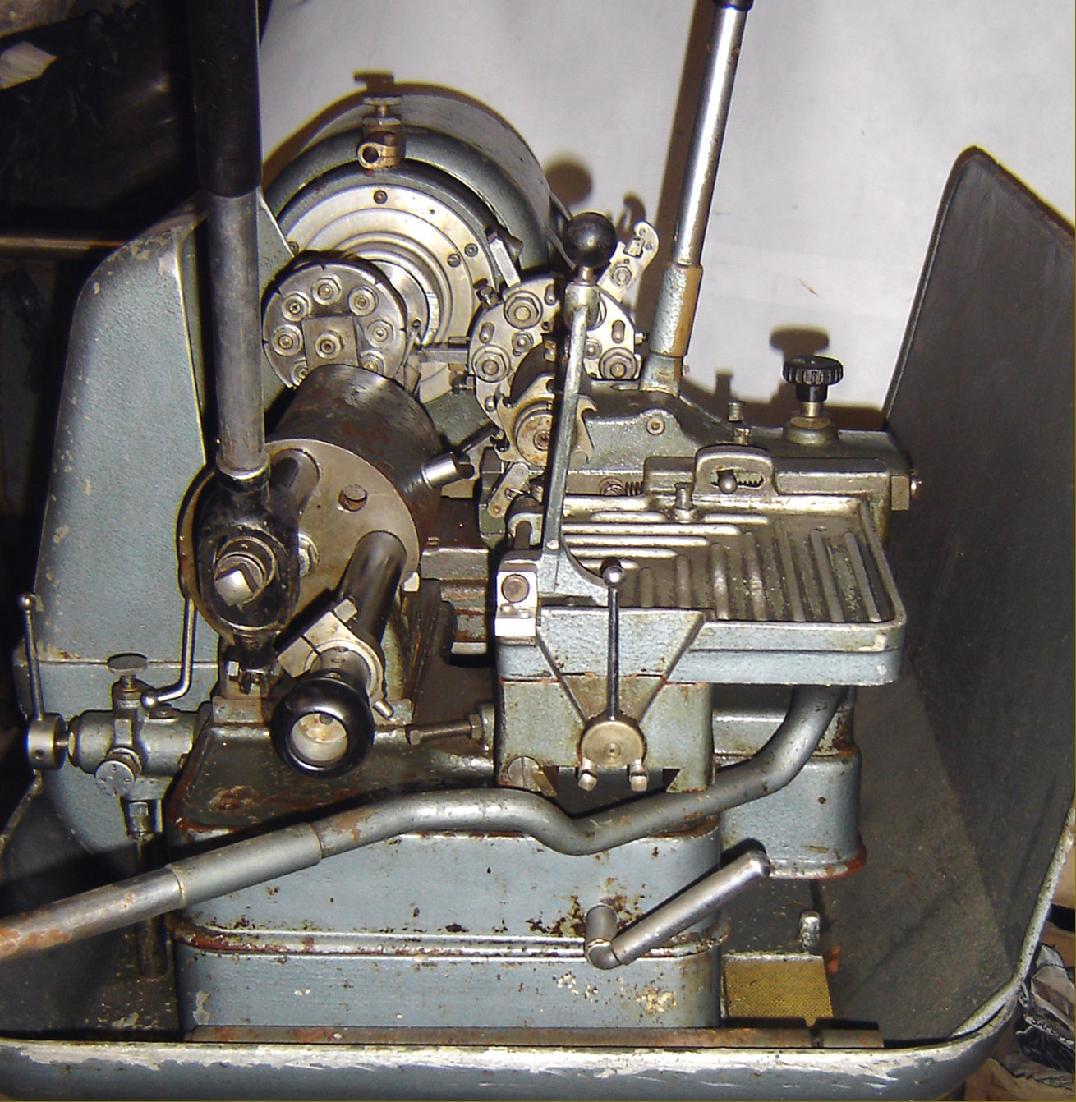
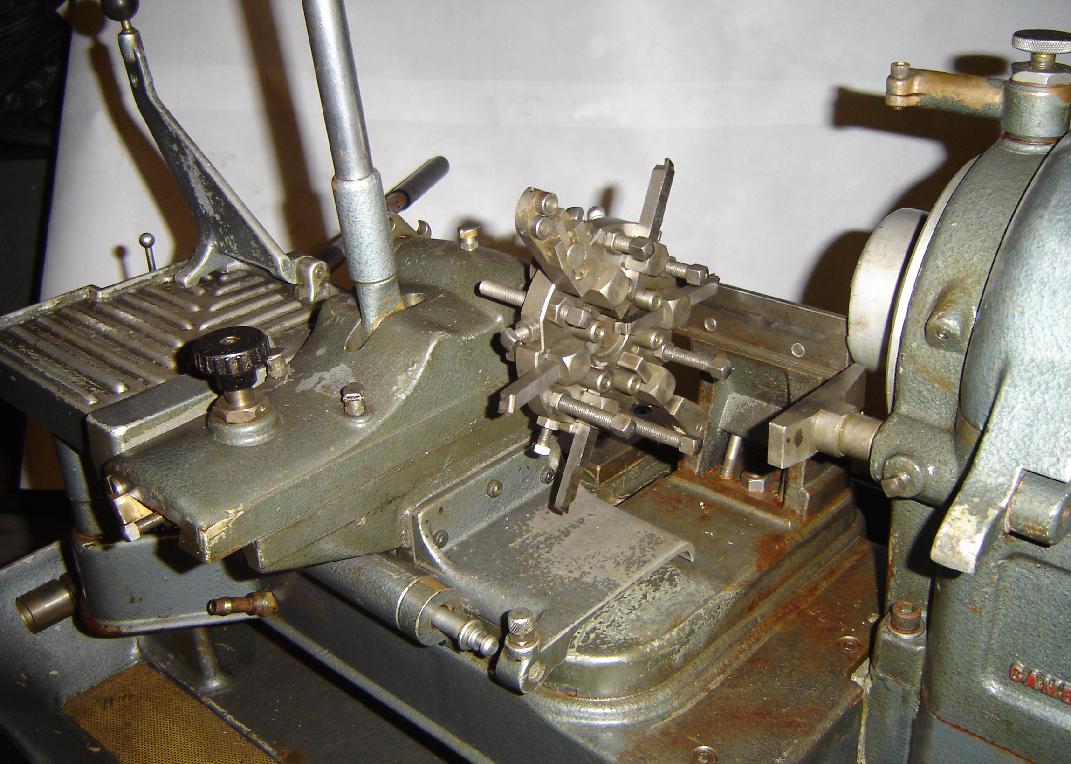
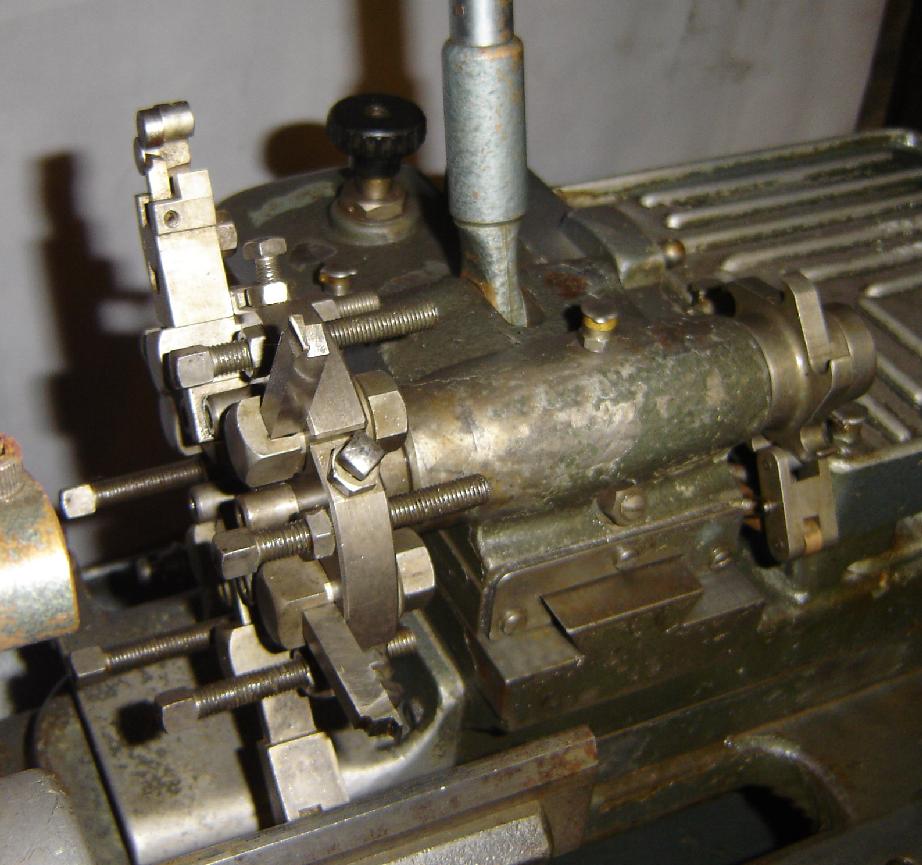
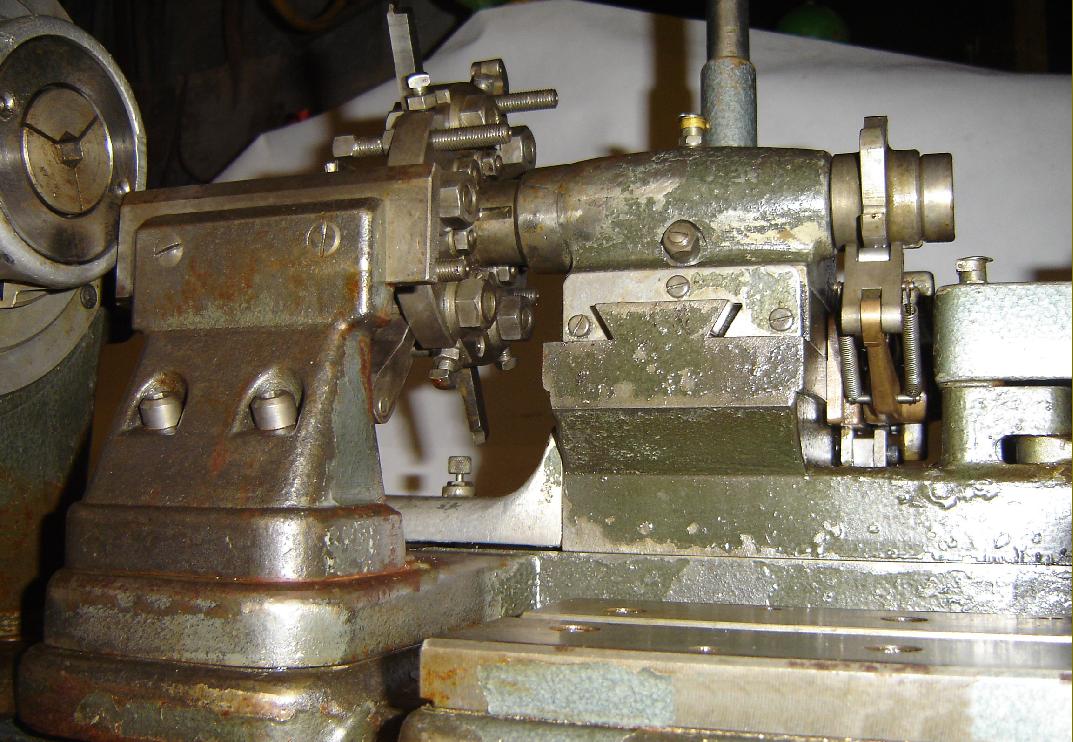
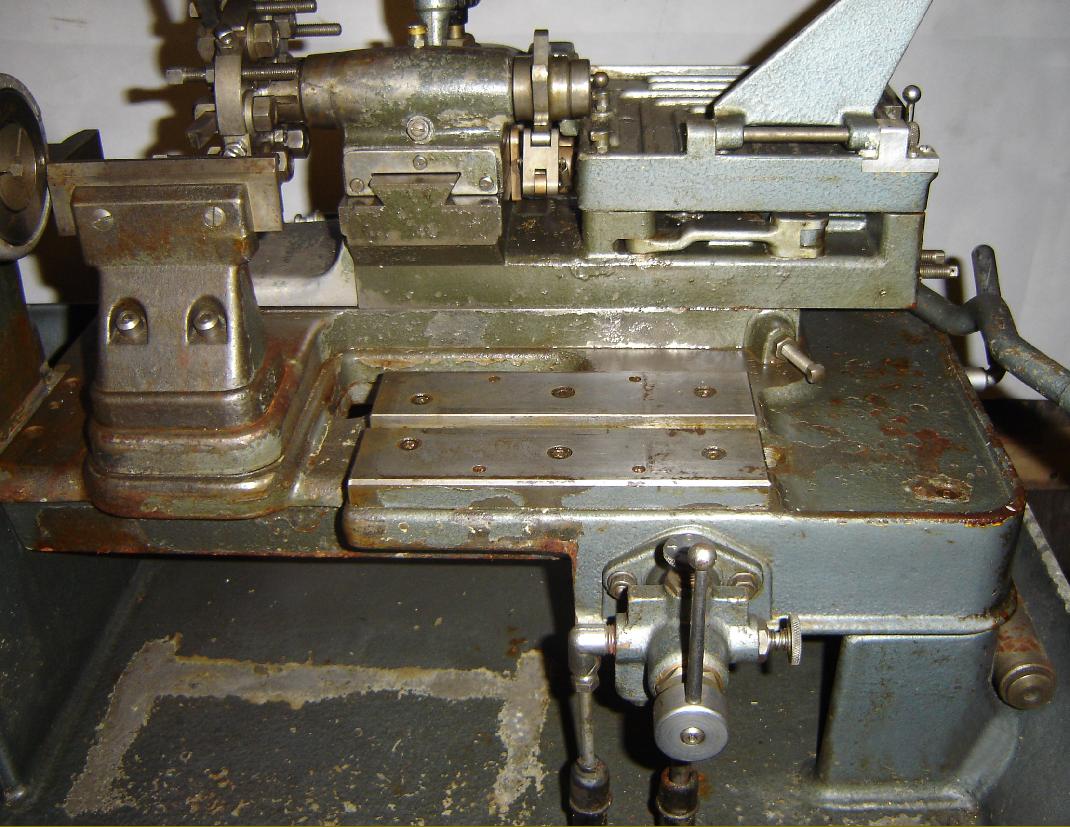
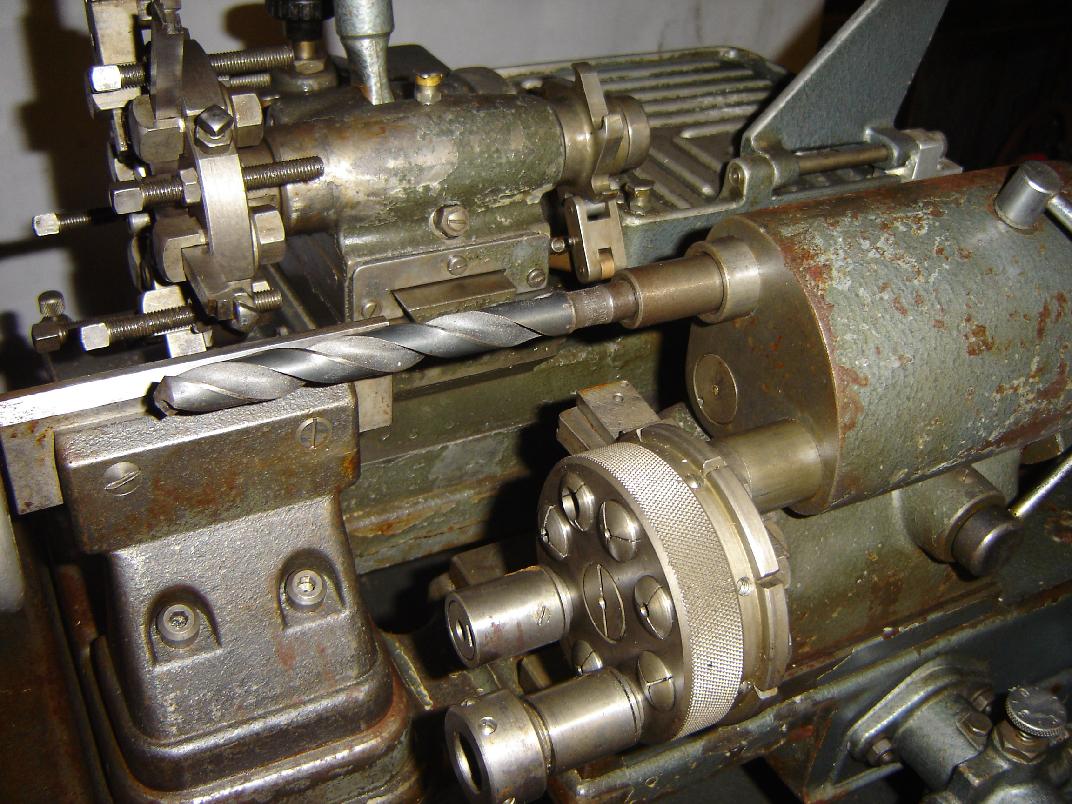
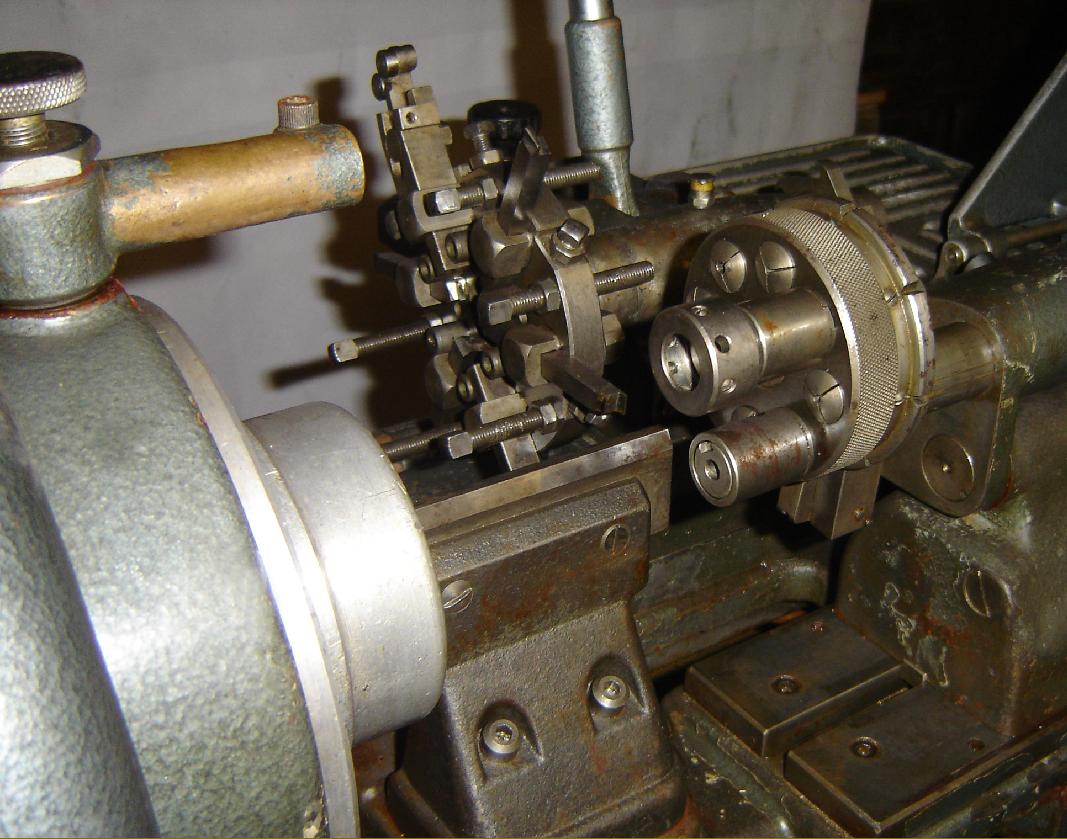
Instead of a conventional, deep-section bed, the main body of the machine was formed from a heavy cast-iron plate on which sat, towards the rear, a lever-operated swivelling compound slide rest holding a 6-tool indexing turret assembly. At the front, a very heavy "tailstock", with two lever-operated spindles - each able to be swung quickly into position - was bolted into a longitudinal T-slot that allowed some degree of left-to-right adjustment. The spindles, their operating levers and various clamps were all adjustable and could be set so that lost movements were reduced to a minimum - and so tooling employed as efficiently as possible. An important part of the Britan system was the ability to employ two tools simultaneously - commonly, this would have involved turning from the rear-mounted turret with drilling or threading taken care of by employing the tailstock. Unfortunately, there was one small complication: when using two tools at once, as the spindle normally revolved "backwards", only "left-handed" tooling could be used in the front turret. However, as the motor would run in both directions through the full speed range, ordinary drills and taps could be employed on the front toolpost - but only if, after using the rear set, the lathe was stopped and then run forwards.
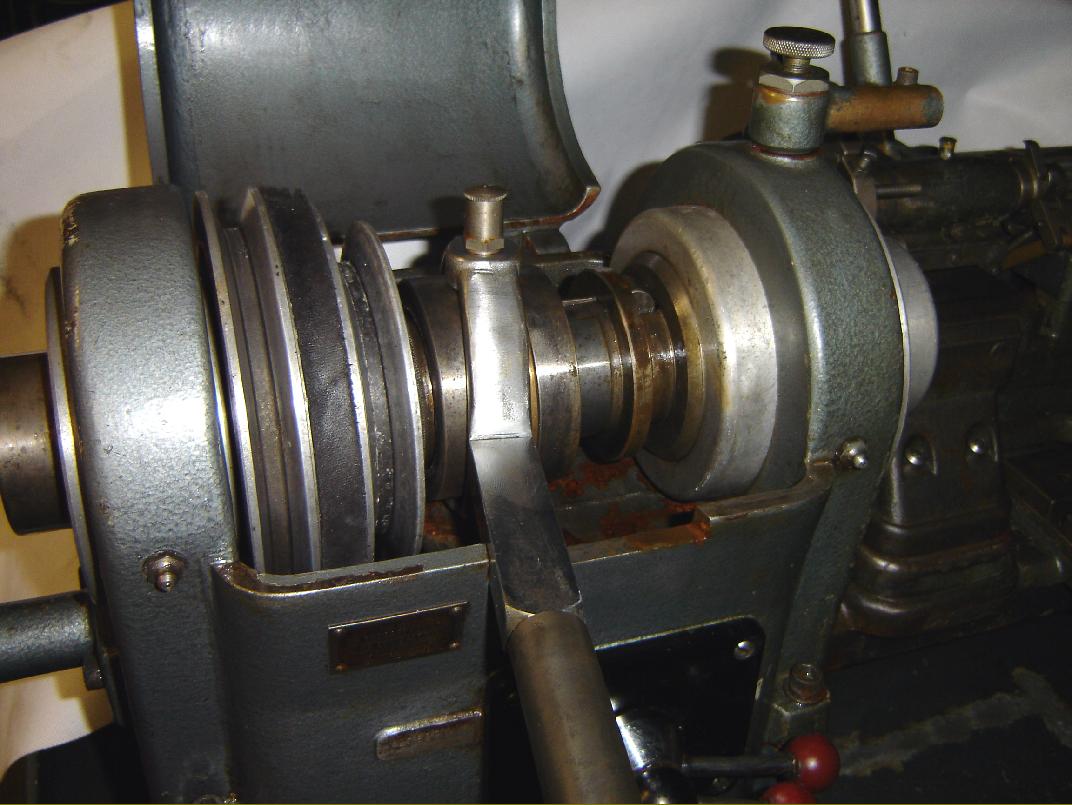
Heavily constructed and containing a spindle running in large-diameter, precision ball and roller bearings, the headstock was available with collet capacities of 0.75" (19 mm) and 1.25" (32 mm). While most other small capstan lathes had their collet-closer mechanism mounted on the end of the headstock spindle, Britan cleverly positioned theirs between the bearings - so saving space and bringing the operating lever closer to the turner's normal working position. The collets used were the usual dead-length type that needed no end movement to close.
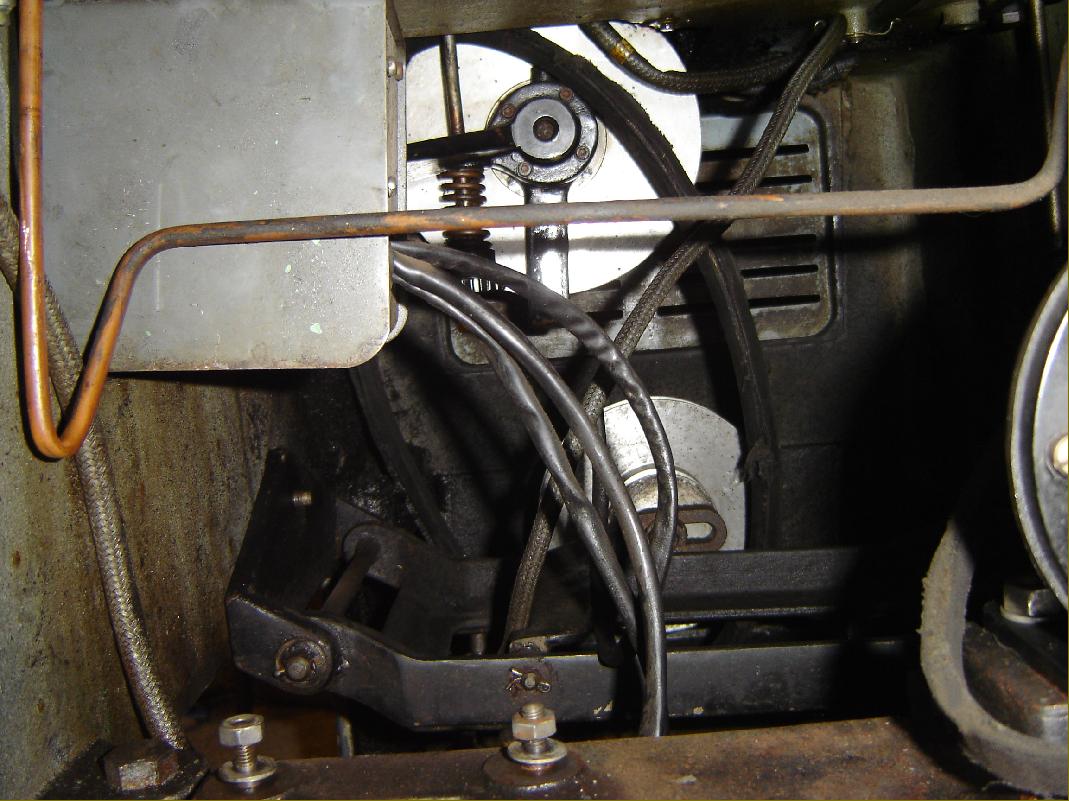
Although precise spindle speeds varied slightly over the years, in general the smaller model had eight that ran from 237 to 4144 r.p.m while the larger was given twelve - and could be ordered as either a high-speed version, with 110 to 3530 r.p.m., or a slow-speed model with a range from 69 to 2470 r.p.m. In later years, the high-speed 12-speed drive was to become standard - the makers claiming that the machine could work continuously on top speed without harm. Power came from a large-frame, stand-mounted, 2-speed reversing 3-phase motor - with switchgear built conveniently into the face of the headstock - and drive throughout by V-belts. Depending upon the exact model, either three or four speeds could be set at the headstock and the high and low ranges from double-step pulleys within the cabinet. Some models - including the C Mk. 11a and E Mk. 1a - had a clutch incorporated between the high and low-speed pulleys that allowed an instant change of ratio by the movement of a single lever. Although all the drive systems were of simple design - and inherently reliable over many years of operation - problems can be caused if the three lower (rather inaccessible) belts are not replaced together with an exactly matched set (or, today, the NuT-link type). Besides the main motor, what the makers termed an "auxiliary unit" was also fitted; this consisted of a 1/3 h.p. 3-phase motor geared down to 300 r.p.m driving a compressor, coolant pump and hydraulic accumulator - all neatly mounted on a detachable housing within the stand. As a rather thoughtful touch, sufficient cable was provided so that the whole unit could be pulled out in one piece for servicing.
Britan also listed a number of useful accessories including a pneumatically-driven bar-feed assembly (handily run from a built-in compressor) a very wide range of tooling and collets and an 8-station tool turret to mount on the tailstock; with the latter unit in place, a total of 15 tools could be set up at once and hence many jobs finished at one insertion.
As a part-conversion to automatic operation, a hydraulically-operated, infinitely-variable power feed unit could be fitted to the longitudinal drive. The assembly consisted of a pump, driven from the auxiliary motor, a tank with filters, a 2-speed control valve block (within each speed range the rate of feed could be infinitely adjusted) and the necessary cylinders and pipework.
Using an extension to the longitudinal drive, the tailstock spindles could also be powered by the simple means of a swing-over arm, connected to the back slide, pushing against a peg on their ends. Unfortunately, the drive system relied on an aluminium casting that sat in brackets on an aluminium top plate; in service these components have proved something of a weak point, and will not tolerate abuse.
One very useful fitting - and rather parsimoniously not fitted as standard - was an auto-lock cross slide attachment. This was pre-set when engaging the power feed and, being independent of operator error, was claimed to give results as good as the repetitive precision of a proper "Auto" lathe such as the Index, Bechler or Petermann
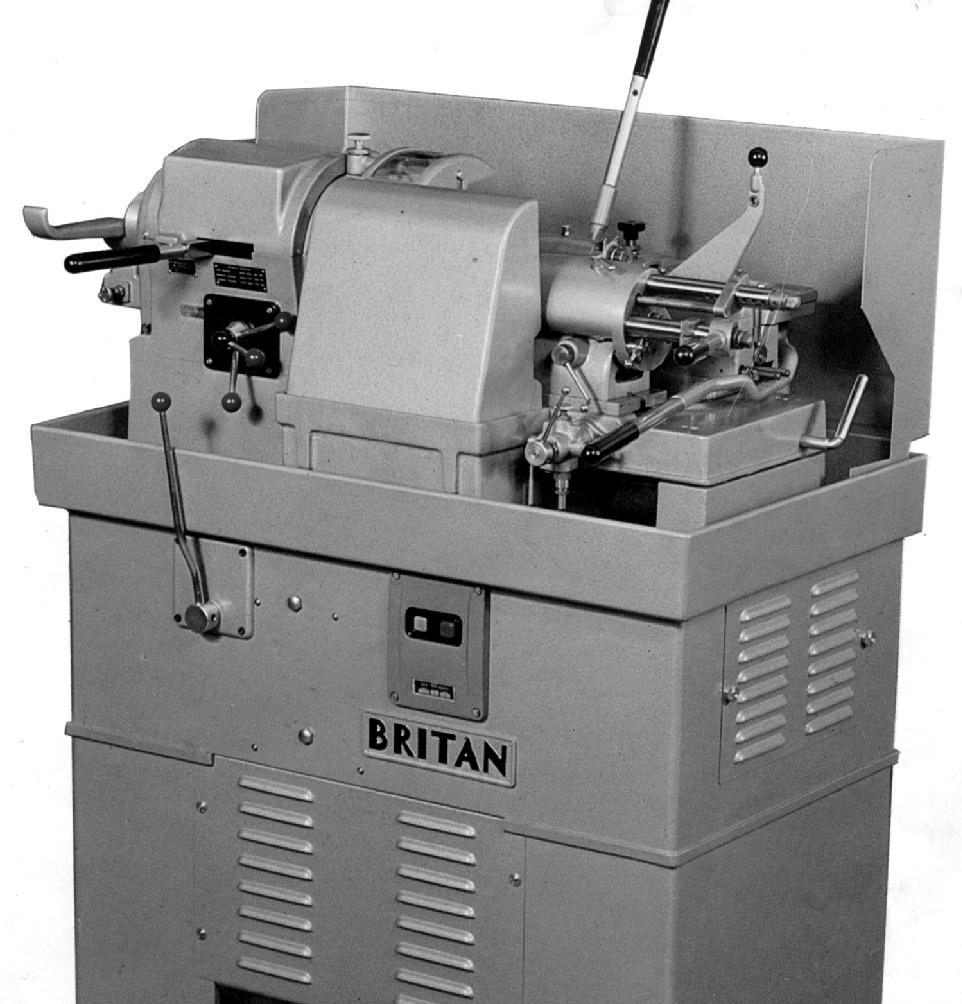
Until the early 1970s the appearance of the Britan, with its round styling, hardly changed but subsequent models were treated to revised main castings and stand - all with a more modern, angular look.
Supplied as standard with each new lathe were two tailstock shafts with lock bolts, a tailstock drill collet, two ordinary tailstock shaft limit collars and a third with a guide rod, one tailstock feed lever, two tailstock safety plugs and a set of spanners.
Scroll down to continue below:
|
|