|
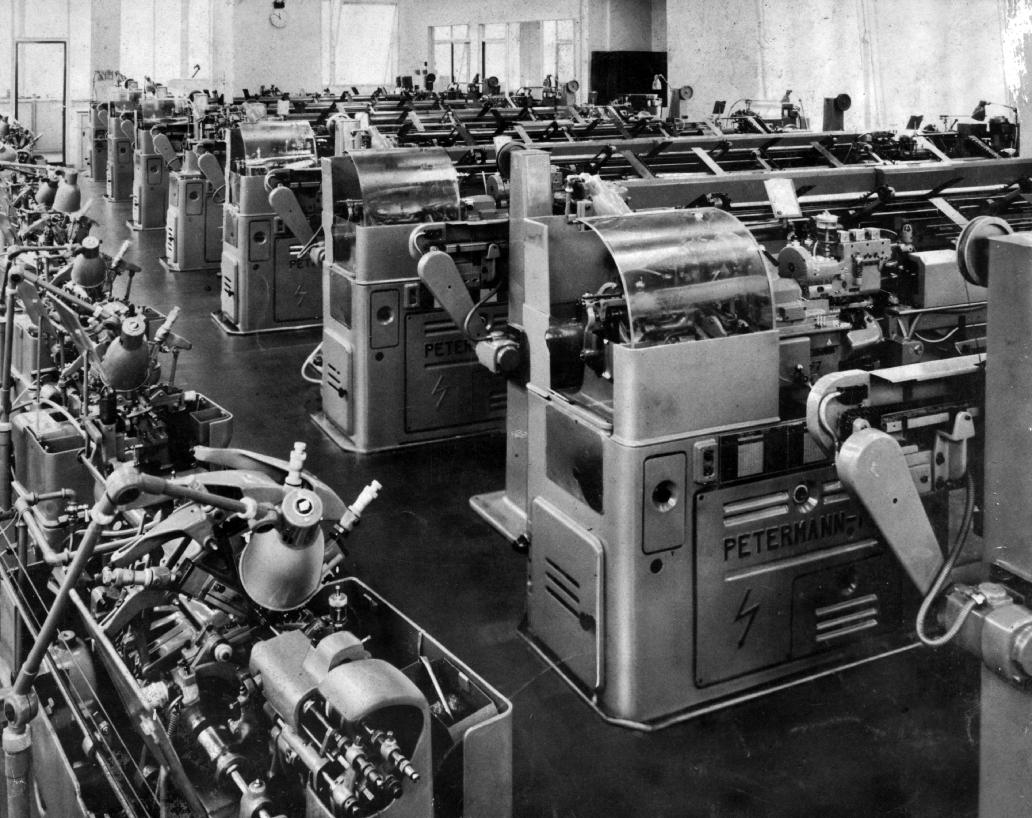
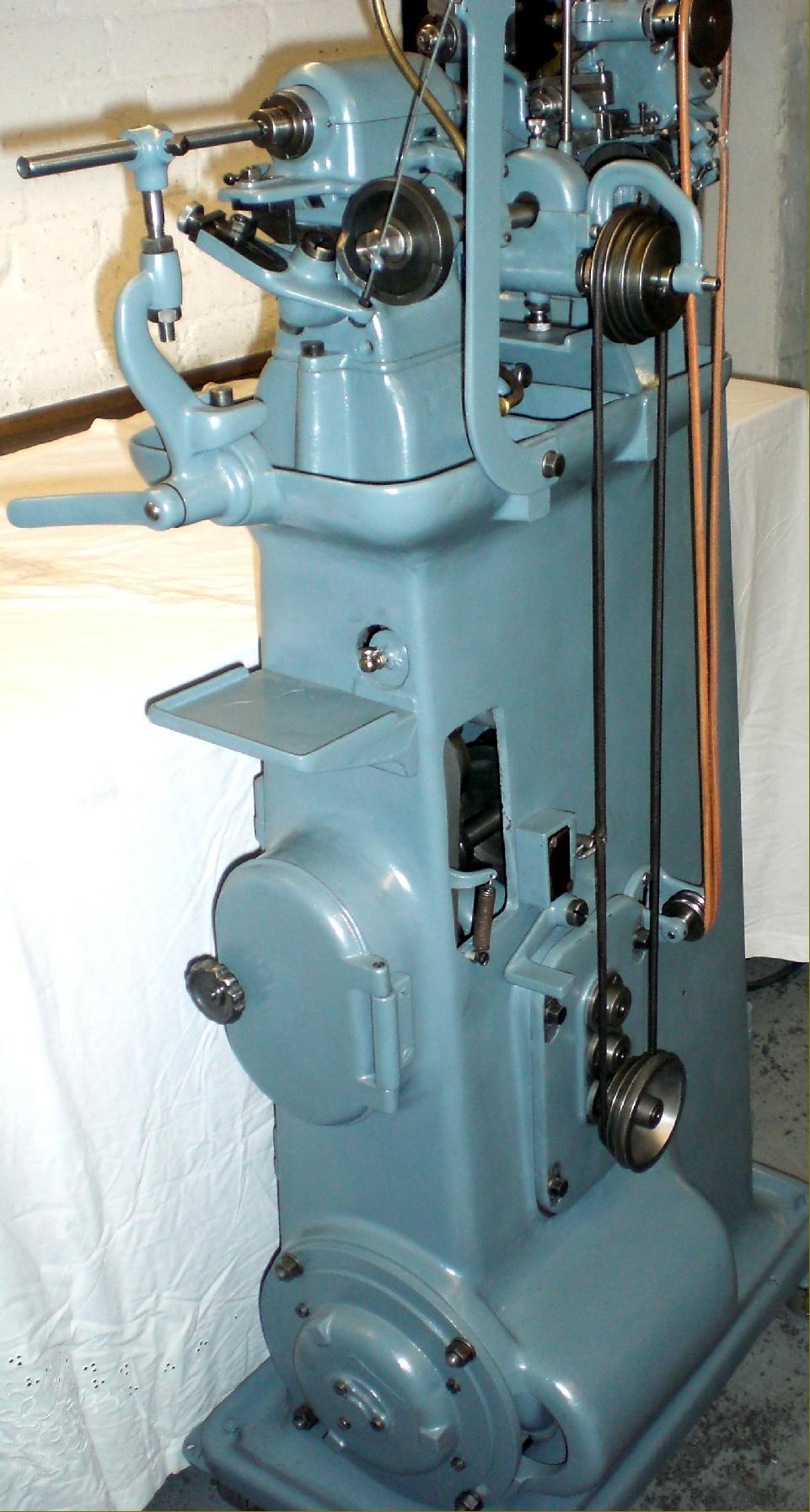
Swiss-made Petermann automatic lathes are a fine example of the Schweizer Landdrehautomat - or "Swiss-Auto" - a machine type conceived in Switzerland for the mass production of tiny watch parts. Unsurprisingly, the pioneers, such as A.Bechler and Tornos, were based in the little French-speaking town Moutier, an important centre of Swiss watch, clock and high-precision industry. However, contemporary lathes were also developed in Germany, by Strohm, Gauthier and Thiel, as well as in other European countries.
Originally of entirely mechanical operation, with (at first) not an electronic circuit in sight, the "Swiss Auto" lathes were originally employed on the turning of watch pinion shafts, axles and screws and parts for a variety of timing mechanisms, fuses, chronometers and precision mechanical instruments. Their versatility and adaptability - and a design able to be scaled up to handler larger jobs - ensured that they were adopted for all manner of production process for which normal capstan (screw-machine) types were unsuitable. Today, since small screwed and other tiny parts - connectors for electronic components for example - are in ever-increasing demand, the Swiss-Auto type sliding-head automatic has adapted well to computer and 3-axis control and the fitting of multi-tool heads. The Taiwanese and Japanese, in particular, have had great success in this specialist area. Watch the video.
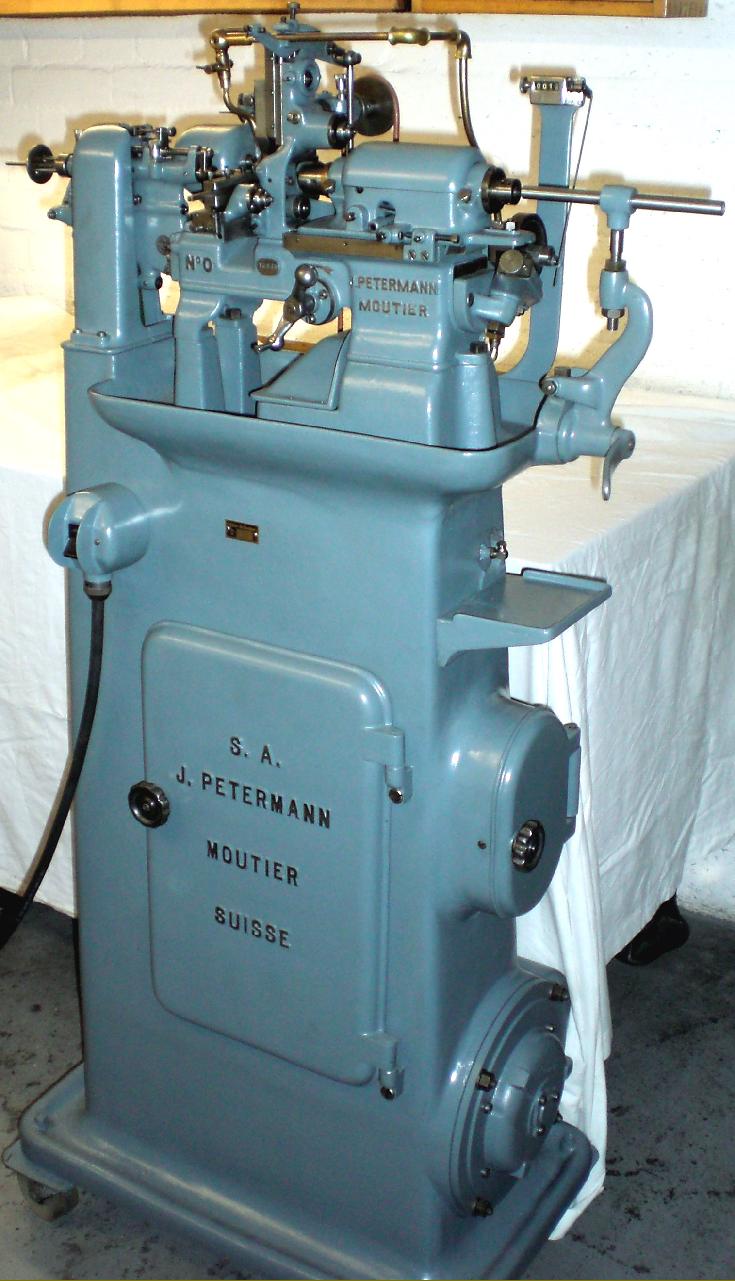
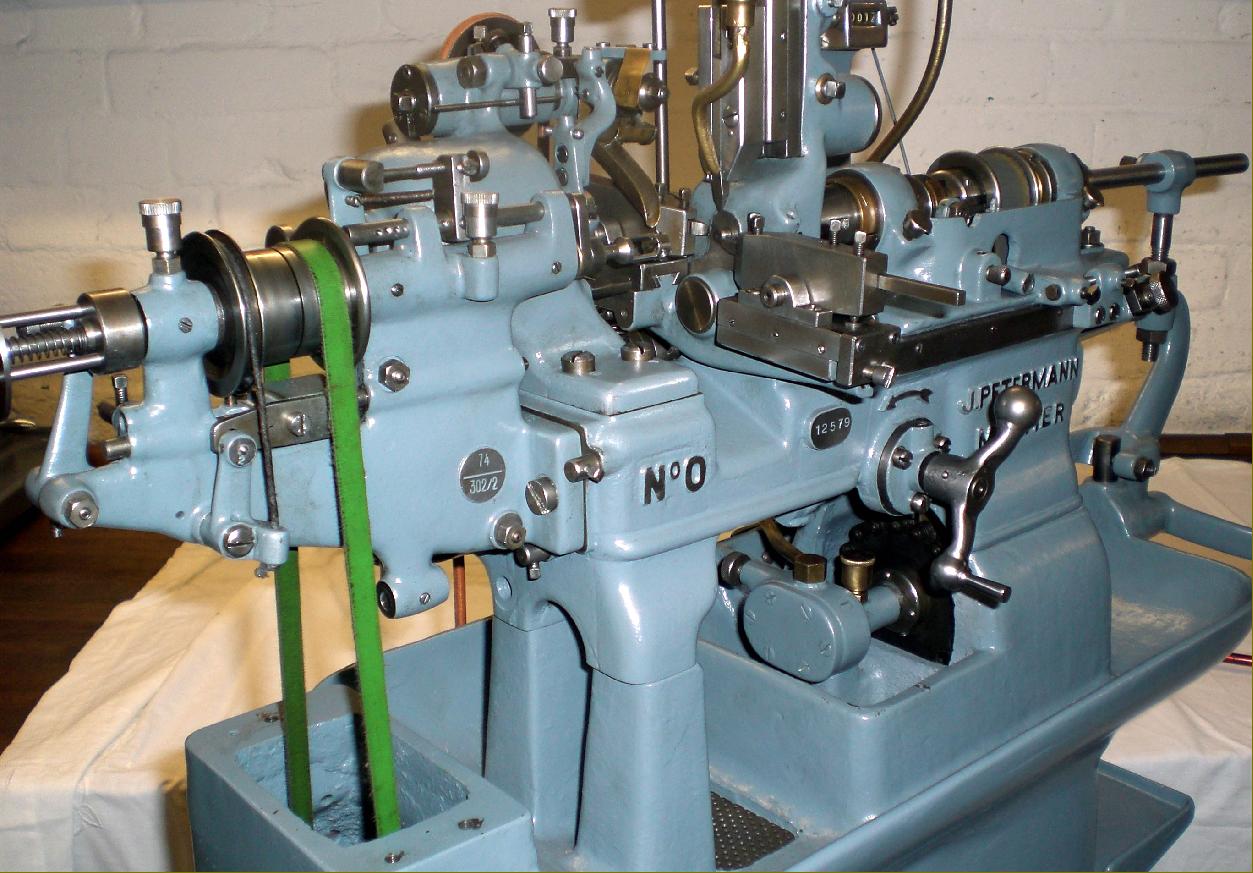
Beautifully constructed, the pre-WW2 No. 0 was the smallest-ever Petermann model and intended for material up to 4 mm (0.157") diameter in brass and 2.5 mm (0.098") in steel As their success increased, all makers brought out larger models - Petermann's early range included the P3, P4, P7, P10, P16 and P25 - with the largest machines able to handle rod up to 30 mm in diameter. There was never any doubt about which Petermann lathe was which for, cast to the body of each, was the maker's name and model designation (though some of their other products, such as miniature pinion cutters, were not so marked).
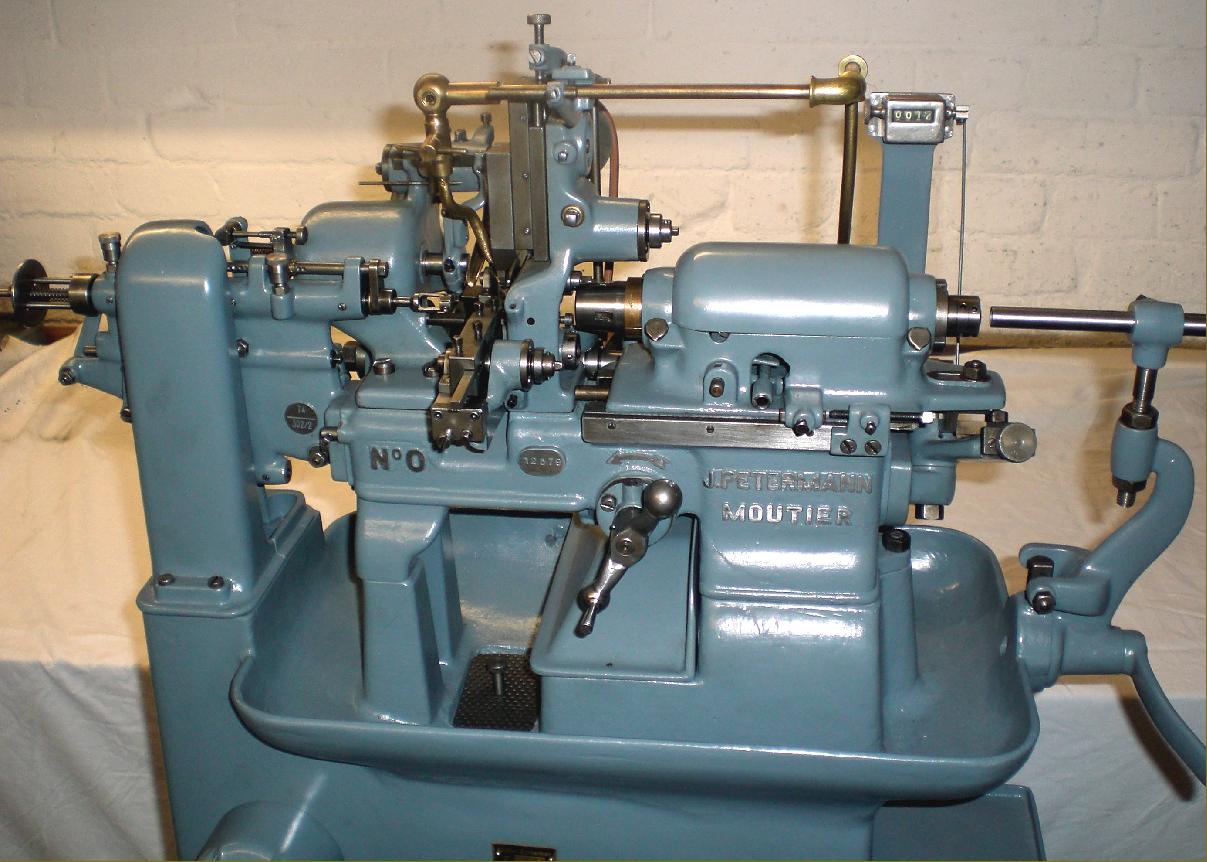
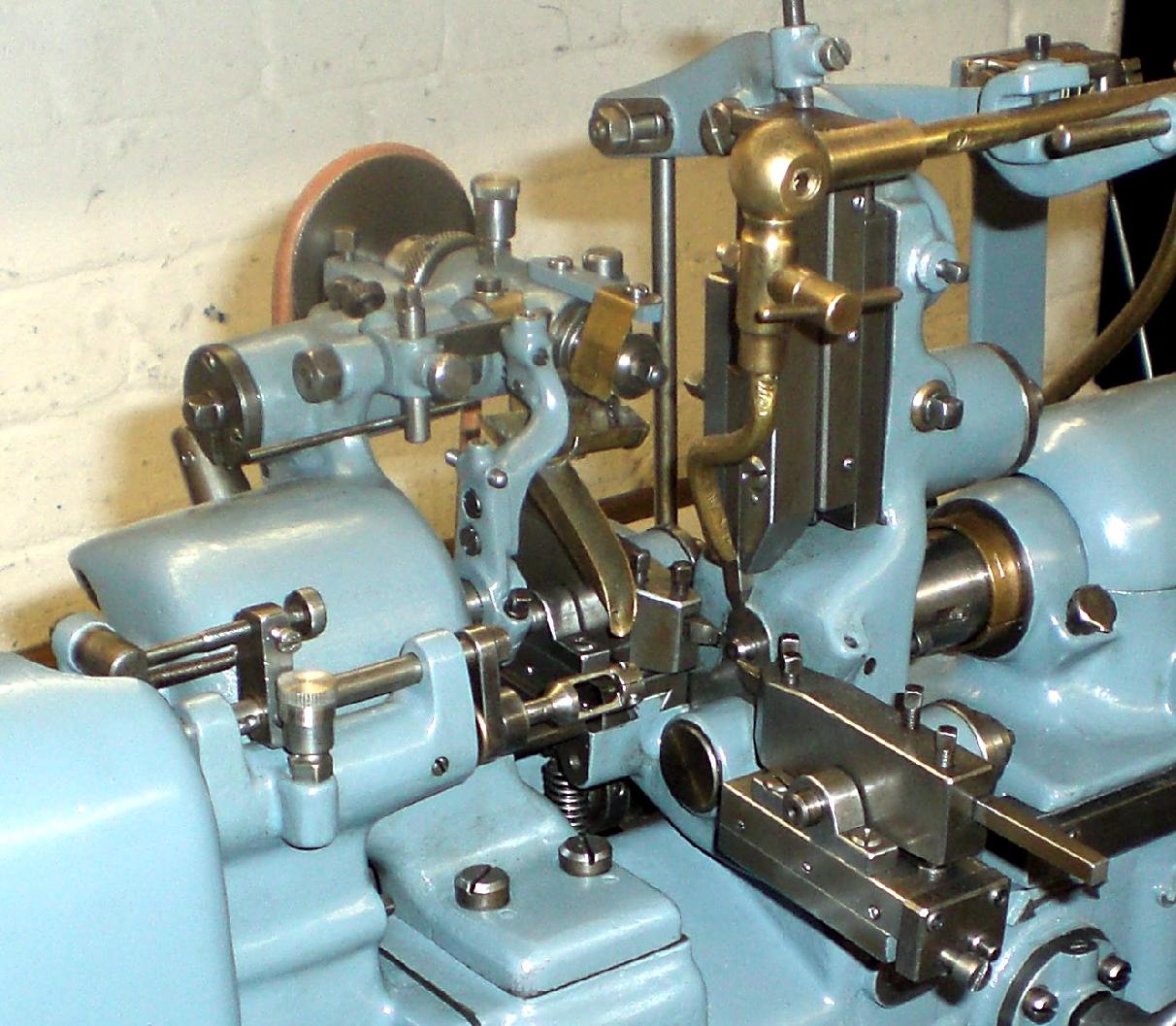
All original, mechanical Swiss-Autos were arranged along similar lines with, depending upon the model, up to six independent tool holders arranged radially on a cutter frame fixed in front of the (right-hand positioned) headstock nose. Each tool-holder was arranged to slide, its action triggered by a rocker arm connected (via a series of linkages) to a rotating cam. For round components only finely ground bar stock could be used, the job being either very short and so requiring no outboard support, or long enough to pass through one of several kinds of bushed steady that held the work both accurately and securely against deflection. The longitudinal feed was obtained by sliding the whole headstock along the bed, at various rates and timings, also under cam control. By combining headstock and tool movements, cam shapes, cam timing and with various types of cutting and forming tools (and by mounting accessories) the lathes could perform miracles of miniature production engineering. When producing tiny parts, an important point was the very precise adjustment of the cutting-tool holders - and in this the "setter" was, originally, the highly-paid king of the shop floor. In the early day the best results could only be obtained by long experience and trial-and-error-methods but, with the introduction of Petermann's "micro-differential" apparatus, where a micrometer was mounted on the end of each toolholder, the task became greatly simplified. The first setting took accuracy to within 0.01 mm of turned diameter and the second to within 0.001 mm (0.00004").
Headstock
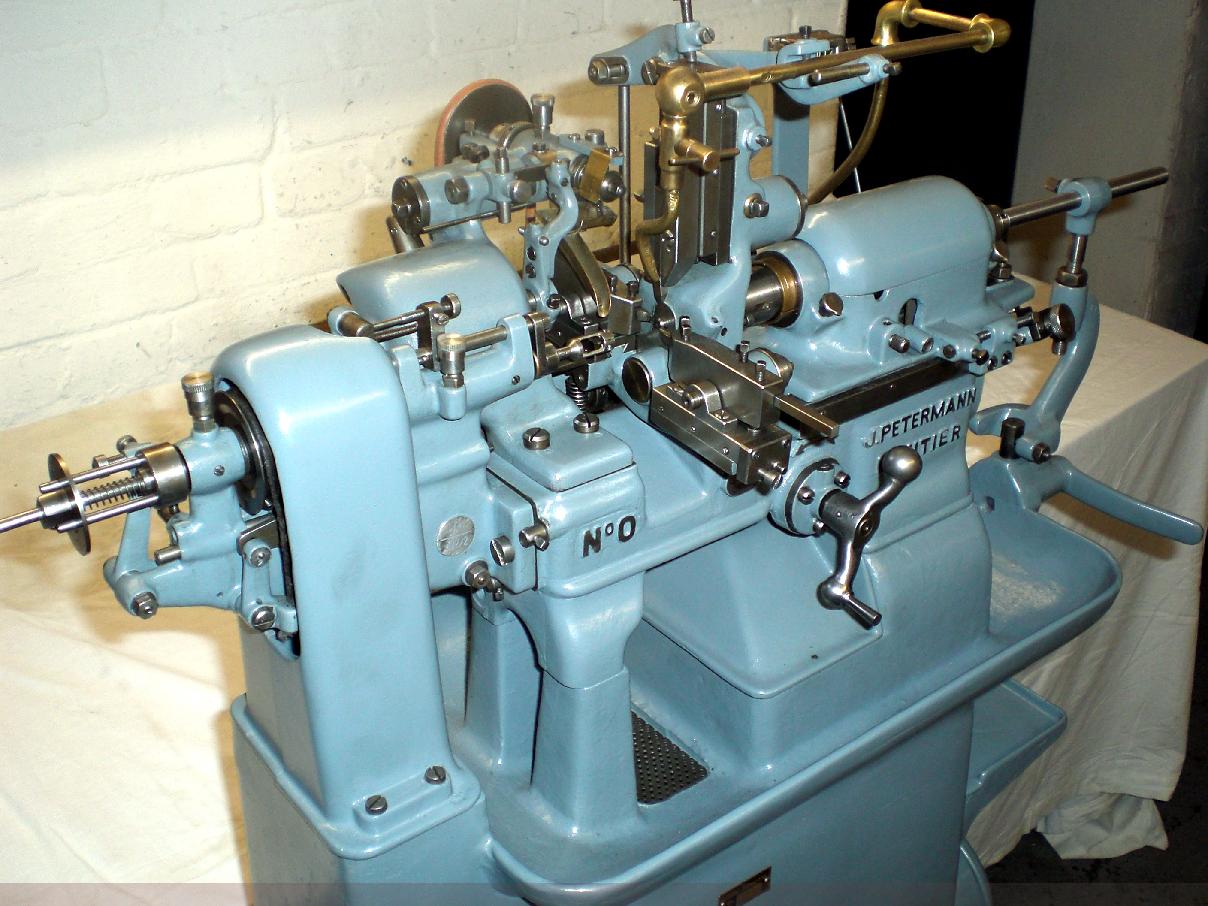
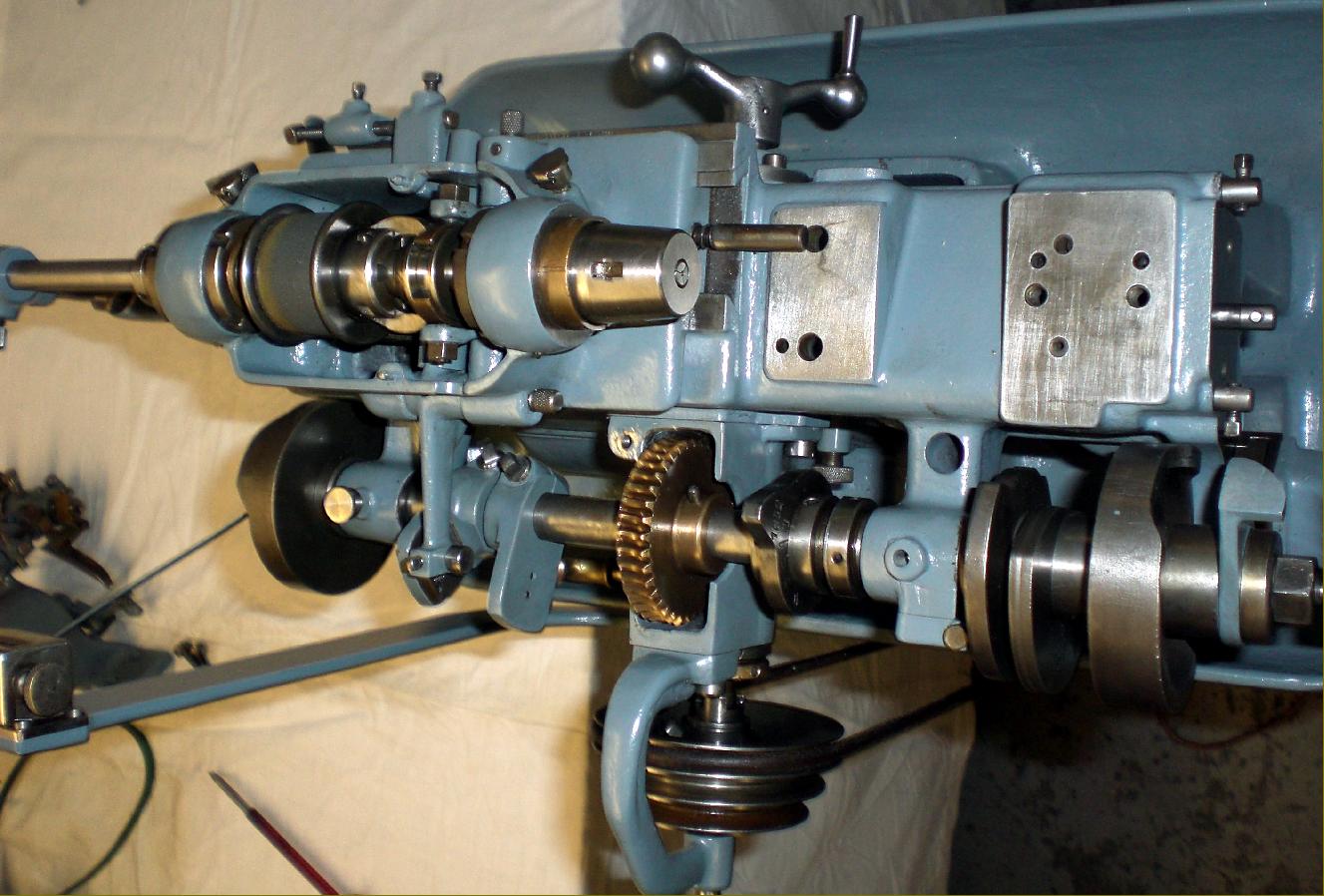
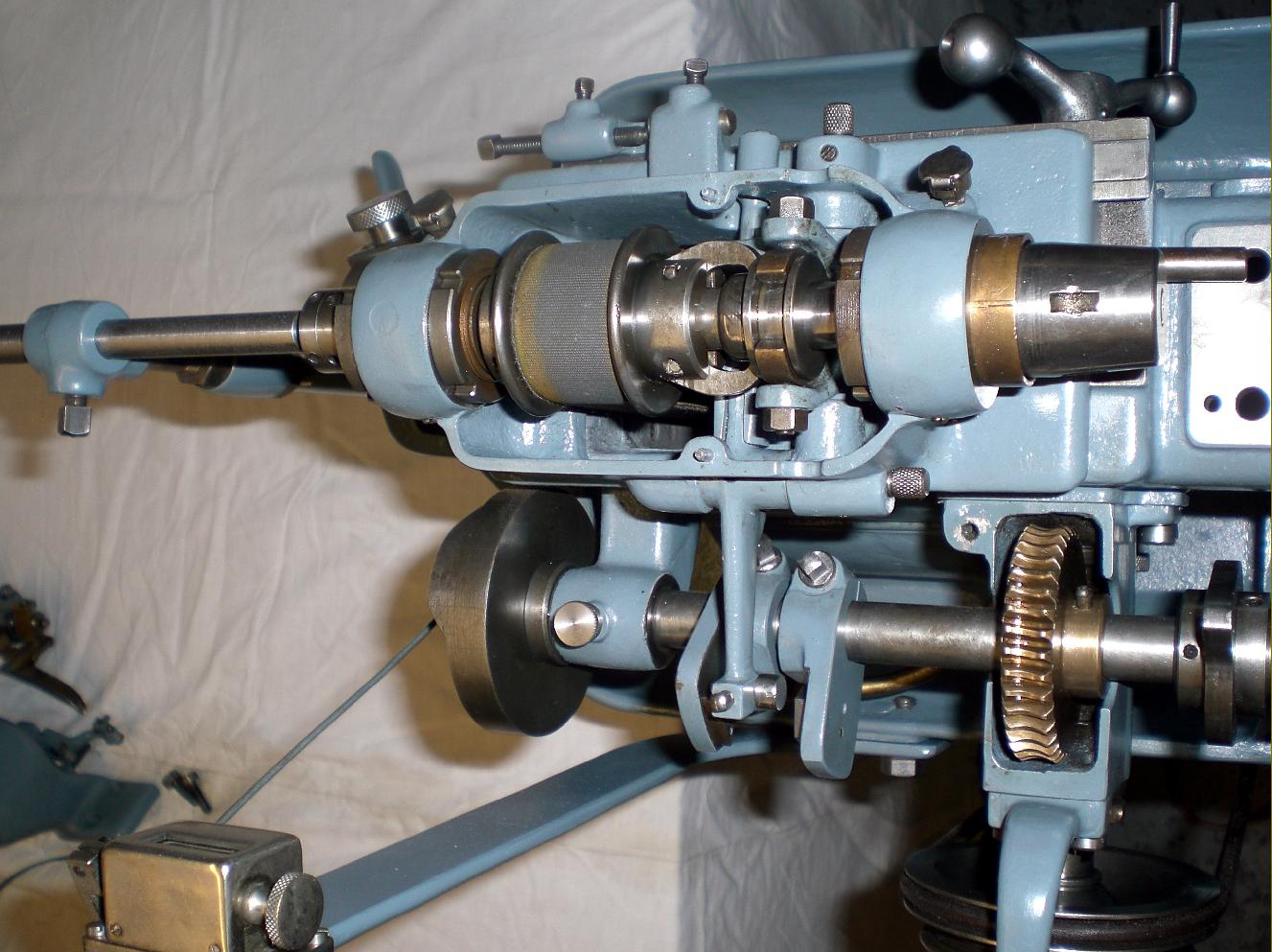
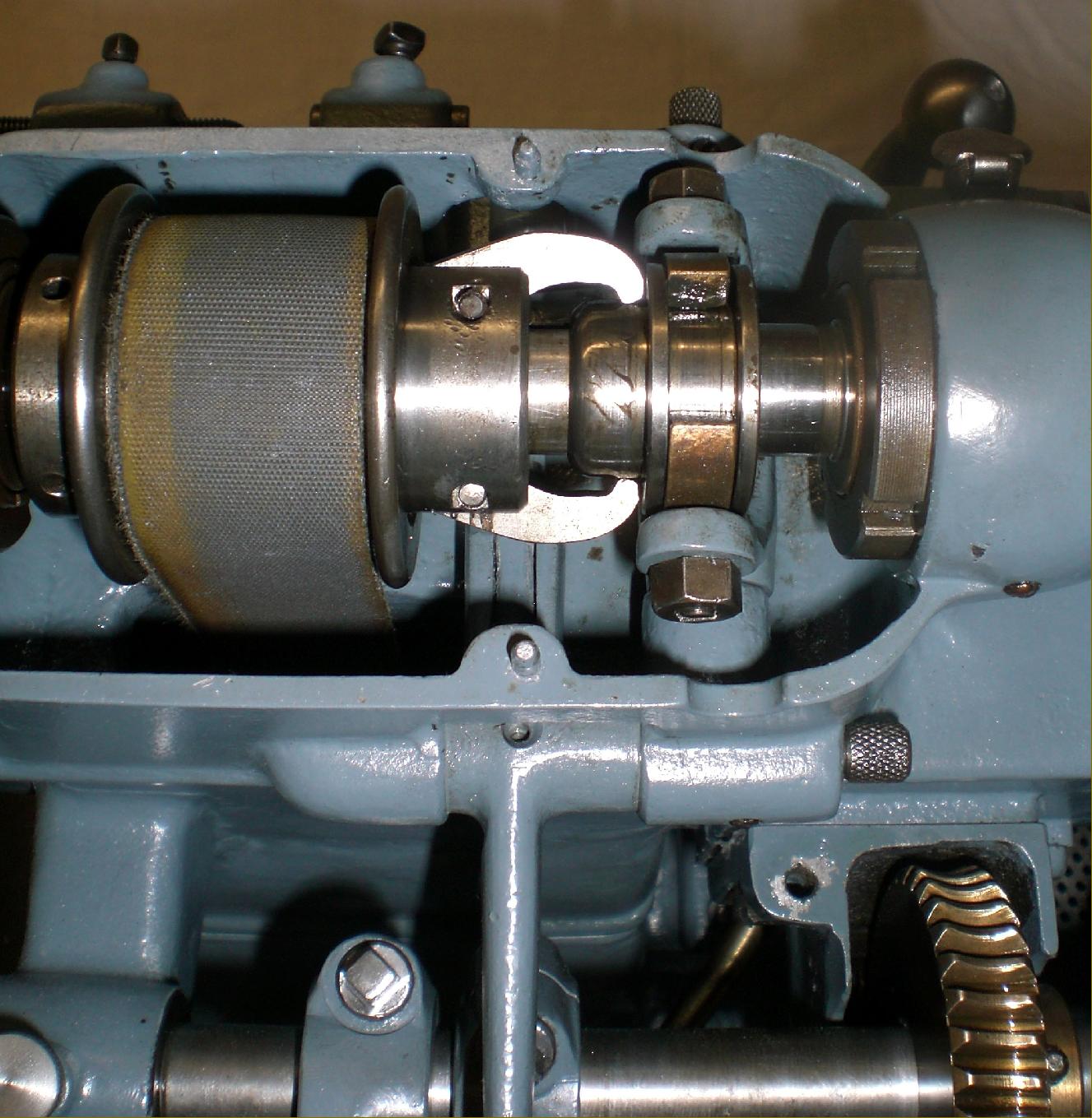
All Petermann automatic lathes shared a common design of headstock assembly with a nitrided spindle running in either a pair of precision ball races or a parallel-bore, bronze bush positioned behind the nose (with adjustment provided by being drawn into a tapered housing) with, at the other end, a pair of high-precision contact ball races capable of "micrometric" adjustment. Spindle end play was taken up by ring nut and, to reduce interference with the spindle, an additional bearing or bearings were used to take axial pressure and belt tension from the overhung (flat-belt) drive pulley outboard of the left-hand bearing. The collet was drawn into its taper by balanced, toggle arms fitted, on the larger models, with roller-equipped ends.
Cams and Camshaft
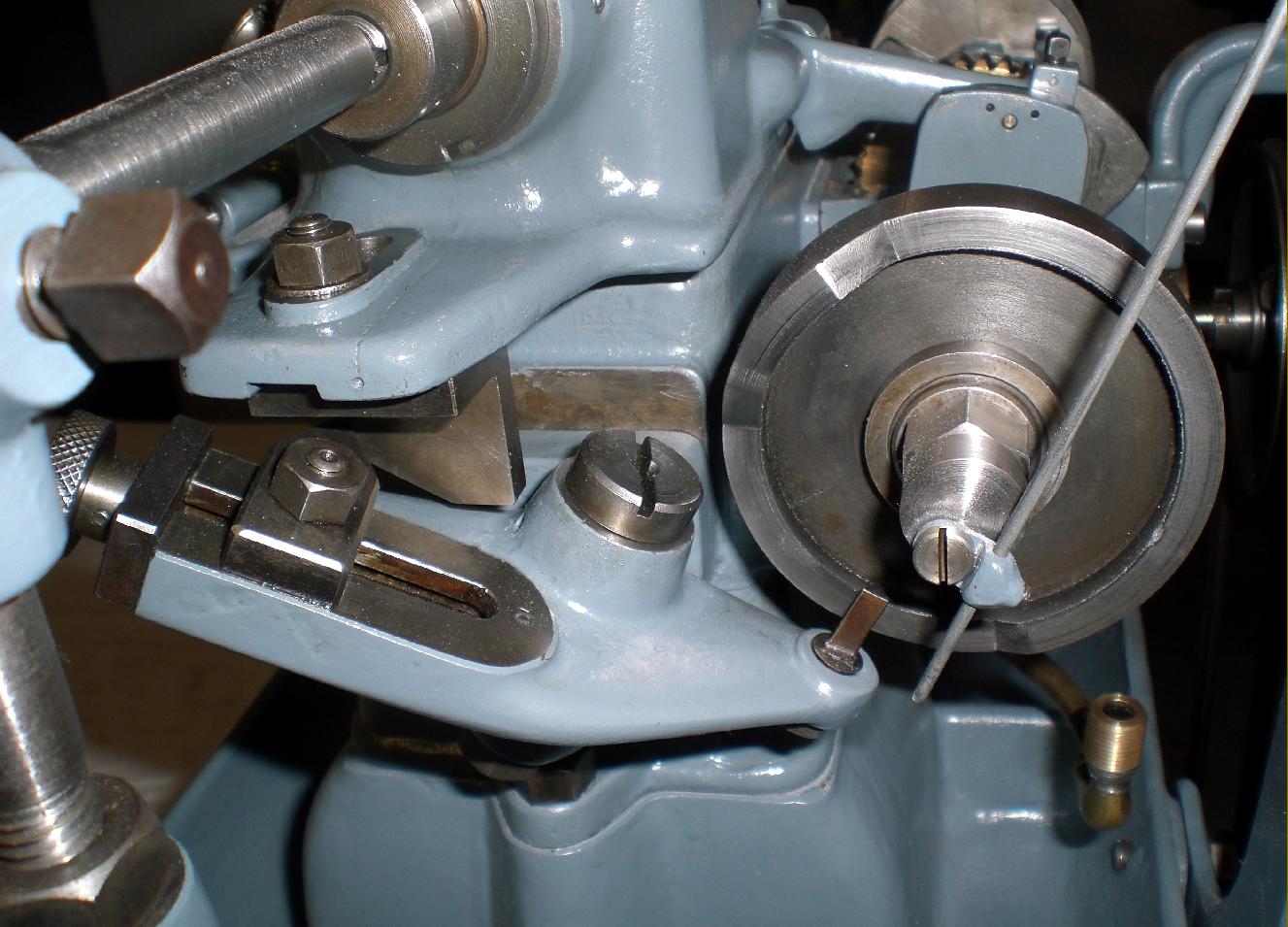
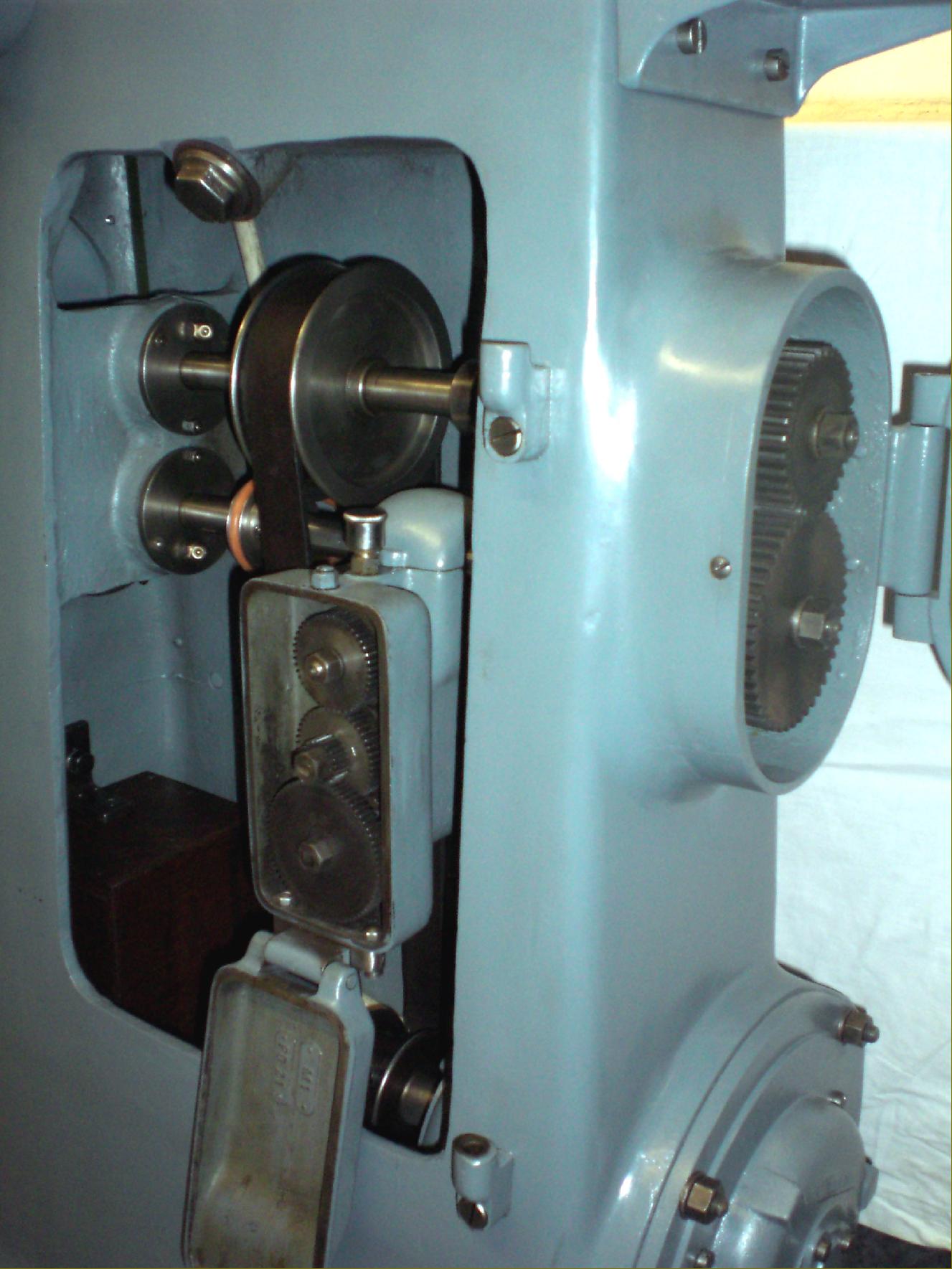
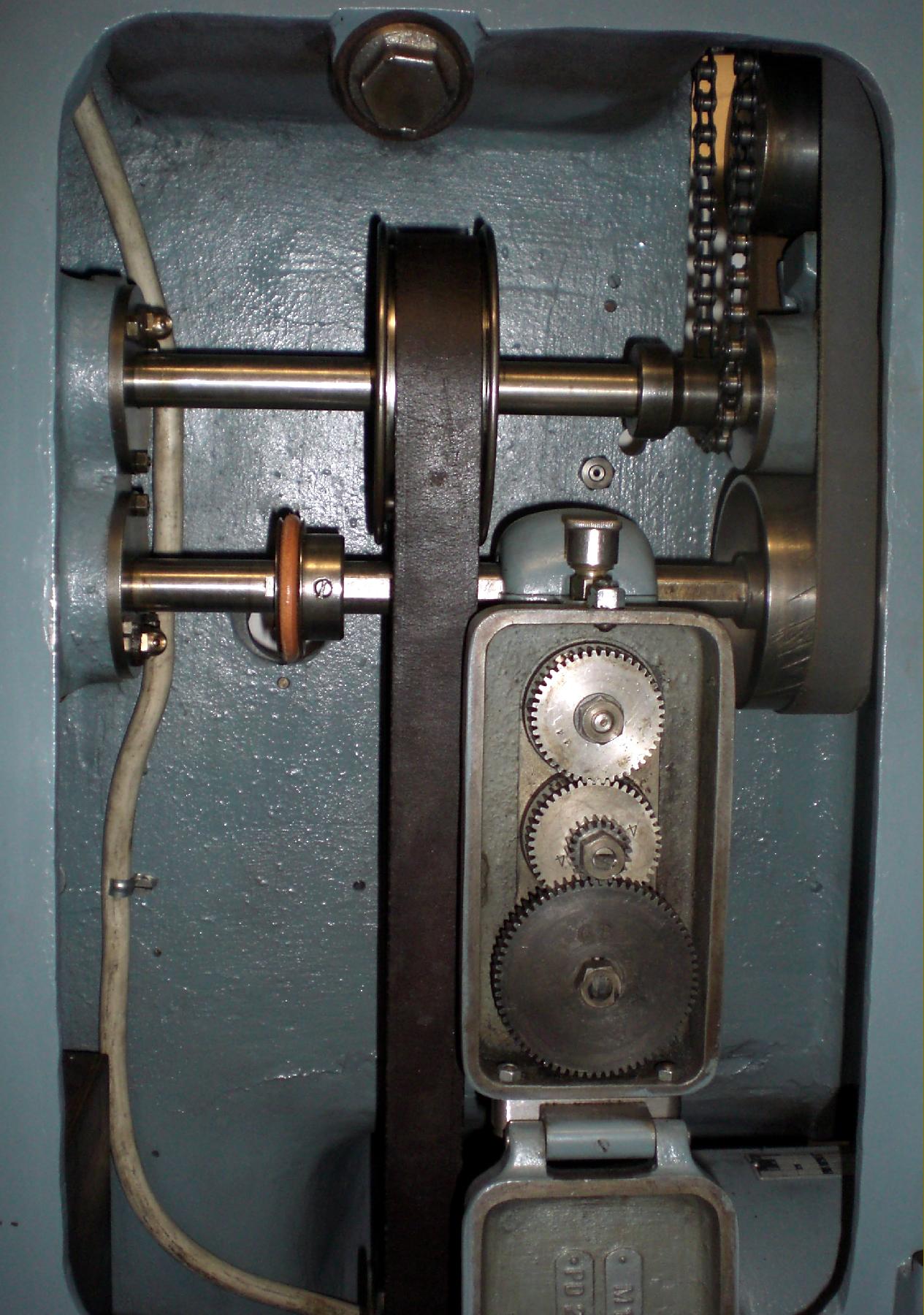
All-important, the cams that actuated the tool slides and accessories were turned by a single camshaft-like assembly mounted at the back of the bed and parallel to it - with the powered drive originating from worm-and-wheel gearing inside the cabinet that turned a train of compounded changewheels connected to a 4-step round-rope pulley. The drive then passed up the back of the machine to a similar pulley at the top connected to a second set of worm-and-wheel gears - with a hand drive provided by a capstan handle at the front. The camshaft was rigidly held in three bearing blocks, two of which were integral with the bed with the third easily removable to ease the chore of changing cams. At the headstock end of the camshaft two cams were responsible for opening and closing the spindle collet and, at the other end, cams were provided for the side-tools. On the end of the camshaft was a face-cam, the action of which caused the headstock (fastened to a hardened steel block on its underside) to be moved forwards and backwards through the action of an adjustable lever. Because the action of the various cams was interdependent, it was necessary that they be very accurately made and the sliding cam followers required sharp edges (roller tappets were only possible on the screw-head-slotting apparatus) The "sharp-edge" requirement was necessary because any radius on the follower would have been transmitted to the workpiece where, instead of a clean edge, a bevel would have been formed. As a result of this requirement - and to improve longevity - the cams and their followers were usually hardened. While a selection of ready-made cams was available - and the factory would pre-make them for specific jobs - the best could be got from the machine only by the operator (or "setter") calculating and them making a particular form for each job. To assist in this matter Petermann offered a variety of cam-cutting machines to speed up an otherwise laborious process and the comprehensive operator's manuals all contained (often in dedicated supplements) detailed instructions for cam design and manufacture.
Continued below:
|
|