|
In addition to the ARE a number of other interesting, high-quality plain-turning, "bench precision" lathes are known to have been manufactured in France, these including: the unusual S2F Cordima, Crouzet, Jenny, Precis, the very early triangular-bed Prudor, S.O.M.B.V. and the "JCH" that came from the Roanne, a small town to the northwest of Lyon (it's likely that they made a plain version of their unusual Type TG2).
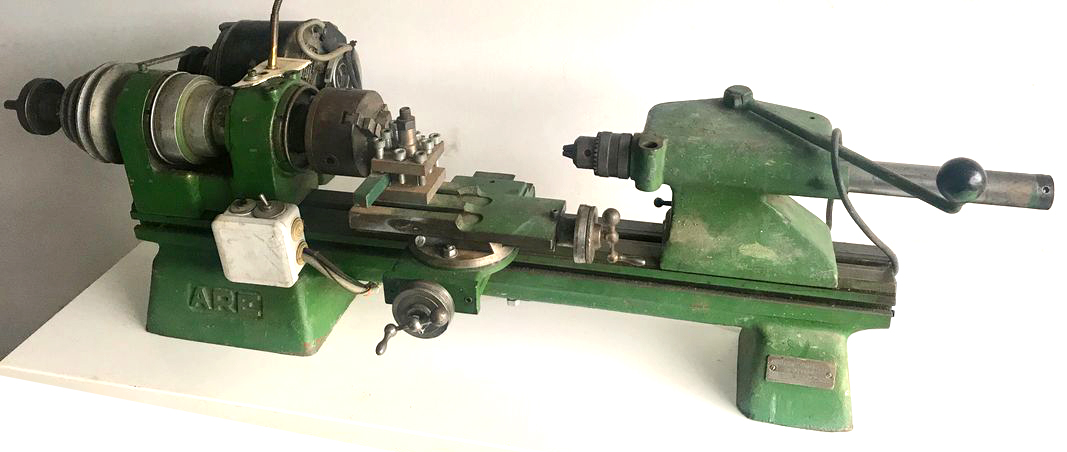
Similar in proportions and capacity to later versions of the well-known Schaublin 102, the ARE was typical of a simple but beautifully-made class of lathe that was, at one time, an important part of both ordinary toolrooms and those shops that dealt with the manufacture, repair and maintenance of instruments, clocks, watches and other finely-made mechanical parts.
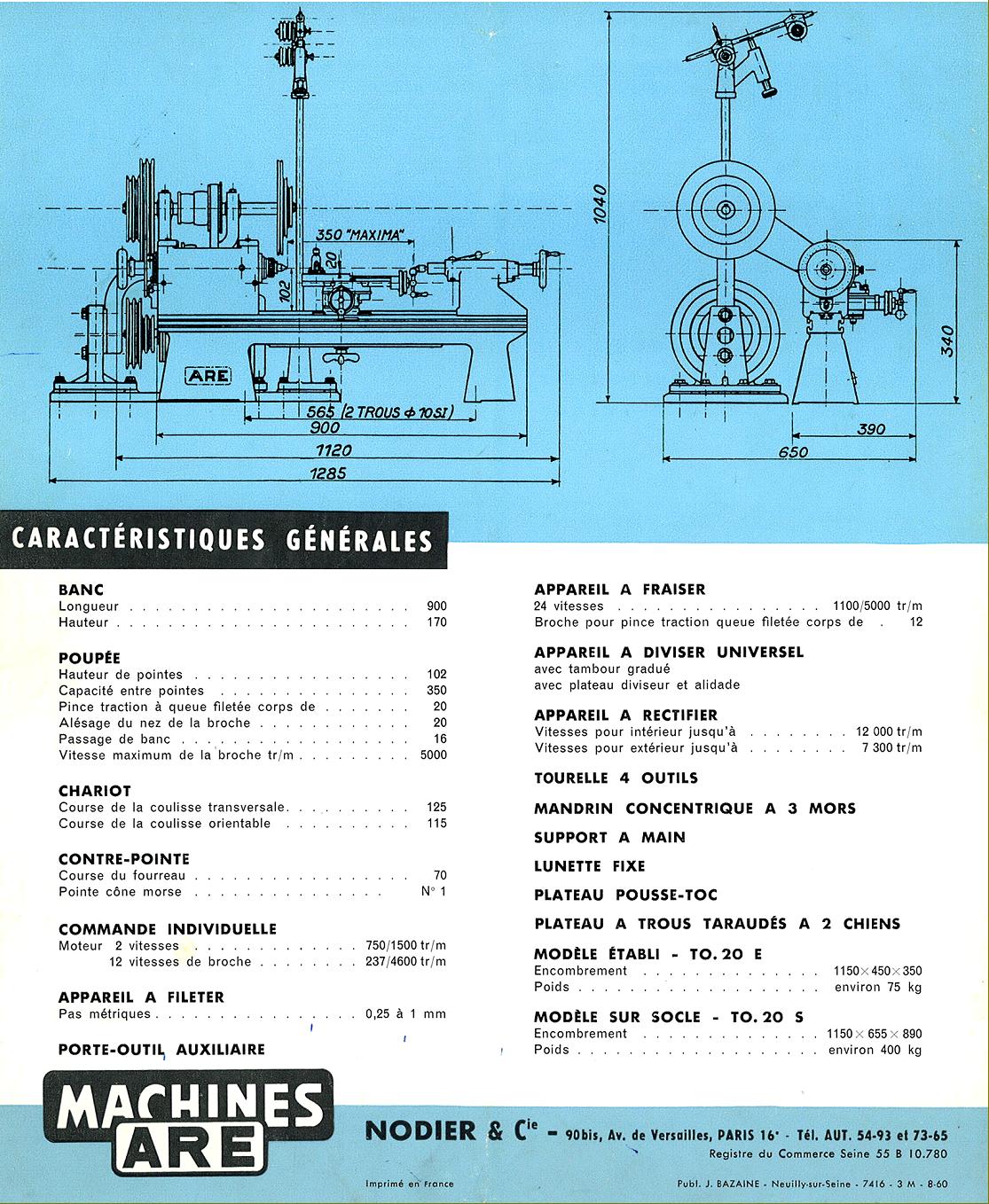
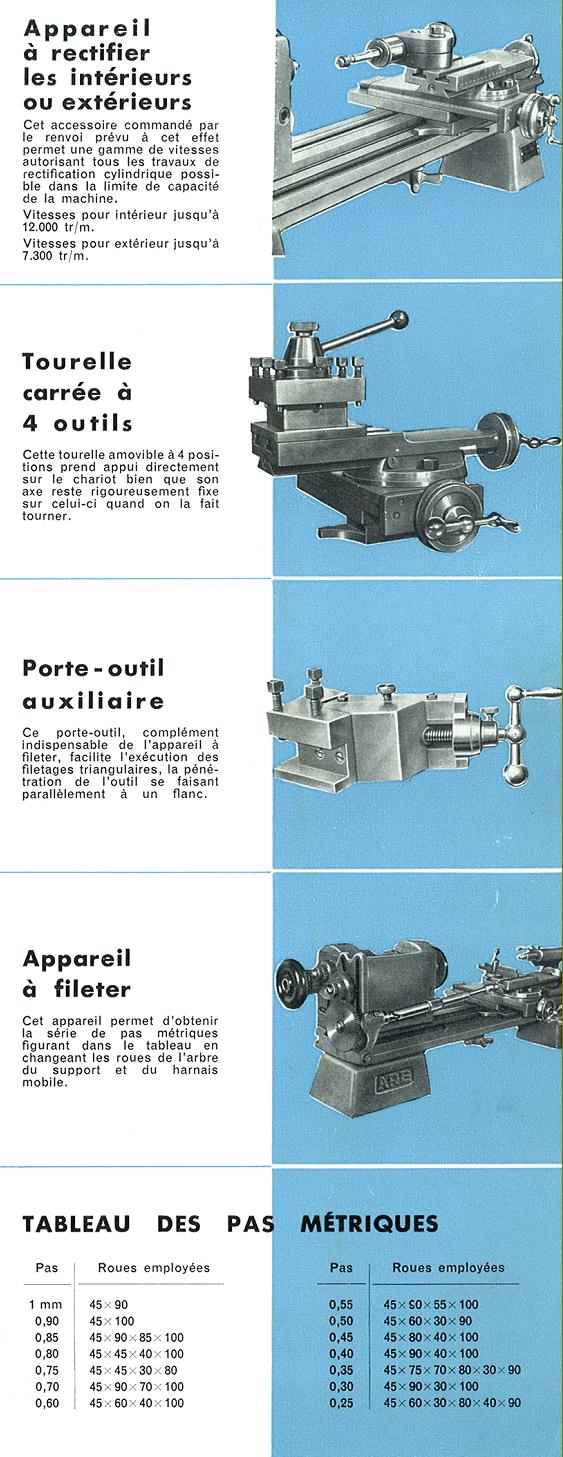
Almost unknown outside its native France (though the makers claimed that over 3000 had been sold, a significant number for the type) the ARE was manufactured by Langlois & Jornod in Courbevoie (8 km from the centre of Paris), and met the standard laid down in the French "Jenny" system for machine-tool accuracy. Two versions were offered that differed only in their mounting arrangements: the TO.20.S for use on customer's own bench, with drive coming from a rear-mounted countershaft, and the TO.S.E, a type fitted to a beautifully constructed underdrive cabinet stand with a wooden top, built-in electrical controls, a storage cupboard for tools and a fitted collet drawer, coolant equipment and a round-belt drive "overhead" to power high-speed grinding and milling attachments carried in the toolpost or on a vertical slide. In order to run very small cutters and grinding wheels the "overhead" was capable of running at up to 7300 r.p.m. for external grinding and 12000 r.p.m. for internal. The stand was engineered so that an operator could sit down, though unlike some versions of the Swiss Simonet precision lathe, there was no leather-upholstered, swing out seat provided….
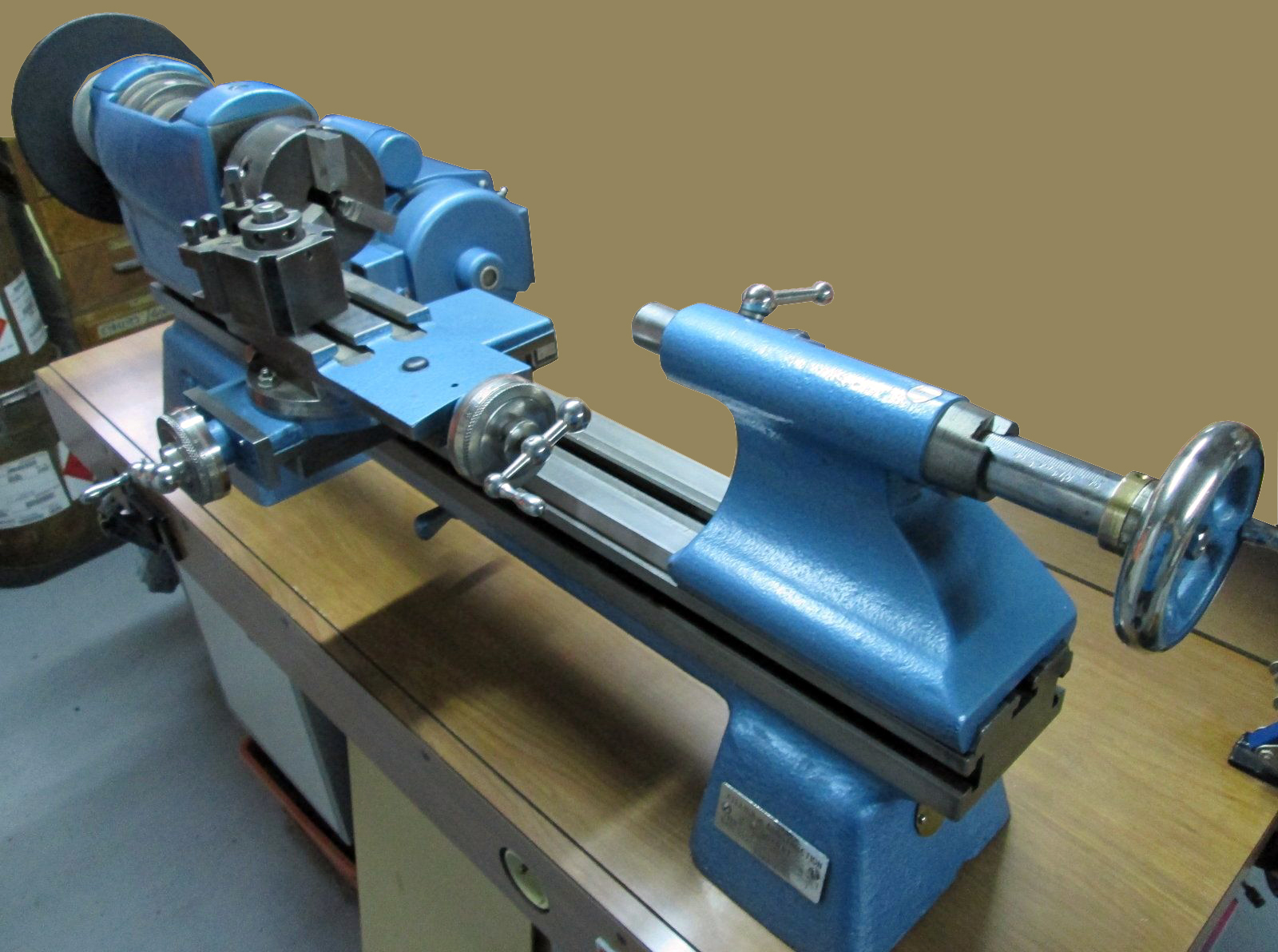
Like many other makes of precision bench lathes, the bed of the ARE had a flat top with bevelled edges, these acting to align the headstock, compound slide rest and tailstock. However, like the similar Schaublin and Agathon models, instead of relying solely upon the bevelled faces of the bed, the carriage was also aligned and supported against a "faux" apron that contacted the bed's vertical front face. A T-slot ran the full length of both front and back faces of the bed - a fitting handy for mounting a variety of accessories though, oddly, none of those illustrated in the maker's sales catalogue appeared to make use of this facility.
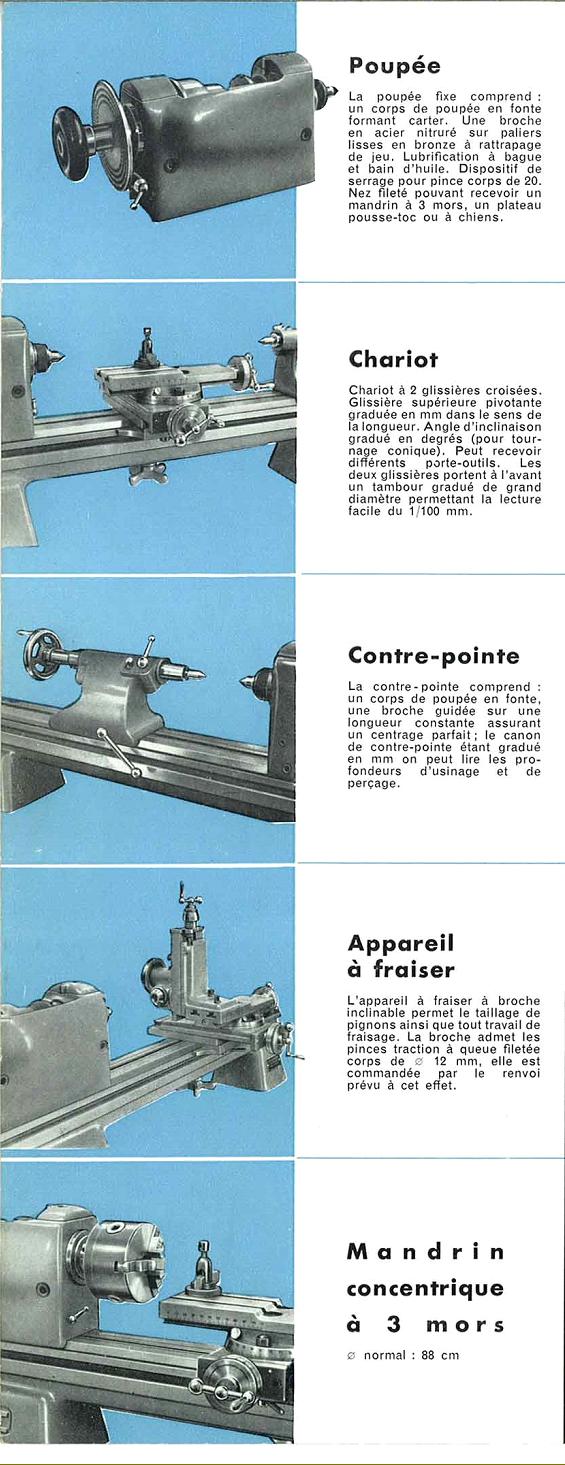
Resembling the compound slide assembly as used on the Schaublin 102, that on the ARE had a 125 mm travel cross slide carrying a 115 mm travel, 360° swivel top slide with two longitudinal T-slots to provide a variety of alternative position for the toolpost and other fittings. Micrometer dials were unusually large, indeed, possibly the biggest ever fitted to the class of lathe
A rugged structure, well braced across its front face, the headstock held a hardened, 16 mm -bore spindle running in large diameter plain bearings that was driven by a 3-step, flat-belt cone pulley. Power came from a 2-speed 750/1500 r.p.m. motor, the drive arrangements giving 12 speeds from 237 to 4600 r.p.m.
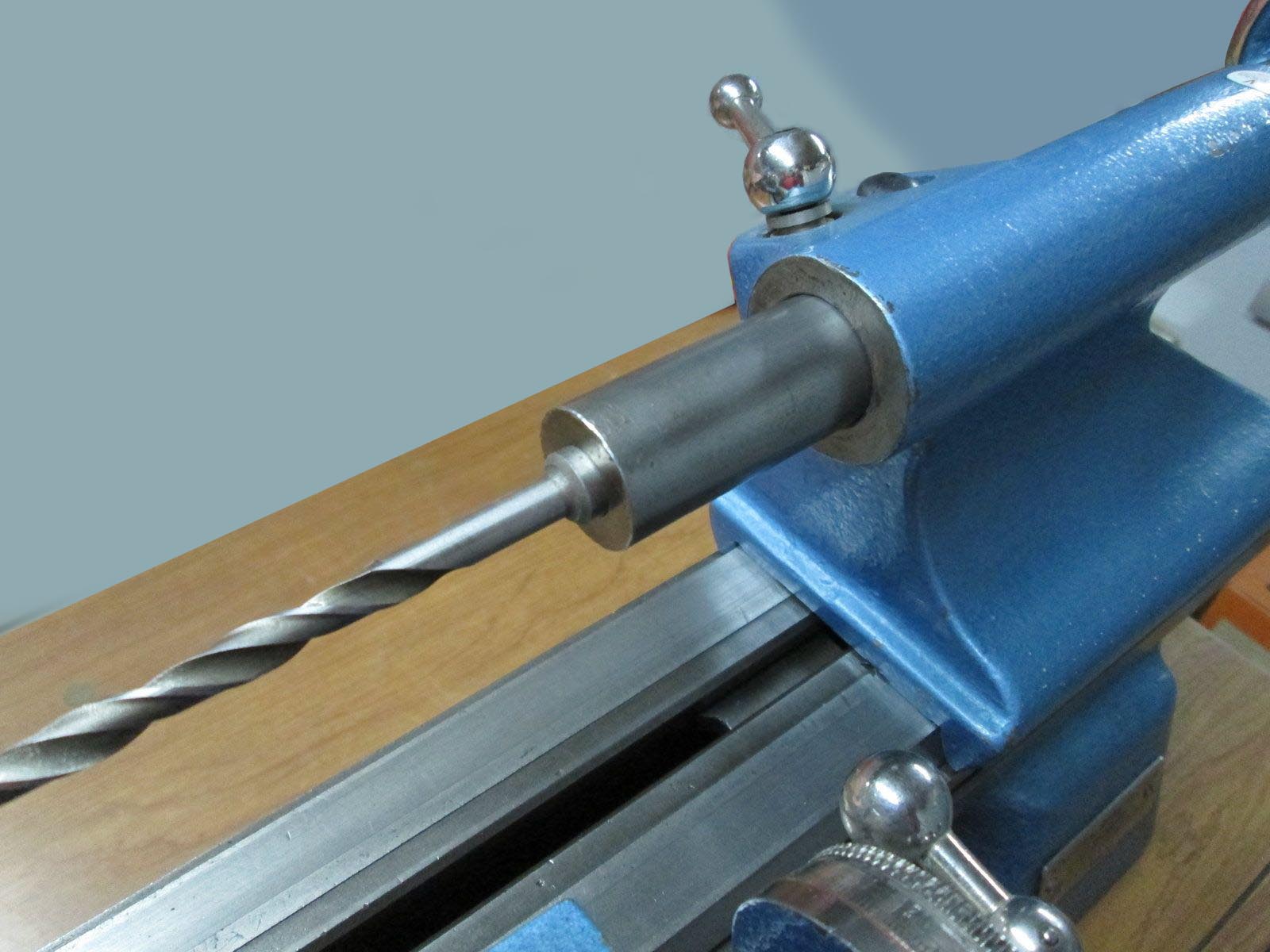
Equipped with a No. 1 Morse taper spindle with a travel of 70 mm, the tailstock was a one-piece unit locked to the bed by a lever-operated cam. Usually, this class of lathe would have had a cut-out in the casting (engraved with a zero line) that revealed an engraved ruler scale - nor was the spindle fitted with a micrometer dial. Although the lack of both features was strange, at least the socket was a standard Morse taper and not some odd-ball invention of the maker..
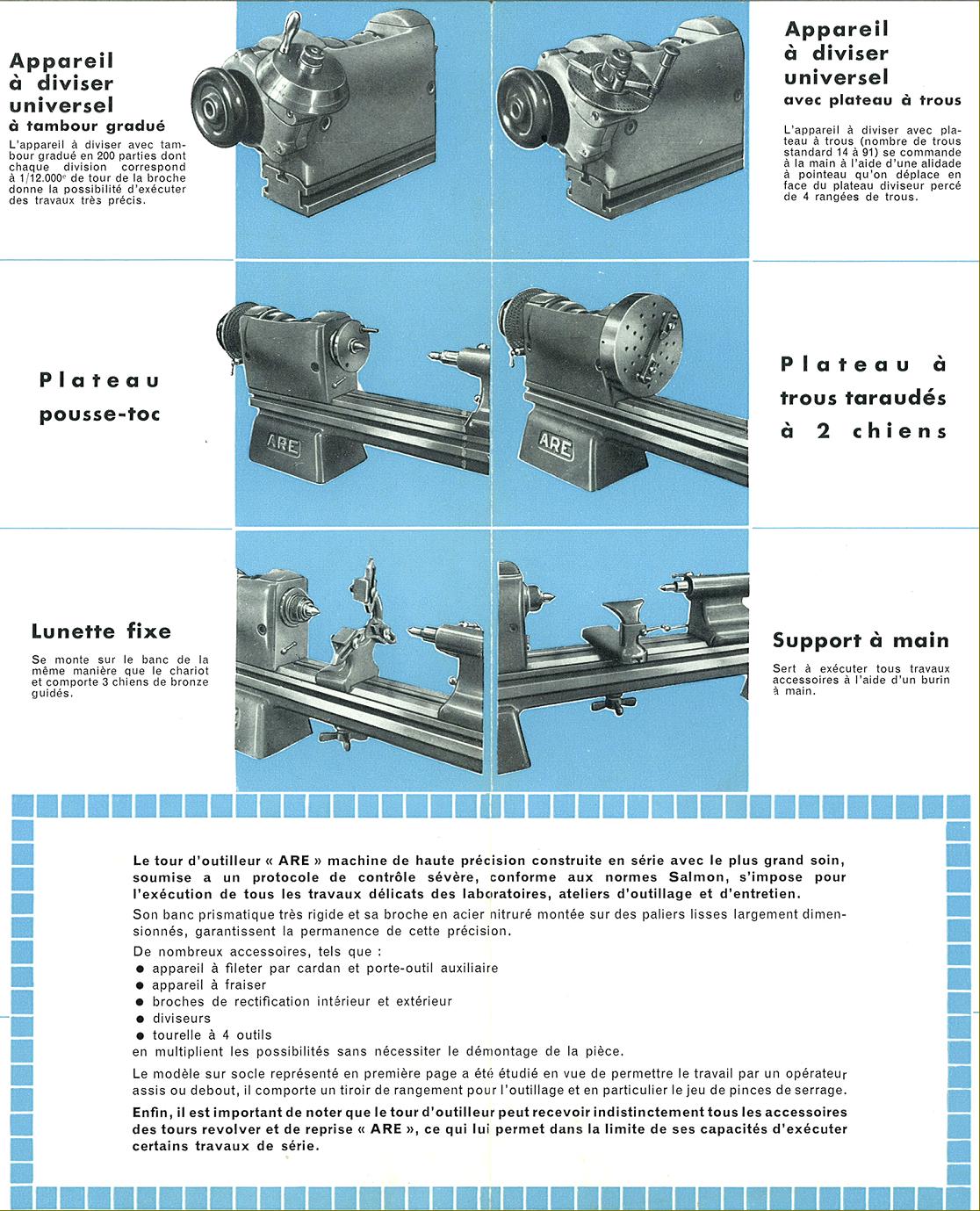
Like most other European and American makers of similar high-class machines (of whom there were many including, amongst the better-known, Schaublin, Boley, Lorch, Mikron, Wolf,Jahn, Ames, Cataract, Pratt & Whitney, Stark and Hardinge) the ARE was offered with a range of accessories that allowed it to perform in the usual three distinct roles common to the type: toolmaker, second-operation and production capstan. However, none of these were shown in the accessories catalogue and they may have been special-order items. Instead, those listed confined its role to that of the first type with these including no fewer than three dividing attachment for the headstock, a hardened steel faceplate with tapped holes, high-speed grinding and milling heads for use in the toolpost, a hand T-rest, a screwcutting attachment that drove the top slide through a universally-jointed and splined carden shaft, a 4-way toolpost, alternative screw-driven slide rests and the usual milling slides, steadies and collets.
A recent find was an ARE labelled as the Model TS-102S lathe, this being fitted with a heavy-duty lever-feed tailstock. The "S" might well be for "seconde oeuvre" this translating as "Second Operation" - one of the three arrangements possible with this type of lathe, these being "Toolmaker", "Second Operation" and "Production".
Avez-vous un tour de ARE? Si c'est le cas, l'auteur serait heureux de vous entendre..
|
|