|
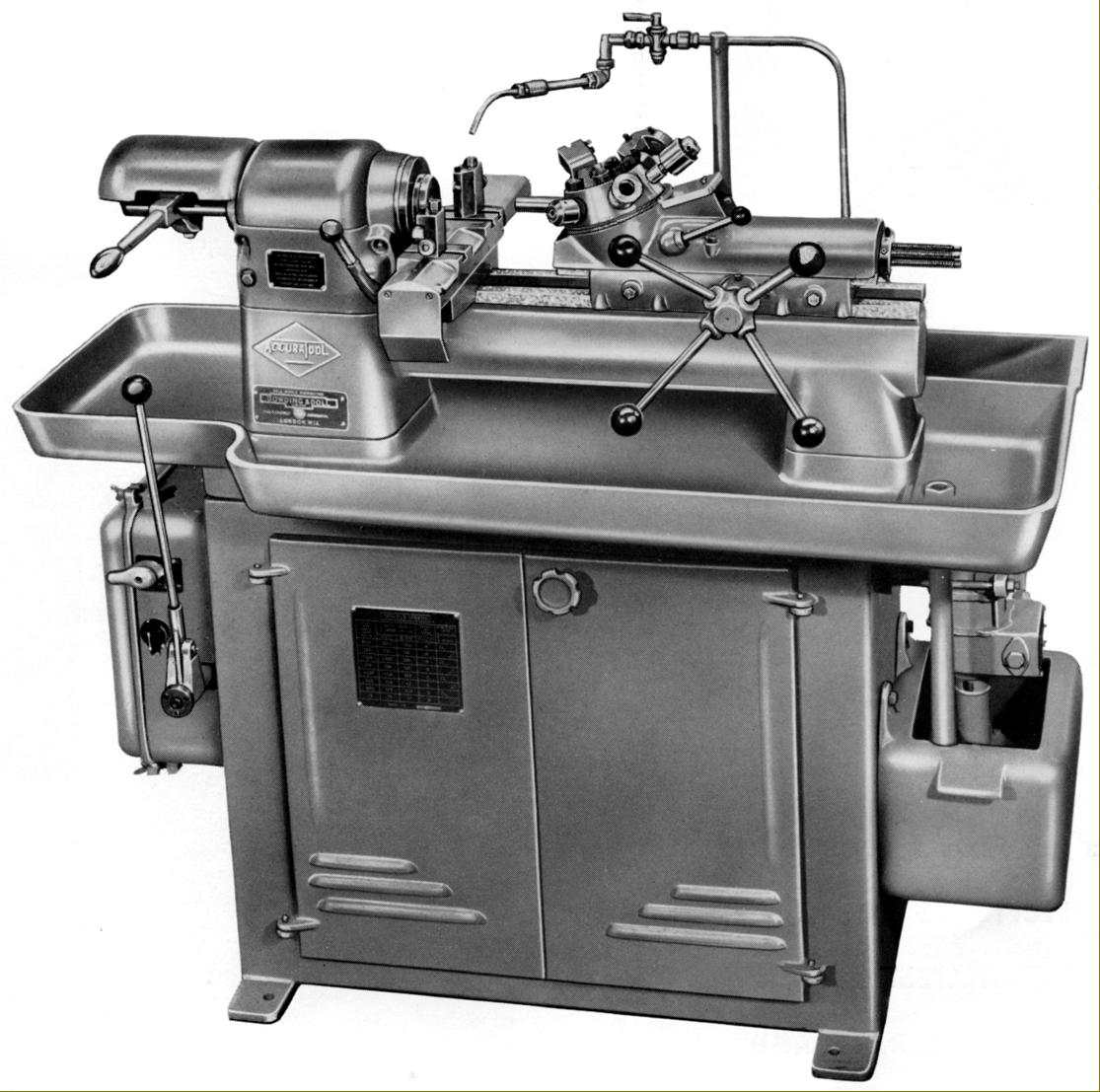
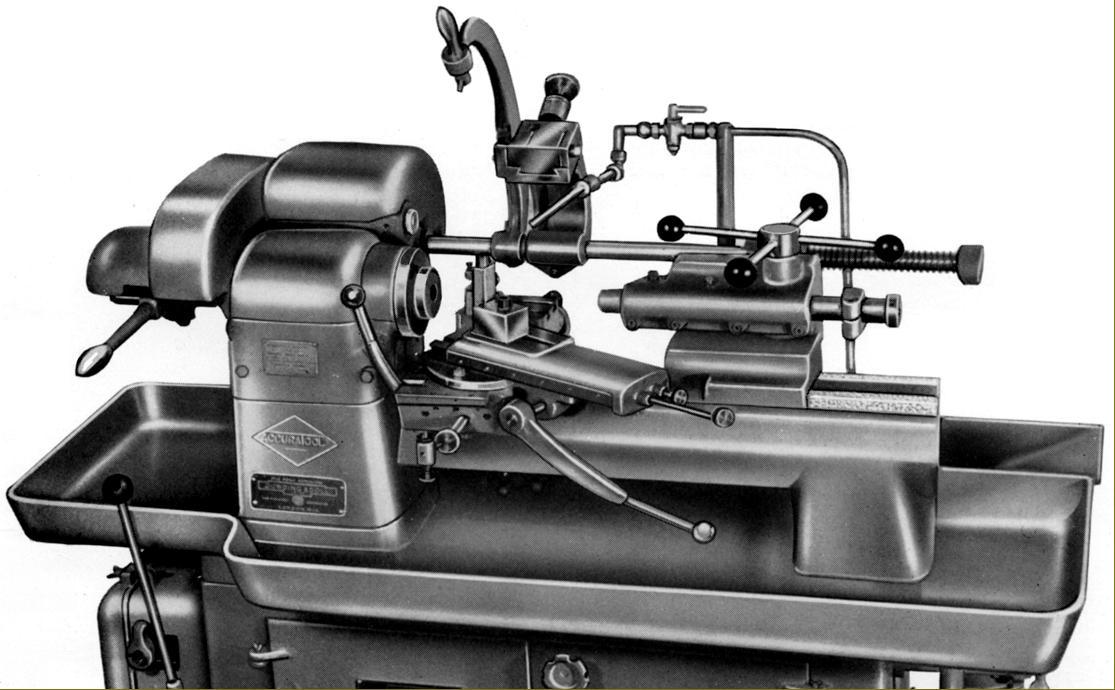
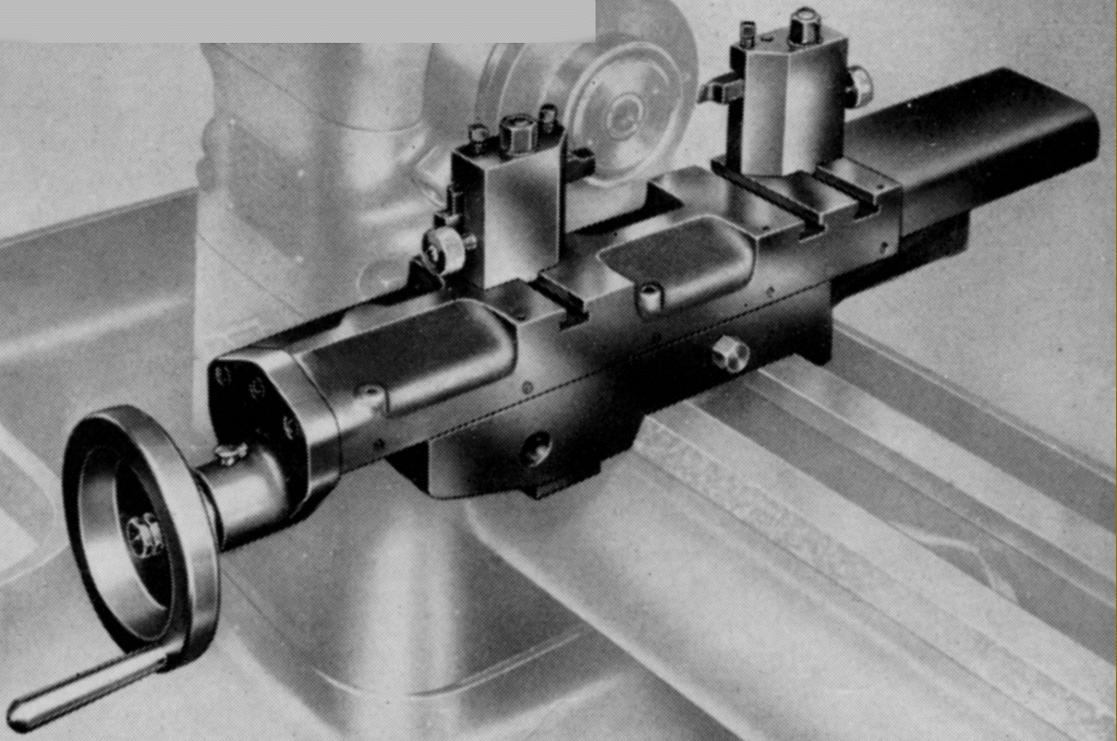
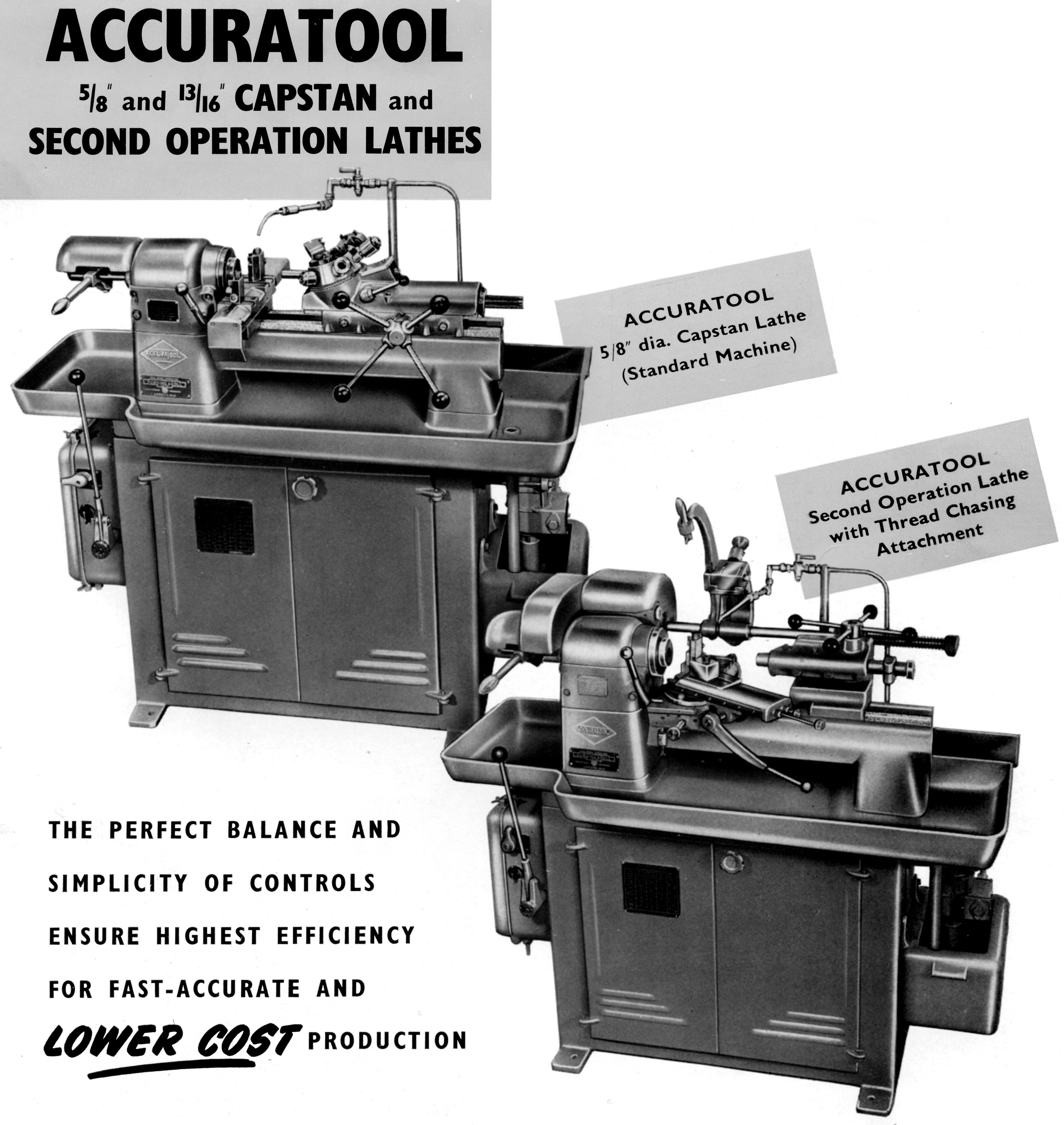
Distributed by Dowland & Doll, one of UK's leading specialist machine-tool agents during the 1950s and 1960s, the Accuratool capstan lathe was built in at least three version, the two shown here and a larger, more sophisticated type. Designed to complete with similar, lighter machines from Murad, Exacta, Smart & Brown and the conversions of standard centre lathes offered by such as Raglan, Atlas and Churchill, the two smaller types were listed as Capstan and Second Operation models. However, both were identical in all but one of their mechanical aspects - the through-collet capacity of the former being 5/8" (16 mm) and the latter 13/16" (21 mm). The essential difference between the two versions lay with the equipment fitted as standard - the capstan being equipped with the usual bed-mounted 6-station turret head and either a lever or screw-operated cut-off and forming slide while the second operation model had a lever-operated compound slide assembly and a tailstock arranged for the quick travel of its No. 2 Morse spindle by the use of a 4-spoke capstan handle. Of course, equipment could be provided to convert one lathe into the other - yet, unusually and inexplicably, the makers did not bother to offer a general-purpose toolmaker's type with ordinary screw-driven feeds to the compound slide and tailstock - something that most other makers of the type did, typical examples being the Smart and Brown Model L, Schaublin 102 and Mikron 90.
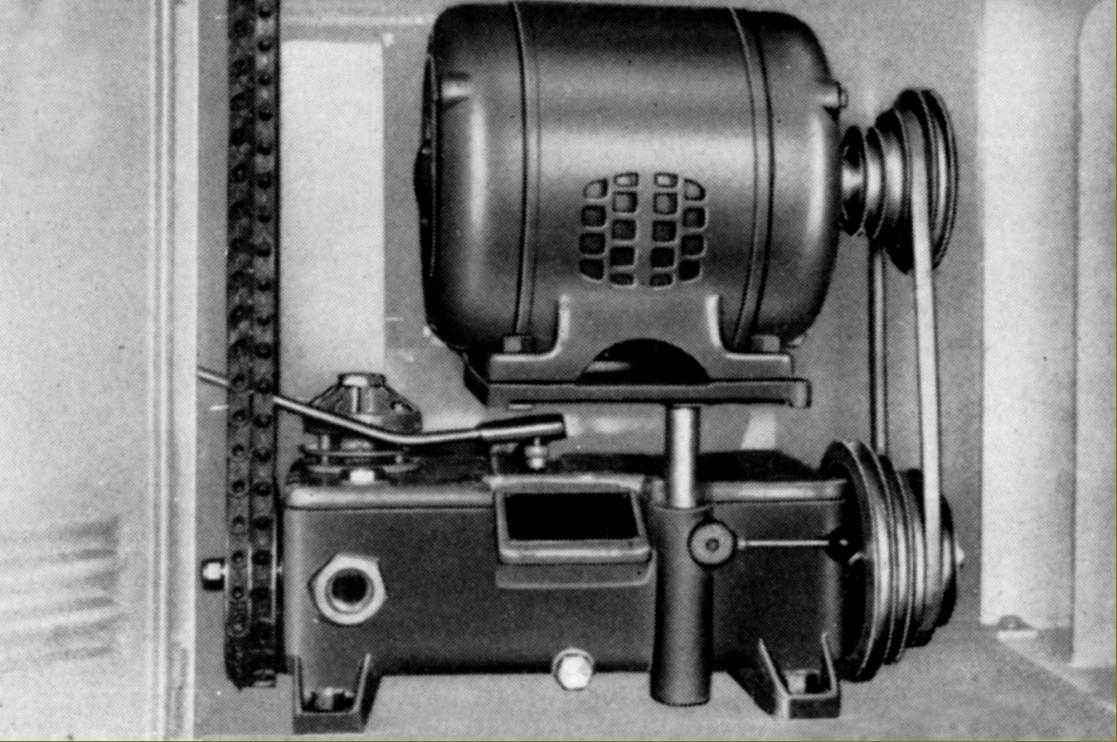
Carried on a cabinet stand constructed from heavy-gauge welded steel plate (with a deep, full-length chip tray and a coolant tank bolted to its right-hand face), the lathe had a centre height of 4 inches over the bed and just under 1.5 inches over the cross-slide. Drive came from an oil-bath lubricated 2-speed motor-gearbox unit (that incorporated a multi-plate clutch) mounted in the base of the stand. Able to be ordered as either a 2 h.p. 1430 r.p.m. single speed, or a 1.5/0.75 h.p. 1430/710 r.p.m. 2-speed, the motor was mounted on top of the gearbox and drove down to it using a standard V-belt running over a 4-step pulley. Fitted with the single-speed motor the spindle could be made to rotate at 75, 125, 200 and 330 r.p.m. in low range and 675, 1125, 1800 and 3000 r.p.m in high while with the 2-speed version fitted the sixteen speeds ran from 37 to 3000 r.p.m. However, as an option for customers doing mainly small diameter work needing higher speeds, an alternative range running up to 4000 r.p.m. was available. Drive was taken to the spindle by a pair of segmental belts, tension being adjusted in the usual way by adding or subtracting links.
A single lever, positioned within easy reach of the operator's left hand, controlled the clutch and gearchange; without having to waste time stopping the motor, moving the lever to the left from its central, neutral position gave the low-speed range and moving it from centre to the right the high-speed setting - the lever could also be pushed to an inward position where the same left and right movements gave spindle speeds in reverse. The multi-plate clutch, an oil-immersed type, was designed to absorb endless abuse and so was able to stop and start the spindle several times a minute without slipping, dragging or wearing out prematurely.
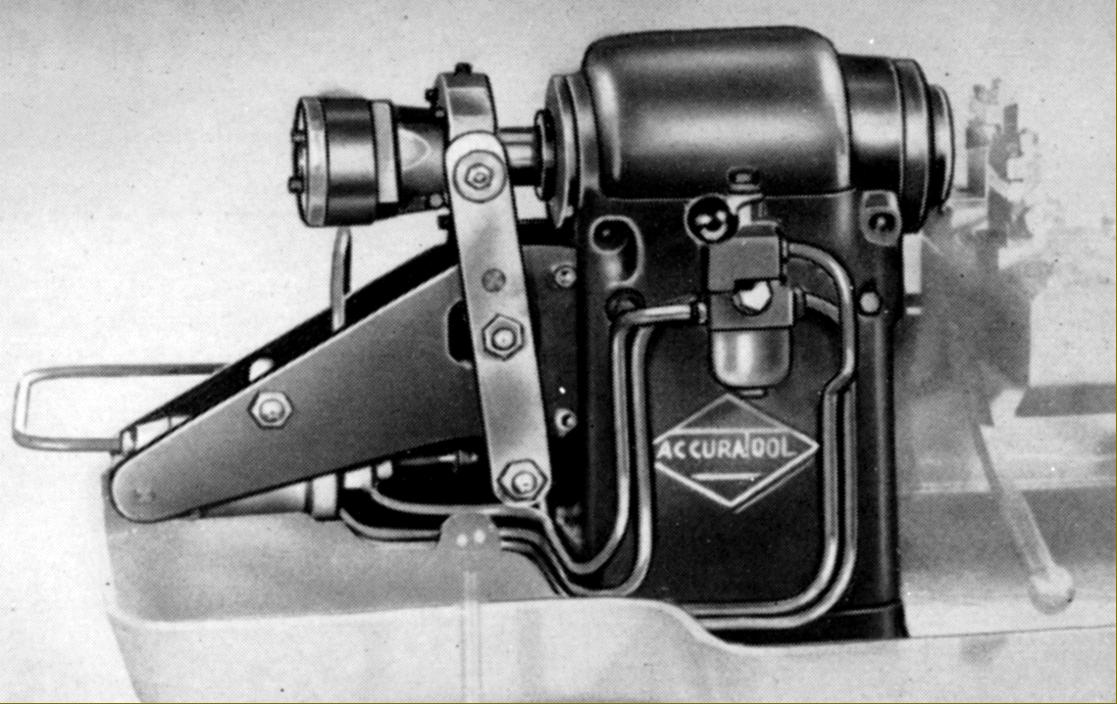
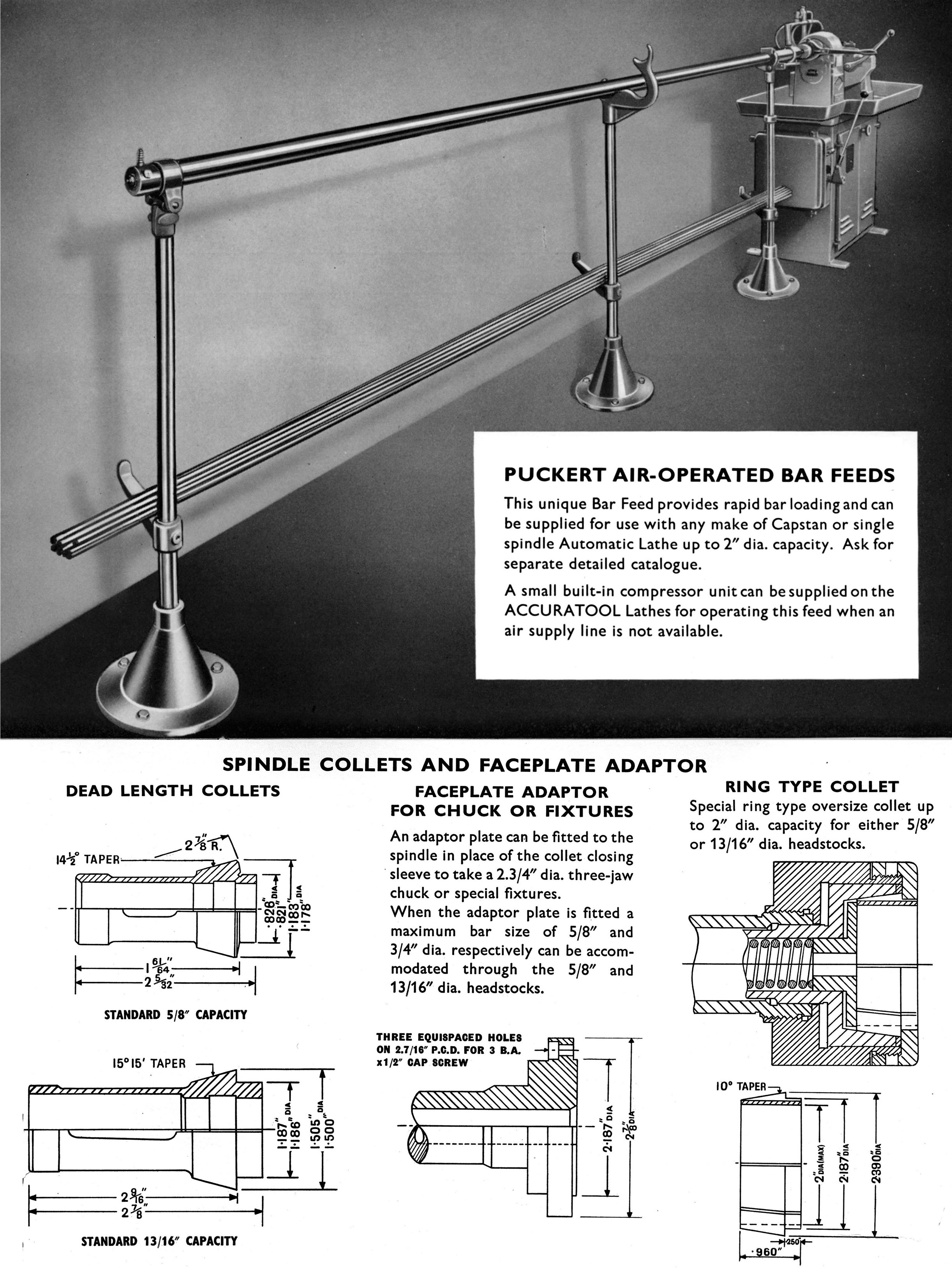
Running in a pair of opposed, high-precision taper roller bearings at the front and roller bearings at the rear, the high-tensile steel spindle carried dead-length collets opened and closed by a lever mechanism - an air-operated attachment also being available. Although the spindle nose lacked a thread and was equipped just for collets, the makers did offer a backplate conversion - it replaced the collet-closing sleeve - that allowed chucks and other fittings to be mounted.
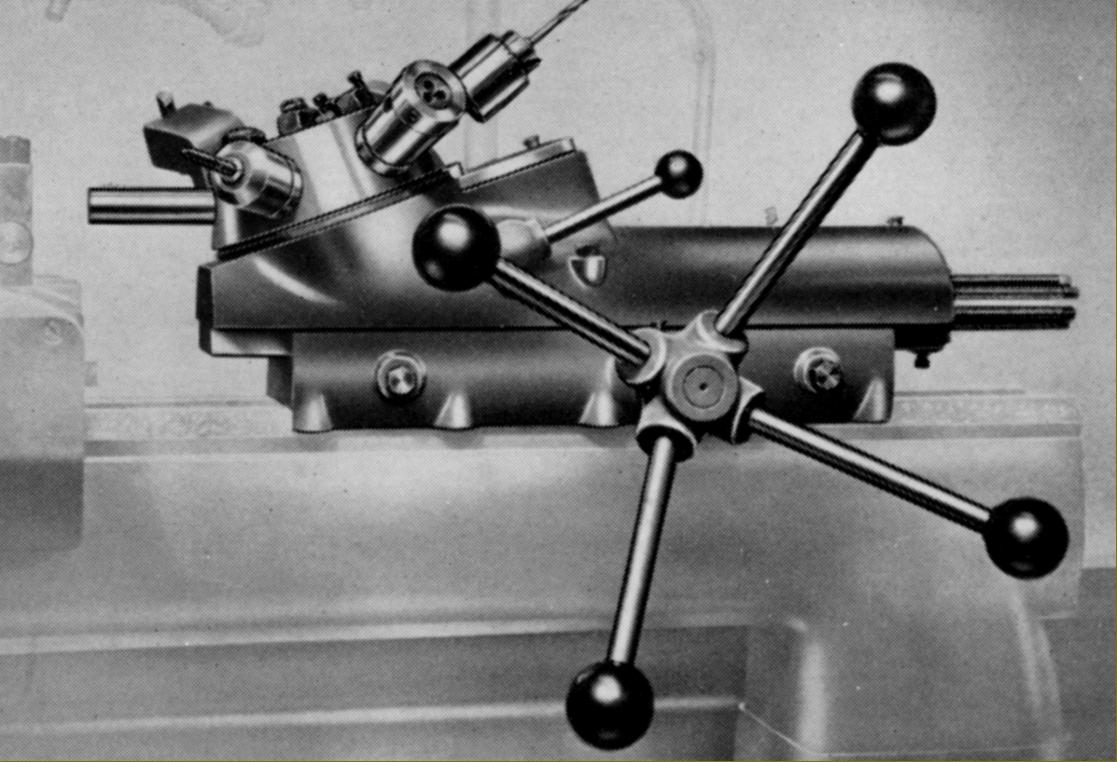
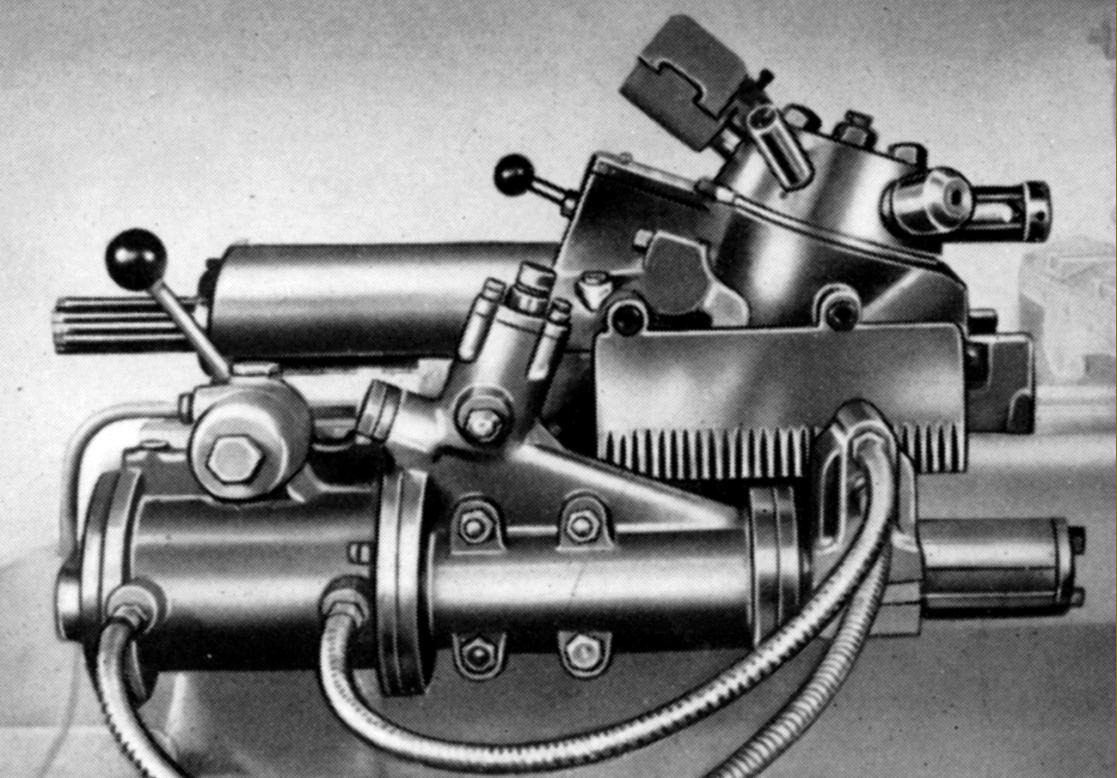
Carrying six tools mounted on 3/4" shanks, the capstan head had a stroke of up to 3 inches and could be arranged so that there was a maximum clearance between it and a collet nose of 10.5 inches. As an option the turret could be fitted with an air-hydraulic drive unit, this being mounted at the rear with the necessary compressor built into the motor-gearbox unit (the air supply generated also being used for a the bar-feed and headstock collet-closer and spindle brake attachments).
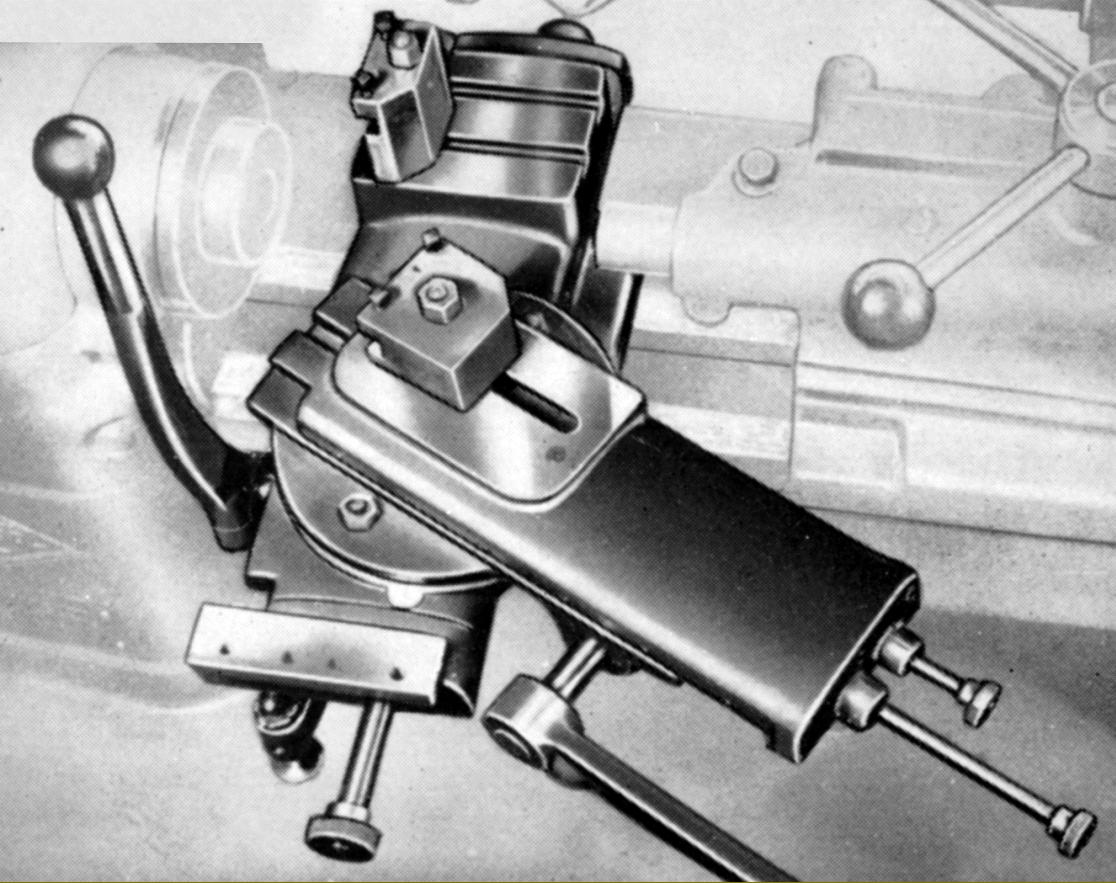
Both the standard lever-operated and optional screw-type cut-off and forming slides fitted to the capstan version had a maximum space between front and back toolposts of 4.25 inches with cutting tools up to 3/8" square able to be fitted. The lever-operated compound slide rest - as fitted to the second-operation version of the lathe - was able to be swung 45° each side of central with both top and cross slide having the same 4 inches of travel. Rather handily, instead of needing a spanner and screwdriver to adjust, the travel stops could be set by hand, each being provided with a knurled-edge disc on their end.
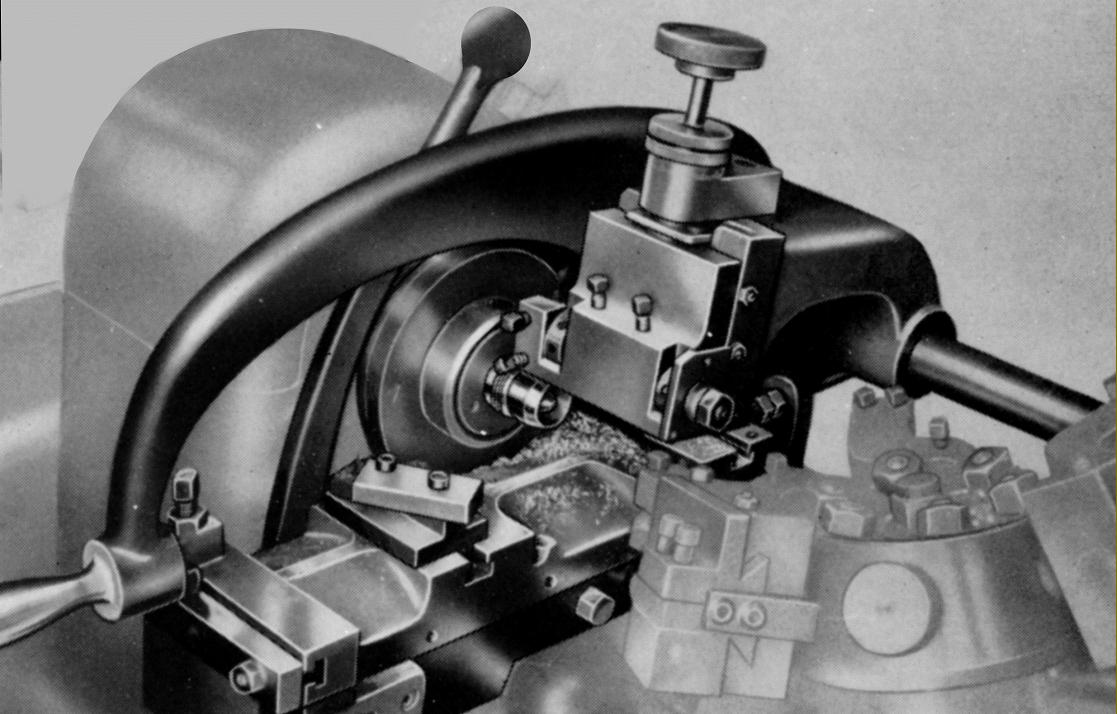
One useful accessory, employed for short but large diameter screwcutting work, was the heavily-built thread-chasing attachment. Driven by changewheels - and so of the more complex type - it could generate, for each master thread and follower fitted, three different pitches in the ratio of 1 : 1, 2 : 1 and 4 : 1. The cutting tool, held in an adjustable holder with a micrometer dial graduated in 0.001" , was intended to be of the: "D. and D. ground-form circular type with which a new cutting edge is readily obtained by rotating the cutter." A forward-pointing curved arm was used to rotate the cutter assembly into position, the end of the arm resting on a hardened adjustable guide positioned at the front of the cross slide. The guide was formed with an angled section at one end that caused the tool to be automatically lifted clear of the job as the cut was finished. Taper threads could be generated by fitting a spring-loaded follower and setting the guide block at an angle.
Supplied as standard with each new machine was a single-speed 3-phase motor, a complete set of switchgear, an electric coolant pump, tank and associated fittings, one round collet and the necessary spanners and keys..
|
|