|
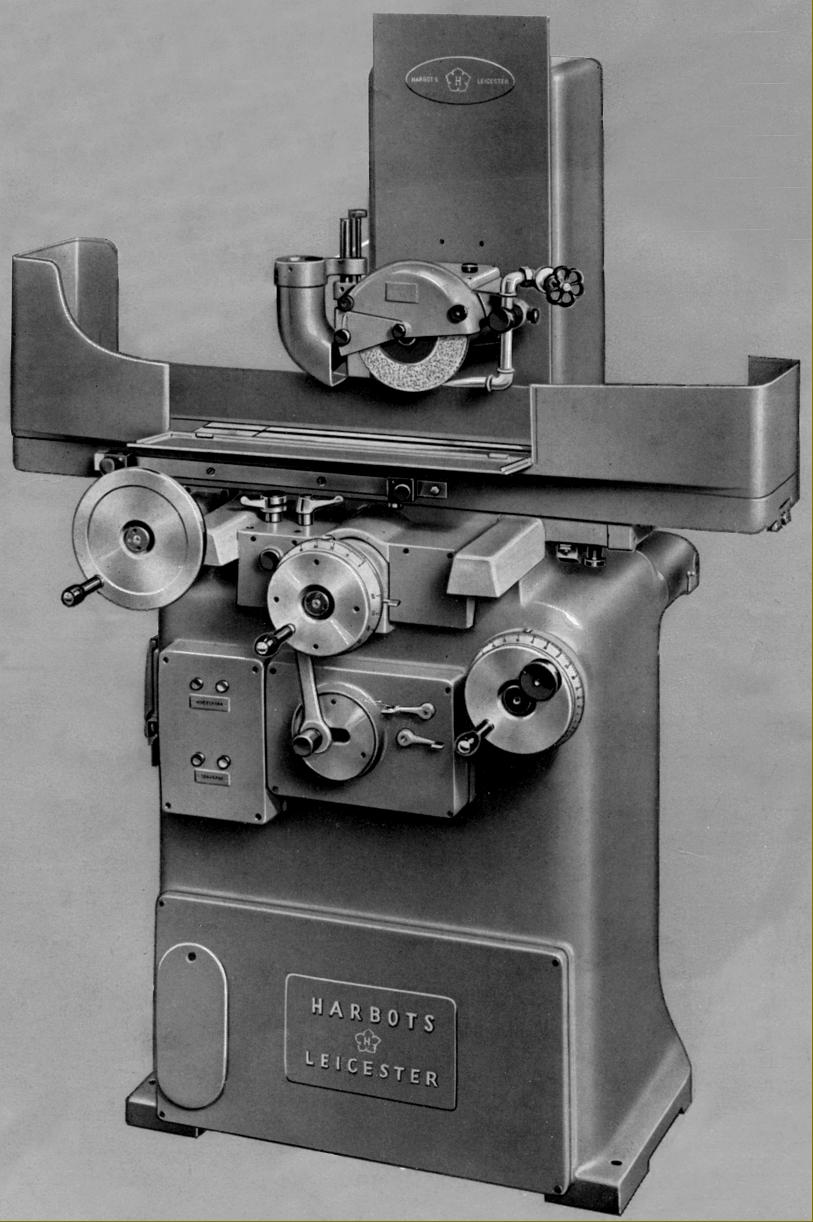
About the same size and capacity as the much better-known Jones & Shipman 540, the Harbots Model 618 surface grinder was also built in the same city of Leicester, England. Manufactured by a Company that had specialised, since the 1920s in metrology products - slip gauges and high-precision measuring equipment - the grinder was current during the 1950s and 1960s. It was offered in two versions: the 618 with full hydraulic drive to the table and powered cross feed, and the plain 618H with all hand-operated controls. In 1959 the hydraulic version was listed at £665 and the manual model at £495 - both fully equipped with motors and switchgear and ready to run from either a 1-phase or 3-phase supply to the customer's choice. Each was fitted with the same 18" x 6" table with a longitudinal travel of 19" and across of 6.75" - the hydraulic version being driven by pump motor running at 1400 r.p.m. and having infinitely variable longitudinal table feed rates that could be set from 0 to 45 feet per minute. Equipped with automatic knock-off stops the table could be set to run either to the left or right at the flick of a lever and without stopping the machine. The table ways - flat and V - were automatically pressure lubricated by filtered oil bled from the hydraulic system.
Running on two V-ways, the cross saddle was equipped with both hydraulic and hand drive with reverse available at the flick of a lever; the automatic cross-indexing rate was set by slackening a knurled ring that allowed a crank arm to be moved across its drive slot - the rate being variable from 0.002" to 0.45" per stroke at each reversal of the table's travel. Rubber-mounted within the machine base to minimise vibration, the complete hydraulic system with motor, pump and oil tank could be withdrawn as a unit for servicing.
Easily detached by releasing four bolts, the wheel head (balanced within the column by a weight) had 11 inches of vertical travel and was a self-contained unit, designed to run "just warm". Heads were assembled in a "clean room" under temperature-controlled and dust-free conditions and subjected to most rigorous testing before dispatch. When, after many years of service, attention was required, the makers recommended returning it for a rebuilt-as-new exchange unit. The head was machined on its back face with long, precision ground V-ways that ran in hardened and ground ways formed on the face of the main column. Head elevation was under the control of a front-mounted dial, the face of which had a second fine-feed rotary control that allowed for a very precise vertical setting. Inside the head was a spindle made from a nitralloy steel, heat-treated and ground all over that ran in constantly lubricated, adjustable tapered and plain bronze bearings. Power came from a special, precision balanced 1 h.p. motor housed in the base of the machine with drive by a wide, flat belt running around an arm-weighted jockey pulley that automatically ensured belt tension remained consistent as the head rose and fell.
Grinding wheels were carried on adaptors that, like others typical of the design, were intended to be removed and balanced as a unit - adjustable weights being incorporated in the wheel retaining flange. In this way, an operator could accumulate a number of different wheels, balanced and ready for immediate use, stored where they were safe from knocks and abuse.
Both dry and wet grinding attachments were available; the former consisted of a dust collecting unit with an enclosed motor, suction fan, dust separator, filter bags, clean-air outlet, exhauster, air pipe adjustable nozzle and an air filter. For wet grinding the makers supplied a tank with electric pump (and built-in wiring and switchgear), splash guards for each end of the table, a sediment settling tank, the necessary piping and an adjustable flow tap..
|
|