|
Aciera F Series precision milling machines were eventually to be built in several versions: the first, in the 1930s was the F11 followed, in 1943, by the quite different and super-precision F12; after this, in the late 1940s, came the long-lived and very popular F1 and (rare) F2 - with both designed for clock, watch and instrument work. Larger machines were the more general-purpose F3, F4 and F5 models. In addition, by the early 1970s, a limited number of production variants were also being manufactured designated F1N, F1h, F1NC, F3EC and F5NC.
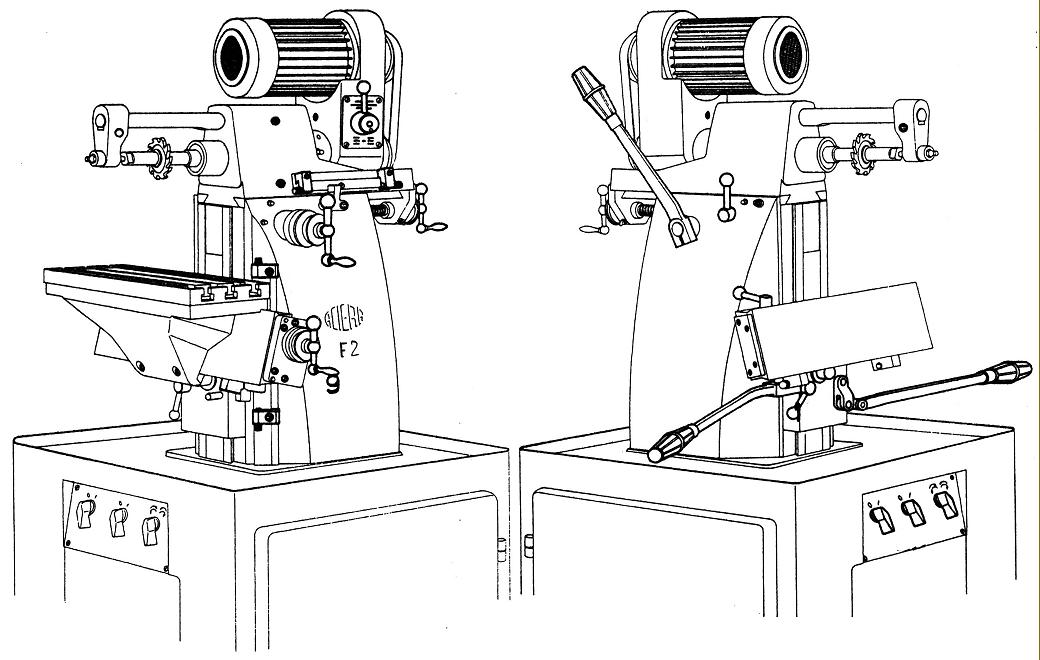
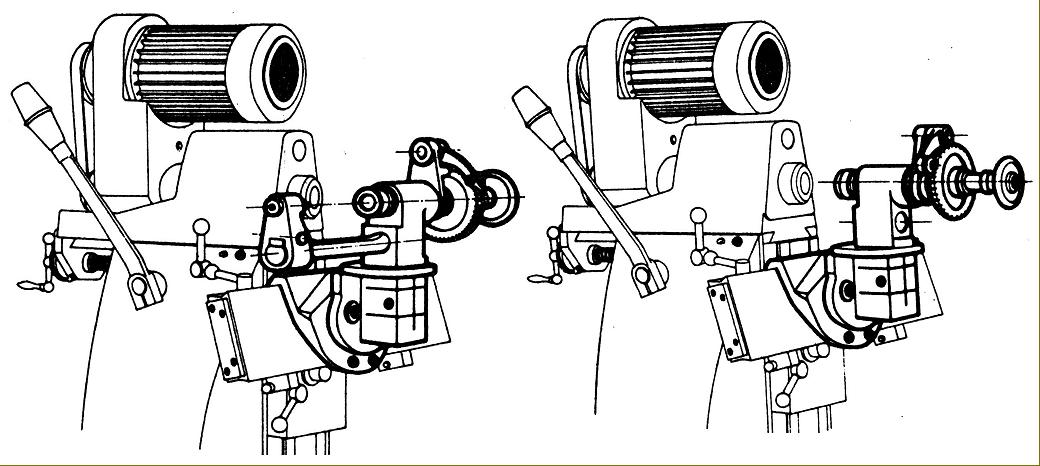
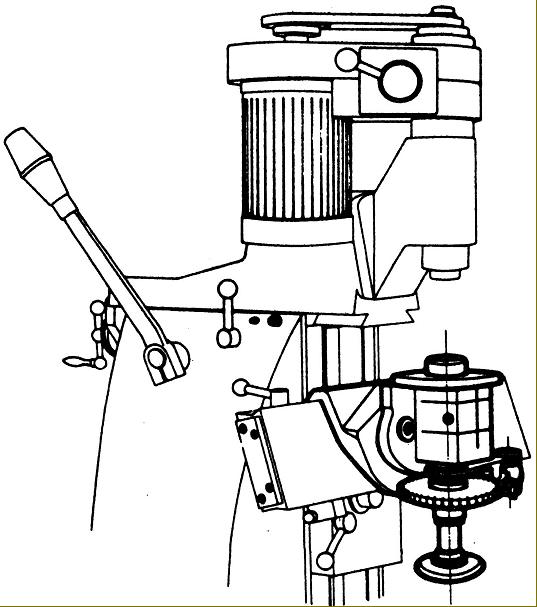
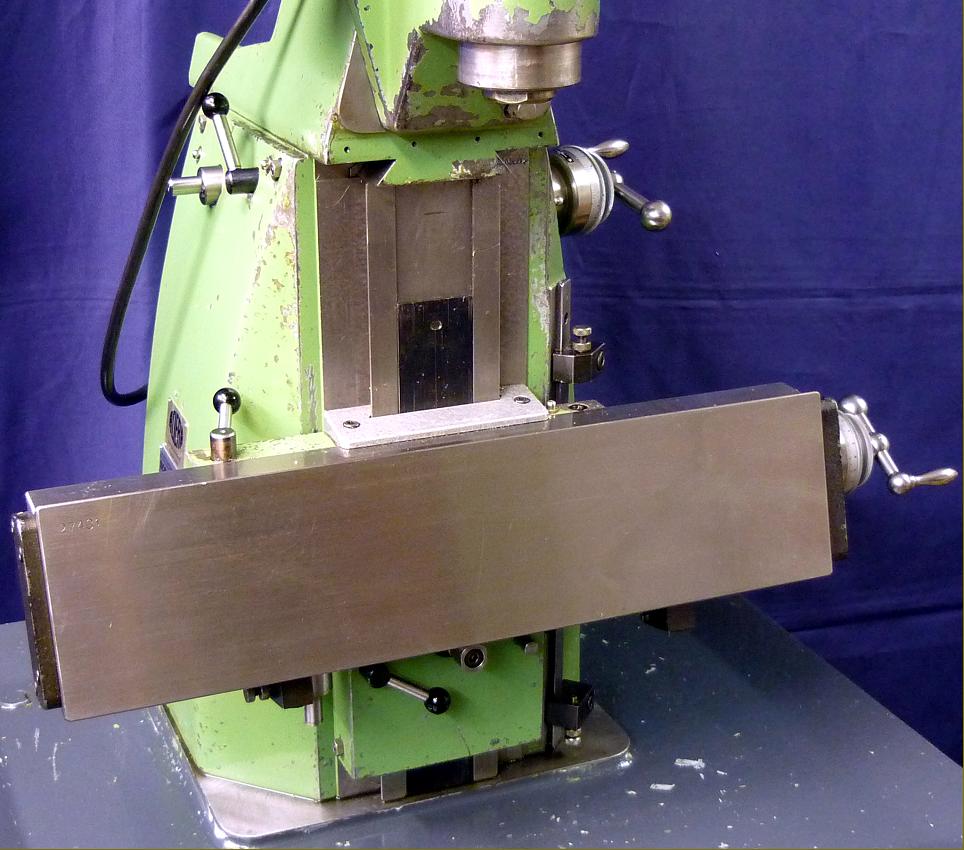
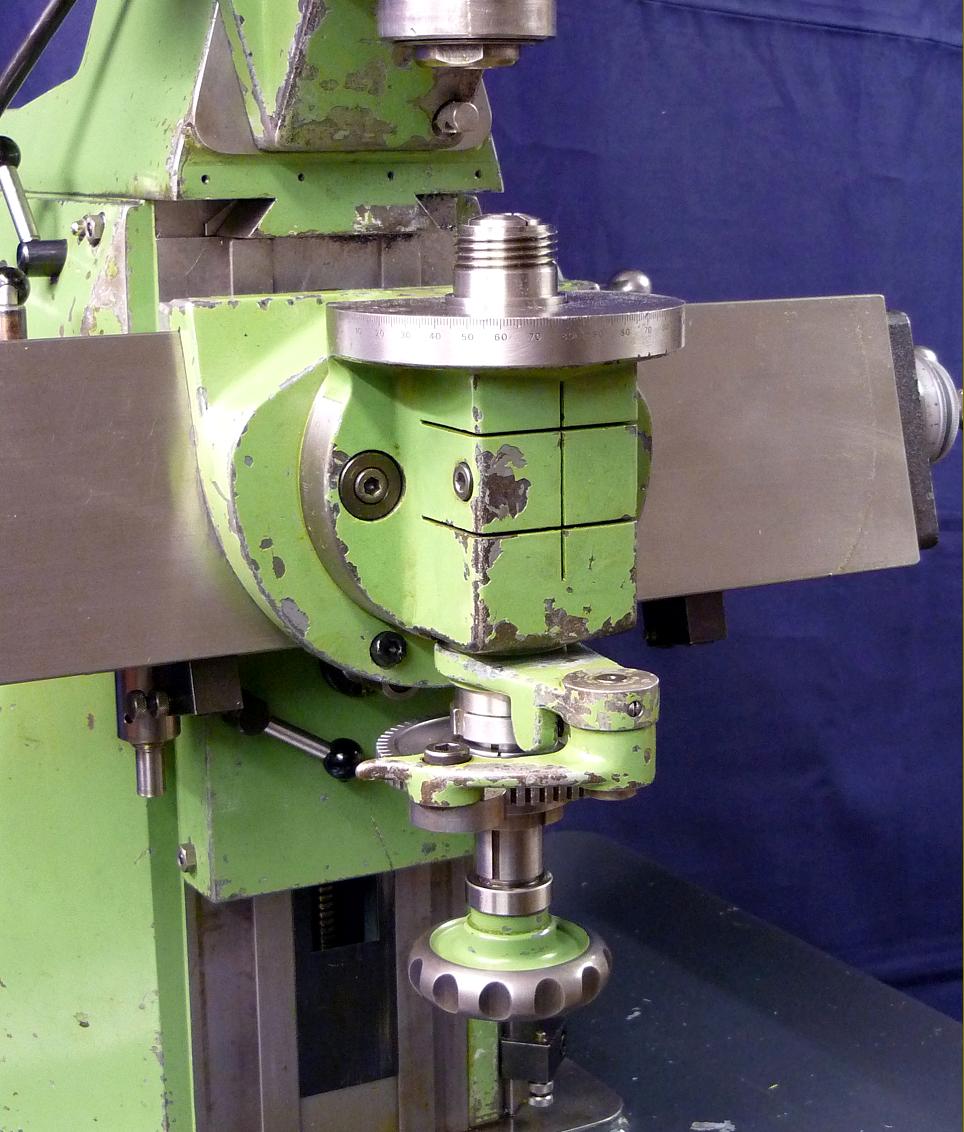
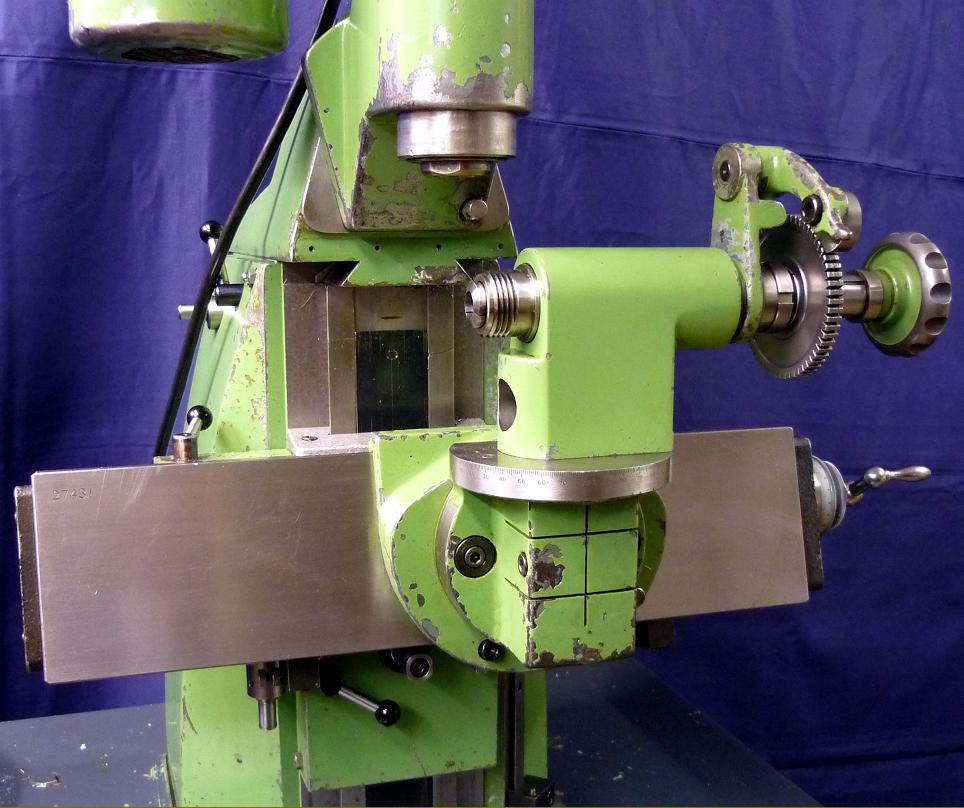
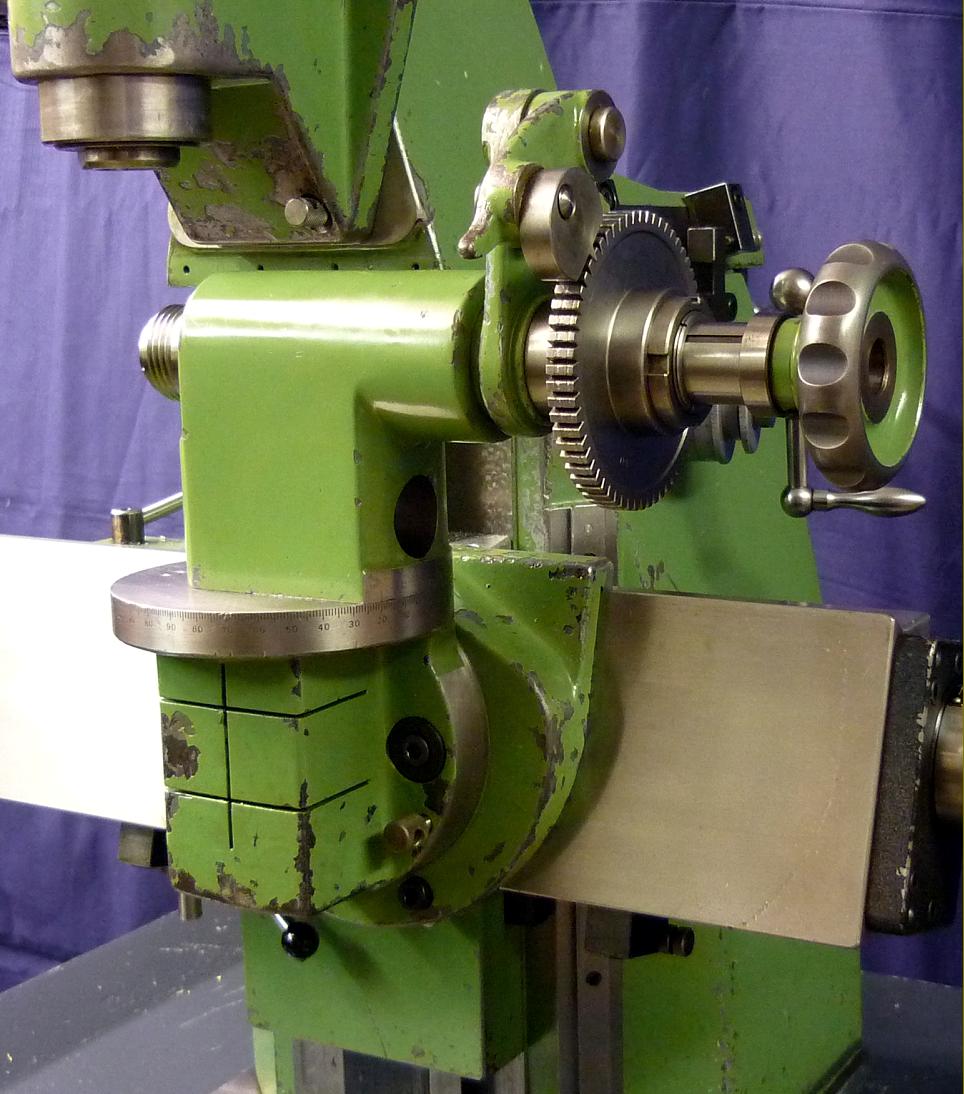
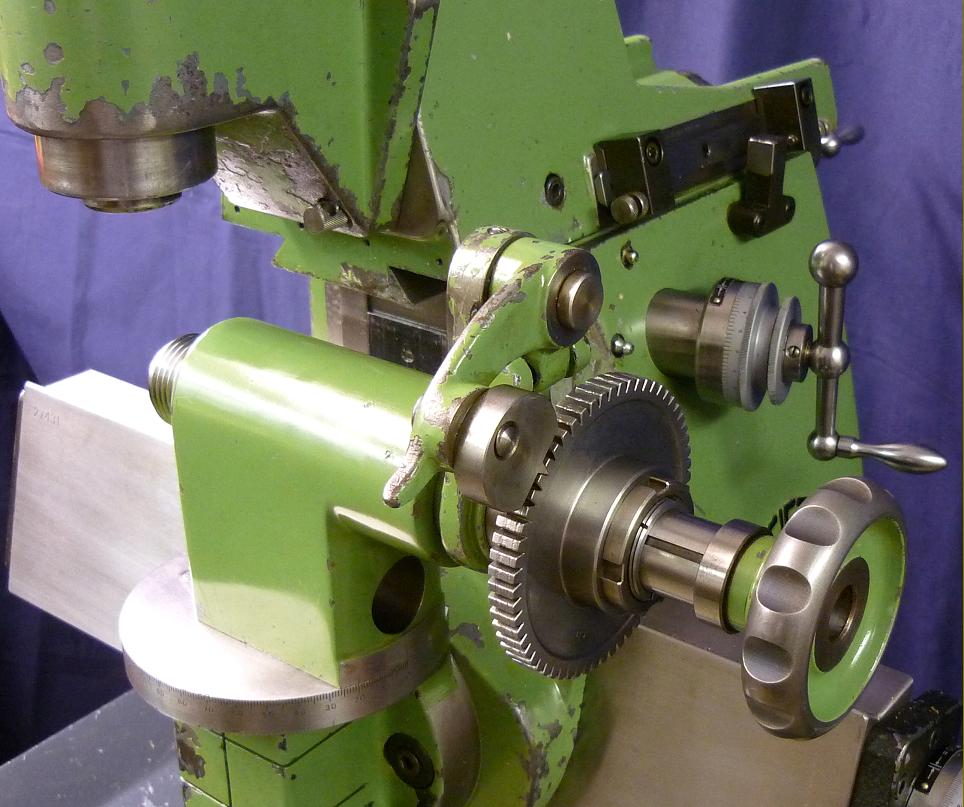
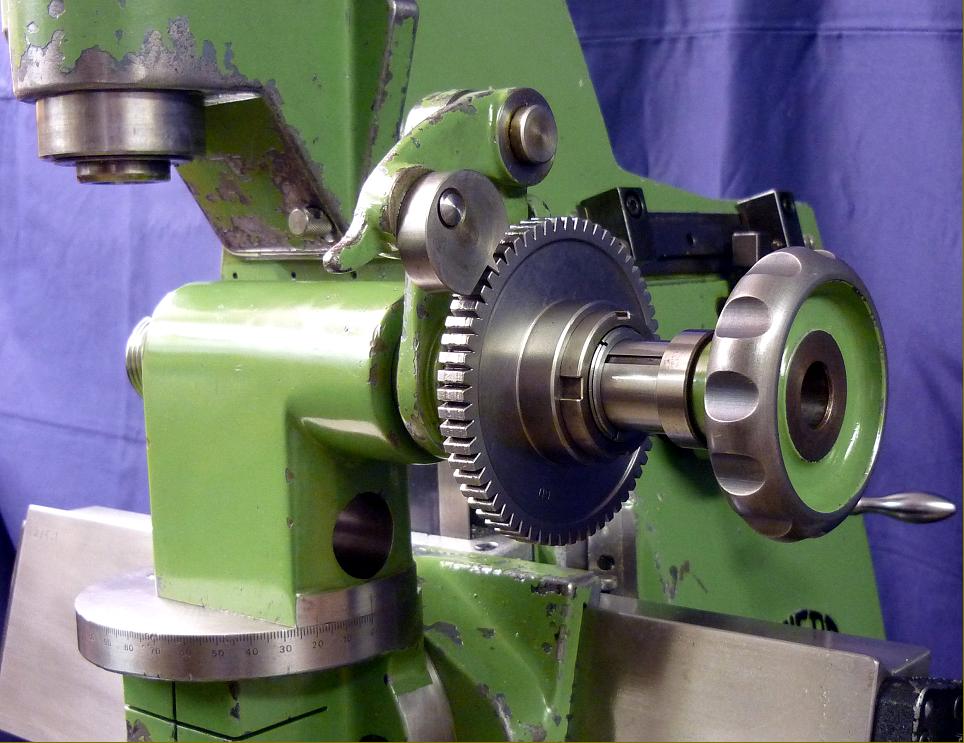
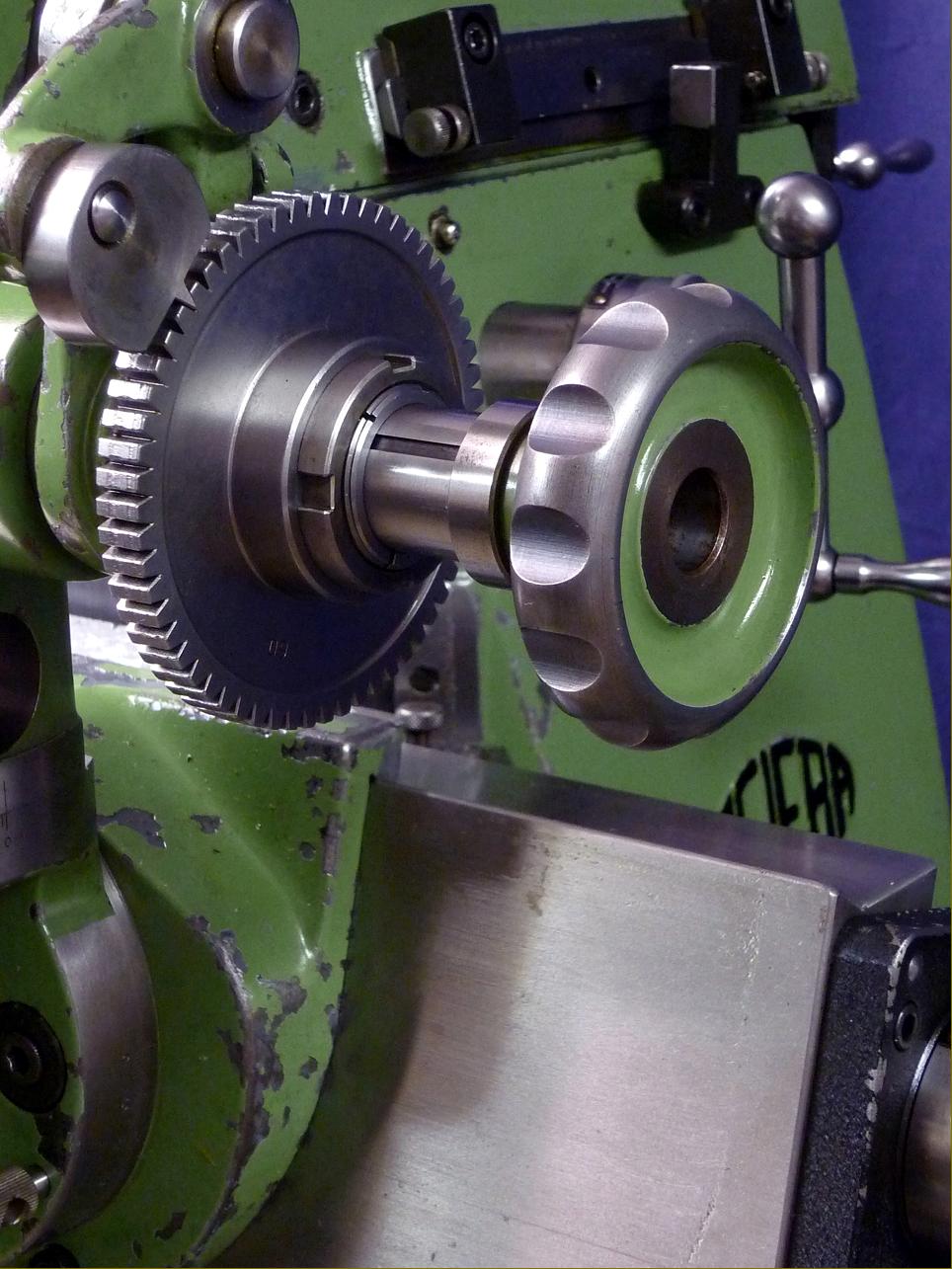
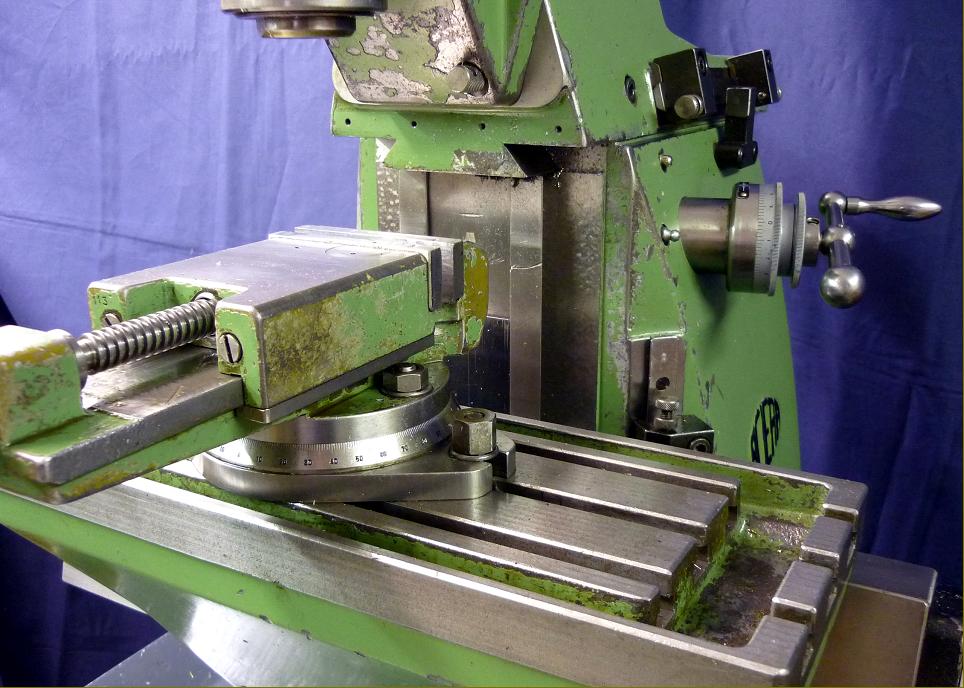
Looking like a beefed up Aciera F1 - for that's what it was - the Aciera F2 was capable of much heaver work than it smaller brother. In this it was assisted by a reduction gear incorporated in the head and a powerful, 3-phase 2800 r.p.m. motor that gave (through a smooth-running flat belt) spindle speeds of 125, 250, 500, 1000, 2000 and 4000 r.p.m. (oddly, when switching to the high-speed setting, the spindle was caused to run in the opposite direction and it was necessary to correct this by using the motor reversing switch). Thus equipped, the F2 was able to tackle a wide range of work from fine watch, instrument and clock-making jobs to the machining of resilient metals. Like all of its type, it was arranged with a ram on top of the column - adaptable to carry either horizontal or vertical milling accessories - and a front vertical knee to take a number of work-holding fittings including a plain, a 150 x 510 mm T-slotted horizontal table and a 130 mm x 450 mm universal type that could be swivelled 20° - 0 - 20° and tilted 30° - 0 - 20° each side of level. In addition, each table could be slid along its mounting through a distance of some 300 mm with the Nos. 204 and 211 swivel support brackets available on which to mount dividing and indexing attachments. One very unusual feature of the F2 was the inclination, at 15°, of the front "vertical" table surface, with the attachment of accessories being not by the usual T-slots on the front face, but by dovetail guides machined along its upper and lower edges. Able to be moved 225 mm vertically (with a 2 mm pitch feed screw) and the same distance longitudinally (with a 4 mm pitch screw) both feeds could, if required, for production work, be lever driven, . To ease the transfer from one feed system to another, each bronze feed-nut was clamped in place (by a single lever) and could be instantly released if the lever feeds were needed. Clamped to their shafts with a pinch bolts, the feed levers were quickly mounted and easily adjusted to the best working position.
With 125 mm of travel, the head ram was driven by a feed screw of 2 mm pitch, giving a particularly slow rate of advance per turn of the handle - though this slide could also be operated by a lever if required. Beautifully engraved, the micrometer dials were of a good size, satin-chrome plated and calibrated at intervals of 0.02 mm (or, on imperial machines, 0.001"). Adjustable stops were fitted to each axis of travel with the makers cautioning, rightly, to always use them to limit the absolute travel of each slide - and not rely upon the nut being allowed to run to the end of its thread. The 50 mm travel quill held a spindle in table to take collets with a 20 mm shank and cutters from 1 to 14.5 mm in diameter, A number of useful accessories were offered, including: Plain and Universal tables; the No. 203 300 mm diameter rotary table; Nos. 204 and 211 swivel support brackets; a dividing head with swivelling body; No. 344 swivel vice; No. 335 compound swivel-base vice; Nos. 221 and 222 plain and swivelling vices with mounting spigots to fir the vertical table mounting brackets; No, 341 and 344 dividing heads with the No. 342 tailstock; No. 350 co-ordinate milling attachment.
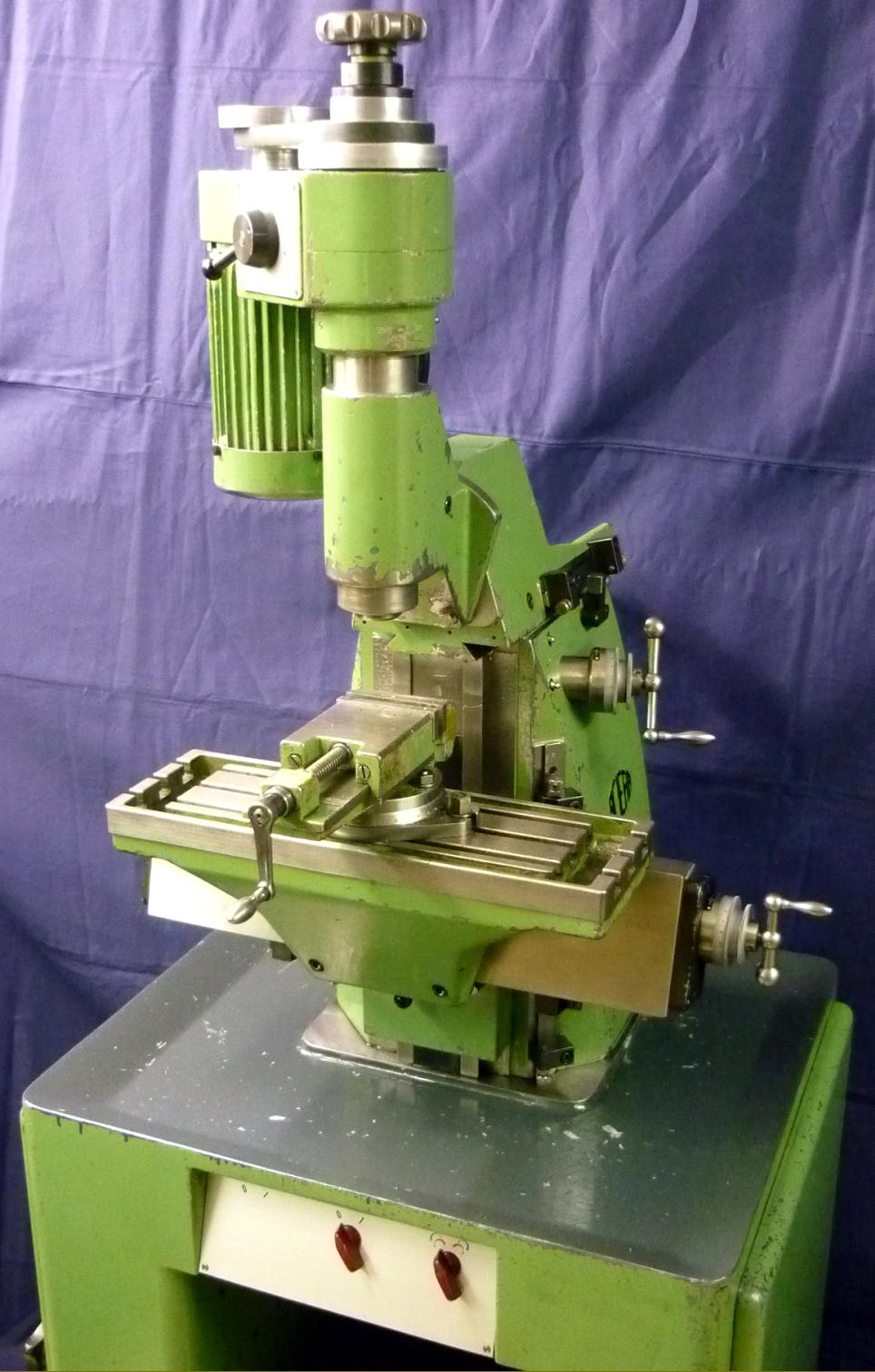
A particularly good welded sheet-metal stand was available, provided with built-in electrical controls and fitted storage for all the accessories and collets.
An owner writes:
The Aciera F2 mill was delivered by truck into my level garage where it was stored for a few days since the weather was rainy. The final destination was the workshop in my basement. So the first task was to move it there and I disassembled the mill by removing milling head, table, horizontal dovetail guide and the vertical column. All items were of substantial weight, some heavier than the whole F12 mill I had. But the pièce-de-résistance proved to be the vertical column. I had wisely remove the socket powering the spindle drive which is located on the rear of the column to sense the thickness of the casting. I measured about 10 mm thickness. So I thought I would just be able to lift it off and move it to the shop myself. This was quite a misjudgement as it finally took 4 adults to safely move the column down seven steps on a stair into the shop. The column's wall thickness turned out to be about an inch everywhere except where I had checked it! Installation in the basement went well and once connected to the 3 phase mains the mill ran again.
Since the installation I have used the mill mainly for production of Gauge 1 steam locomotives like cylinder blocks, spacers and stretchers. Most of the items are quite small therefore but must be made to narrow tolerances and a smooth finish. Achieving of both is very simple using the F2 mill. When I used a flycutter on my Chinese brand mill that I used before, then I always had to readjust the dovetail guides afterwards due to vibrations and probably bad quality cast iron. The same operation on the F2 does not impress the admittedly much heavier mill at all. Nothing had to be readjusted so far. The spindle is also very sturdy and I have still to find out the limits of the machine. In geared mode the gearbox produces some noise but is still on the acceptable side without wearing ear protection. The normal fast mode produces only an almost insignificant noise level. I was first a little bit sceptic about the flat belt driving the spindle but this also turned out to be more than man enough so far. But then most of the milling cutters I use are between 1 and maybe 14 millimetres, not more, except for the occasional usage of a Ø63 mm saw blade which is also no challenge at all. The X, Y and Z axis travel are by far big enough for all my requirements except maybe for milling loco frames. But these are usually laser cut so this is not of any importance.
The only real drawback I have encountered so far is that all accessories are of substantial weight. Vertical adjustment of the milling spindle is difficult if not impossible, even for a younger and strong person as I am. All in all I am glad to have this solid milling machine in my workshop, but I should not have sold my F12 as this machine was much handier to change over and would still be a handy complement to the F12. But with my restricted space I had to part with it..
|
|