Traub Type TD Traub Precision Bench Lathe
Now trading as Index Traub, and manufacturing a wide range of advanced CNC machine tools, this very successful company is based in Esslingen, Germany. It has a presence in 80 sites worldwide with five factories, seven international sales and service companies and an extensive retailer network.
This section of the Machine Tool Archive concentrates on Traub automatic lathes as manufactured until the advent of CNC controls in the 1970s; details of similar machines by Index can be found here
Customers for automatic lathes demanded a machine that was not only supremely accurate but also one that would run reliably for tens of thousands of hours. To meet this demand, Herman Traub was to produced, over many decades, a range of single-spindle automatic, mechanical (cam-operated) lathes of a type that, before the introduction of computer control, formed the largest single class of machine dedicated to the mass-production of high-precision small parts such as bolts, nuts, bushes, spindles, washers, handles and pins, etc. Like all of its kind, Traub lathes were of ingenious design, made from high-quality materials machined and assembled with great care by experienced and skilled craftsmen - and available with a range of accessories that extended their ability to produce novel components.
Even today, during the early decades of the 21st century, such mechanical lathes still find a use where a simple, low-cost yet high-precision solution to manufacturing needs is required. Though complex mechanisms in their own right, their inherent simplicity, ease of operation and adjustment, compact dimensions and reliability over very long production runs are hard to beat. As one experienced setter of these machines remarked: ….there is a sense of achievement and excitement when all the tools and cams are fitted and the machine timed up; and then, after a short session of adjustment, to go on and manufacture thousands of identical parts, all new and shiny.
The first versions of the "auto-lathe" came into use during the late 1800s with, subsequently, three distinct types evolving, all operated by cams and gearing: the common single-spindle turret, single-spindle sliding headstock and multi-spindle machines. All versions used the principles inherent in the early models - but with increasingly sophisticated controls, the development of ingenious accessories and ever-more reliable operation. So consistent were these lathes in their ability to produce accurate work that they could be left running for days at a time, it only being necessary to ensure that the bar-feed units were stocked and hoppers with the finished parts emptied. A metalworking teacher friend of the writer rebuilt an early model, installed it in his garage and reckoned it earned him twice his annual salary doing subcontract work.
Early automatics were used mainly in the manufacture, in great volume, of simple items such as screws, threaded studs, pins and bushes - with the smallest models able to make even the tiny fastenings used in watches. As the size, weight and rigidity of models increased, so did their ability to handle much greater sizes of bar, together with the ability to machine ever-more complex parts.
Now adapted to computer control (having abandoned cam operation), these machines and their close cousins the "Swiss Auto" are, unsurprisingly, still being built by numerous makers worldwide.
A typical Traub automatic lathe was built on a heavy and rigid base in cast iron with a coolant tank built in and the pump driven by the main motor. The headstock carried a hardened spindle running in preloaded and adjustable angular-contact bearings of the very highest quality. At the front a double-row bearing was used and at the rear a single-row.
Mounted inside the base was a 2-speed motor driving through a V-belts and a countershaft to give a range of 12 speeds. A second motor was also fitted, this being connected to a set of changewheels that drove, through a clutch-controlled worm drive, to turn the camshaft. Both motors were controlled by a common switch and contactor--but had individual overload cut-outs.
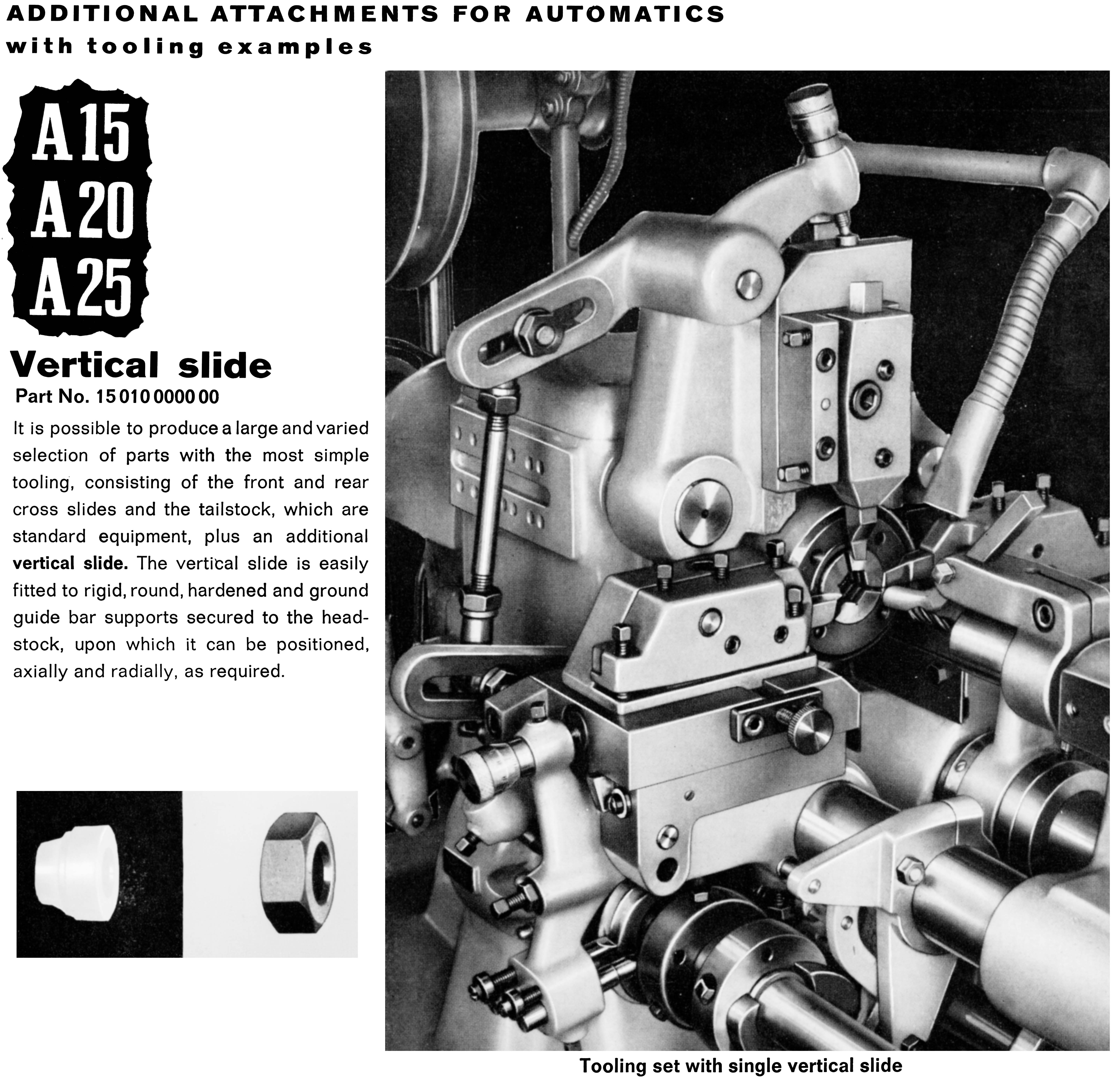
Toolholder and cut-off slides all had long V-ways with gib-strip adjustment while the former (called vertical slides by the maker) were arranged radially around the spindle nose. Normally a pair of toolholder slides were provided, though some smaller models were supplied, as standard, with just one. Each tool slide was provided with a sensitive micrometer depth adjustment and the lever-operated cut-off and longitudinal slides fitted with fine longitudinal adjustments. The cut-off and longitudinal slides had their cutting tools set in blocks that could be rocked for fine adjustment of their setting - though as an option, both circular and double and triple toolholders could be provided for the front and rear cross slides.
The tailstock slid on hardened and lapped bars and its spindle bored to accept draw-bar collets.
On most models, the stock was fed by gravity and carried in a strong-walled, front-loading tube and carried forward by a rotating piston and a live female centre..