|
Continued:
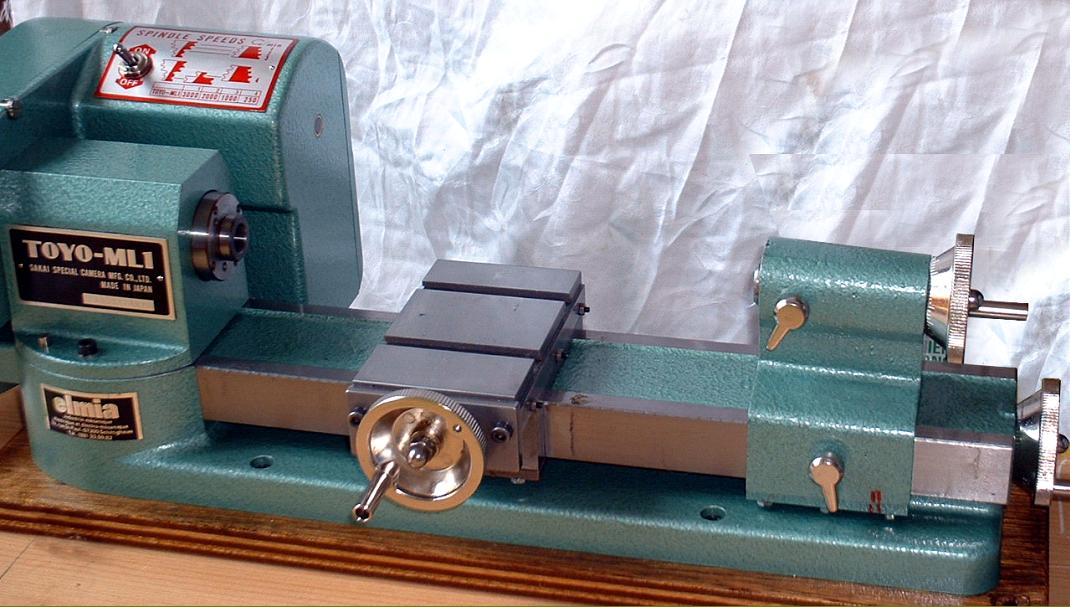
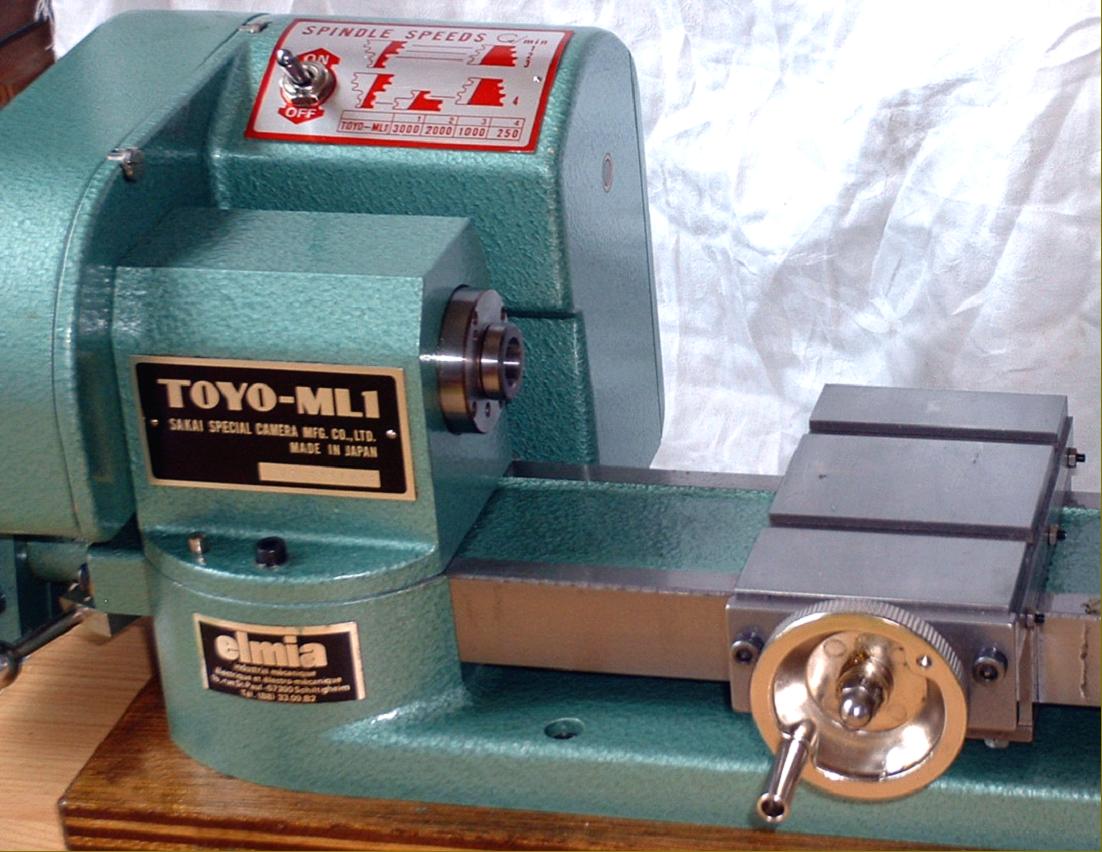
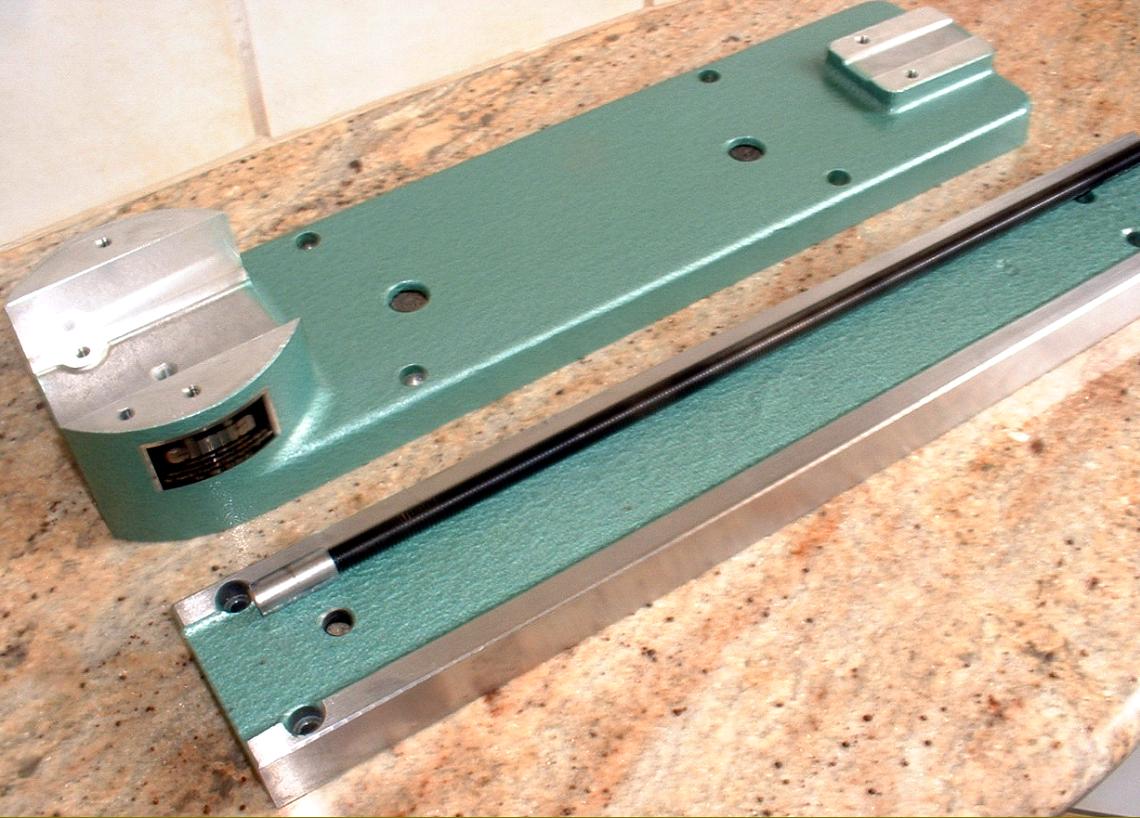
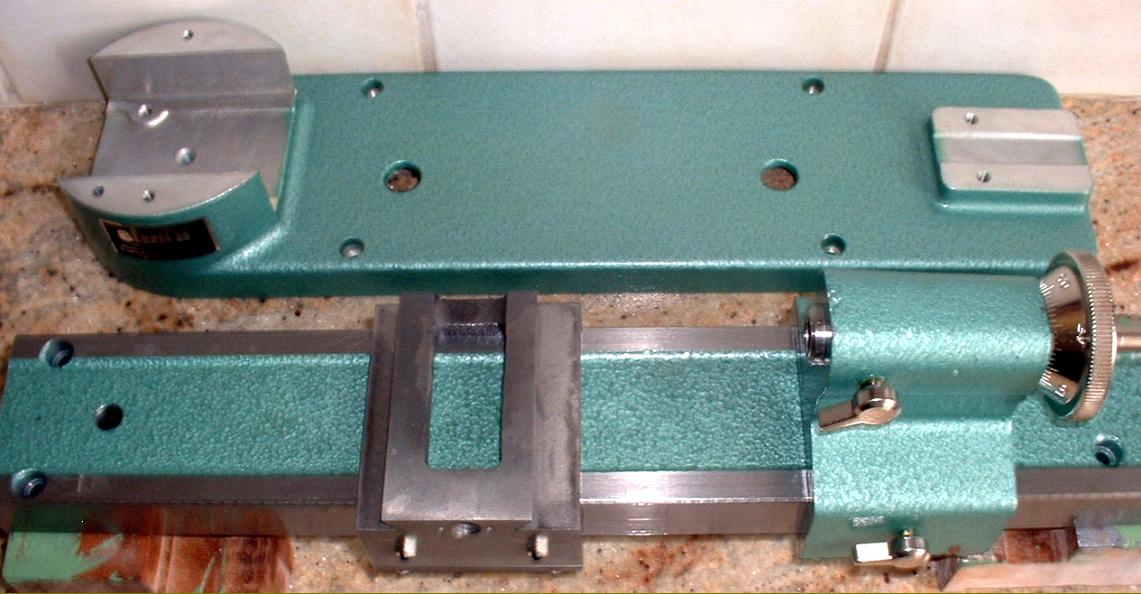
Of great interest was the arrangement of the bed and carriage: the bed, carried on a cast-iron under-plate, was machined with "vertical" square-section ways on the front and rear faces and formed the support for a carriage with aprons at both front and rear - a design that was, for its size, unique. As confirmation of the suitability of this arrangement the superb, hand-built Rolls-Royce precision lathe of 1948 used an almost identical arrangement. Because the headstock could be rotated on the bed, only a two-T-slot cross slide was fitted - there being, at first, no offer of a top slide unit, just a simple block toolpost taking 8 mm deep tools being provided. However, with the advent of the useful little ML210 lathe the slide from this was offered as an option under Part Number 3017. Although the cross slide travel, at 65 mm, was very reasonable, the makers neglected to use the old trick of increasing this (and thus making it more useful when a milling slide was fitted) by the simple expedient of using a cantilevered feed-screw support bracket instead of the simple flat-plate type fitted. One revolution of the handwheel advanced the slide 1.5 mm.
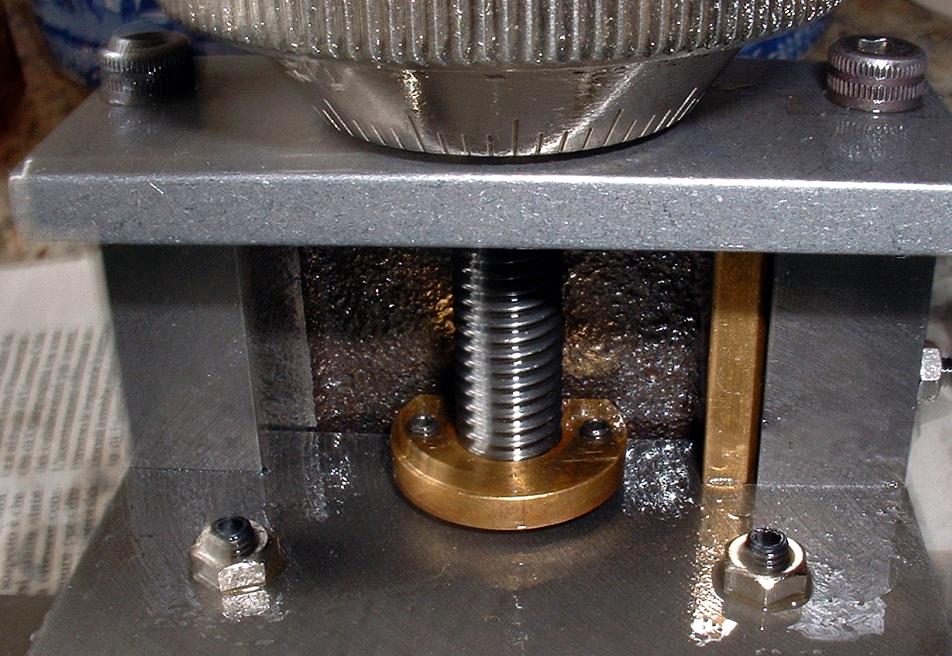
Unlike most contemporary precision lathes of its size and type (which tended to use just a simple, watch-lathe type bolt-on compound slide assembly with a long-travel top slide) the ML1 was able to drive its saddle along the bed. Not only could this be done with a graduated handwheel at the tailstock end of the bed (the travel was 250 mm) but also under power, through a train of gears connected to a leadscrew that ran down the centre line of the bed. However, in this respect it was not alone, the tiny American ManSon hobby lathe of the 1940s managed the same feat on an even smaller scale. With the leadscrew passing down the centre of the bed the carriage attachment point was arranged to be directly under the toolpost, so ensuring as near a straight-line pull as possible - rather in the manner of, amongst others, the toolroom-class Boley L Series lathes
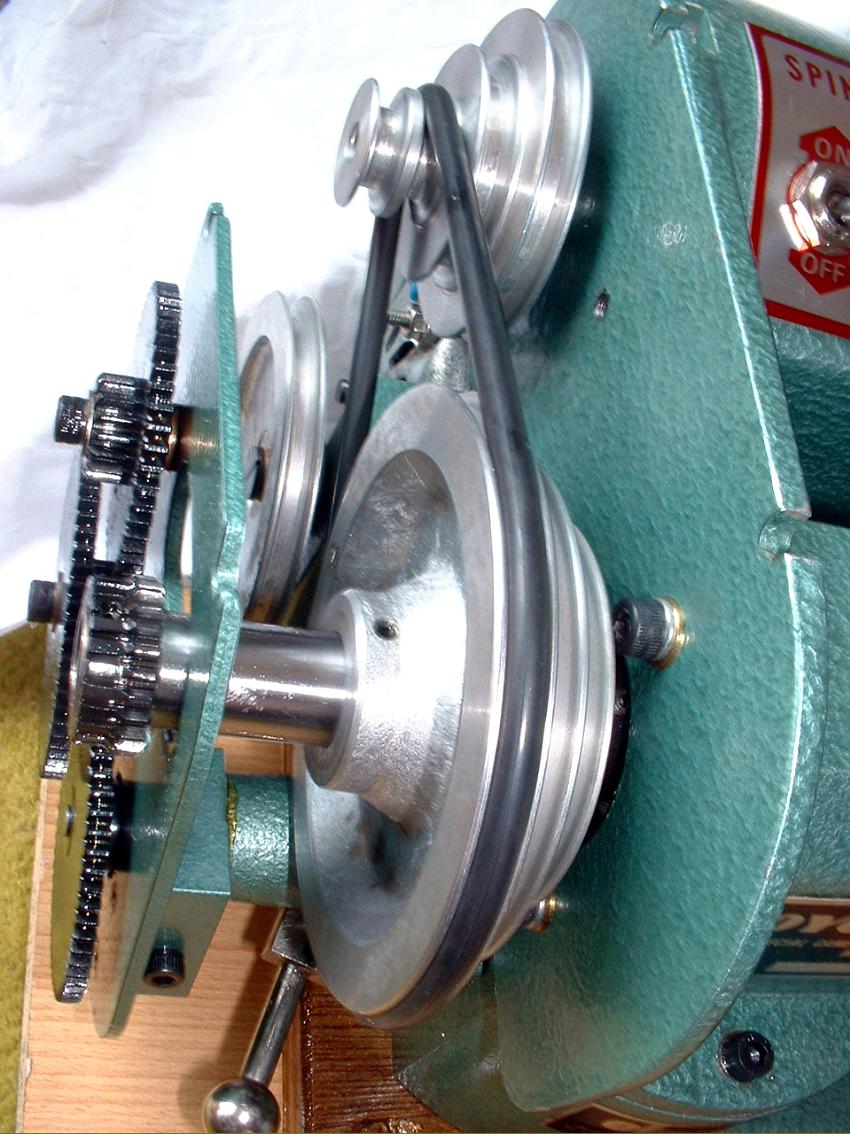
Available as an optional-extra, the changewheel set was mounted inside an enclosure carried by the outer face of the leadscrew's dog-clutch assembly. Although the gear were able to generate a useful range of pitches - 0.25, 0.3, 0.35, 0.4, 0.5, 0.6, 0.7, 0.75, 0,8, 0.9, 1.0, 1.25 and 1.5 mm - the relatively high bottom speed of 250 r.p.m. made screwcutting rather an awkward proposition. However, in mitigation, it must be said that the surface finish of the very small diameter threads likely to be generated would have benefited from such revolutions. The gears could also be arranged in various compound settings to give different rates of fine sliding feed and their housing ensured that no lubricant was splashed onto the drive belts or contaminating the operator's hands as he changed speeds.
Of conventional design - but with guidance ways at both front and rear - the No. 1 Morse taper tailstock had a 38-mm travel barrel with its handwheel engraved (or most likely rolled) with a micrometer scale graduated at intervals of 0.025 mm. One turn of the handwheel advanced the barrel 1.5 mm.
Over a long production run only minor changes were made to the ML1, one of which was the use of parallel instead of taper-face micrometer dials and the use of a chrome rather than natural finish. Another version of the ML1 was also made, the ML2. Fitted with a 250 mm diameter faceplate, and having three speeds of 100, 300 and 500 r.p.m., this was intended for large-diameter facing work but sales must have been few and the model is rare - most clock, watch and instrument makers already having larger lathes in their workshop.
Despite being a genuine precision lathe, with a number of advanced and ingenious features, models of all years were finished in an unfortunate choice of paint - a cheap-looking green "Hammerite" - that would have been more at home coating one of the early, casually-assembled and badly-made Taiwanese lathes made for the amateur market in the early 1970s.
A friend of the writer's bought a new ML1 in the early 1970s and, after changing the micrometer dials for a set of larger, finely-engraved and chemically blackened units, spent many years turning out tiny experimental jobs under sub-contract to the aerospace division of Rolls Royce..
|
|