|
|
|
|
|
|
email: tony@lathes.co.uk
Home Machine Tool Archive Machine-tools Sale & Wanted
Machine Tool Manuals Catalogues Belts Books Accessories
lathes.co.uk
Startrite Belt-driven Drilling Machines
Bantam, Speedway, Mercury and "SD"
Page 2 Mercury Drills
Startrite EFI Geared-head Drill Startrite Bandsaws Startrite Manuals
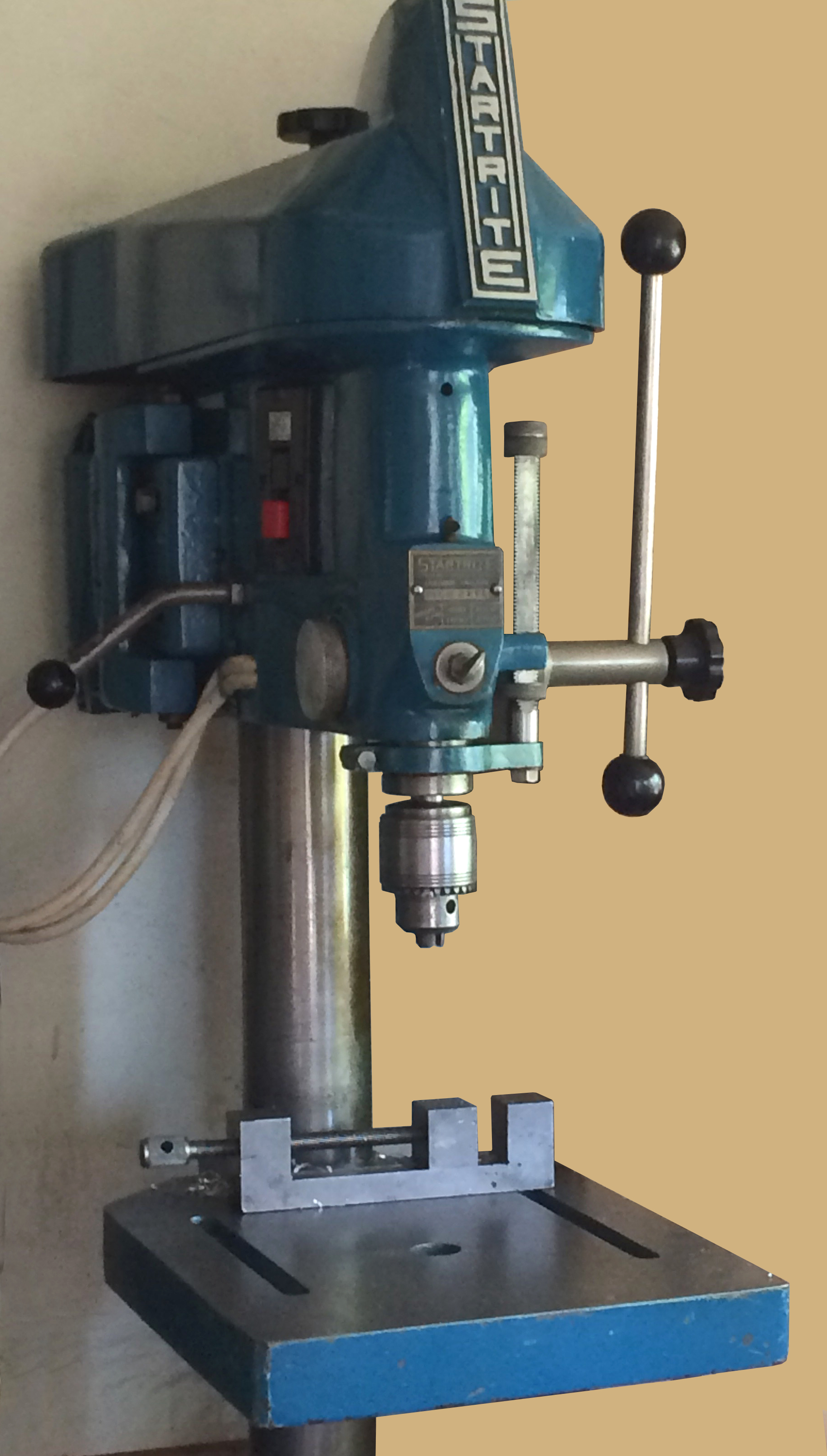
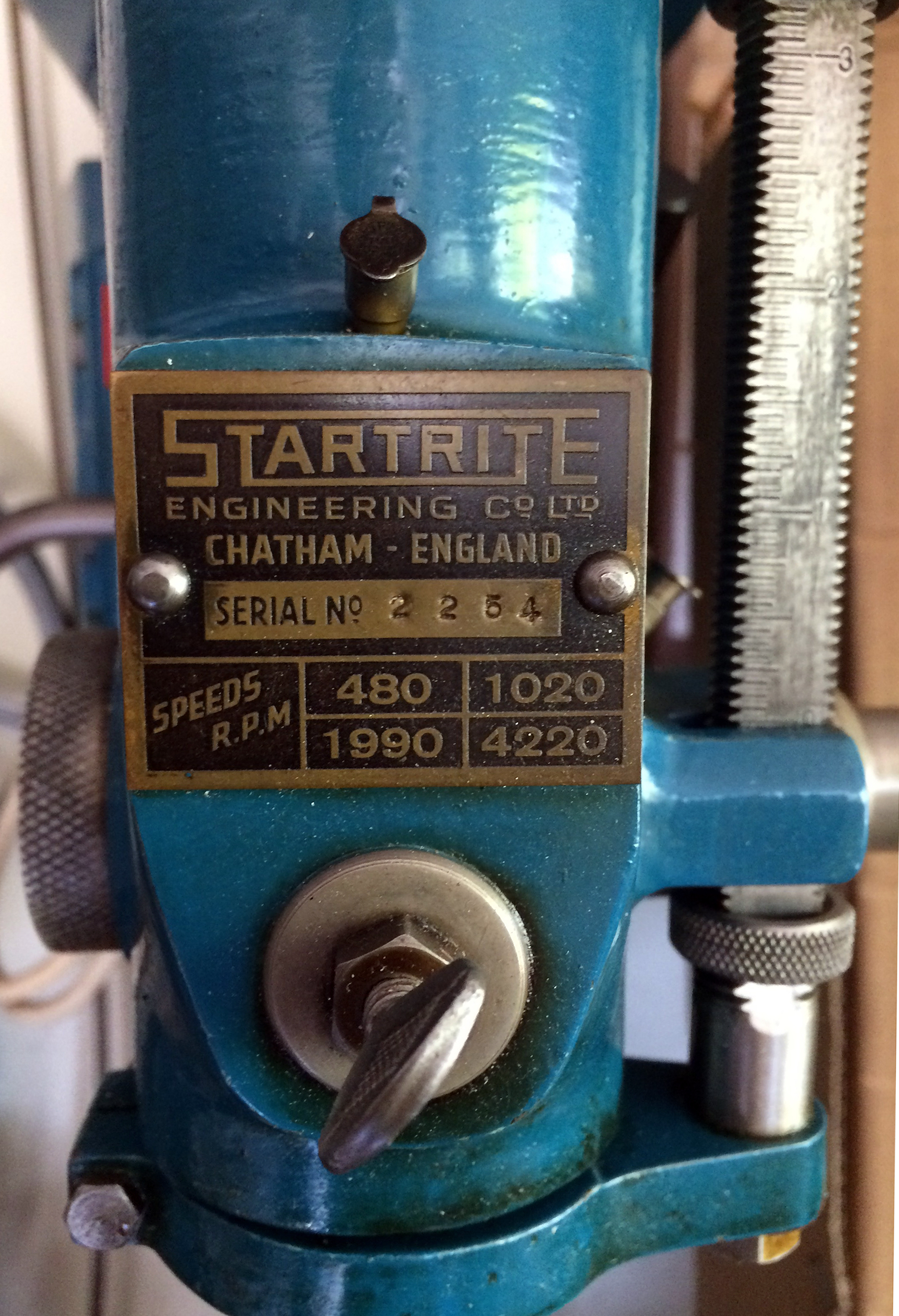
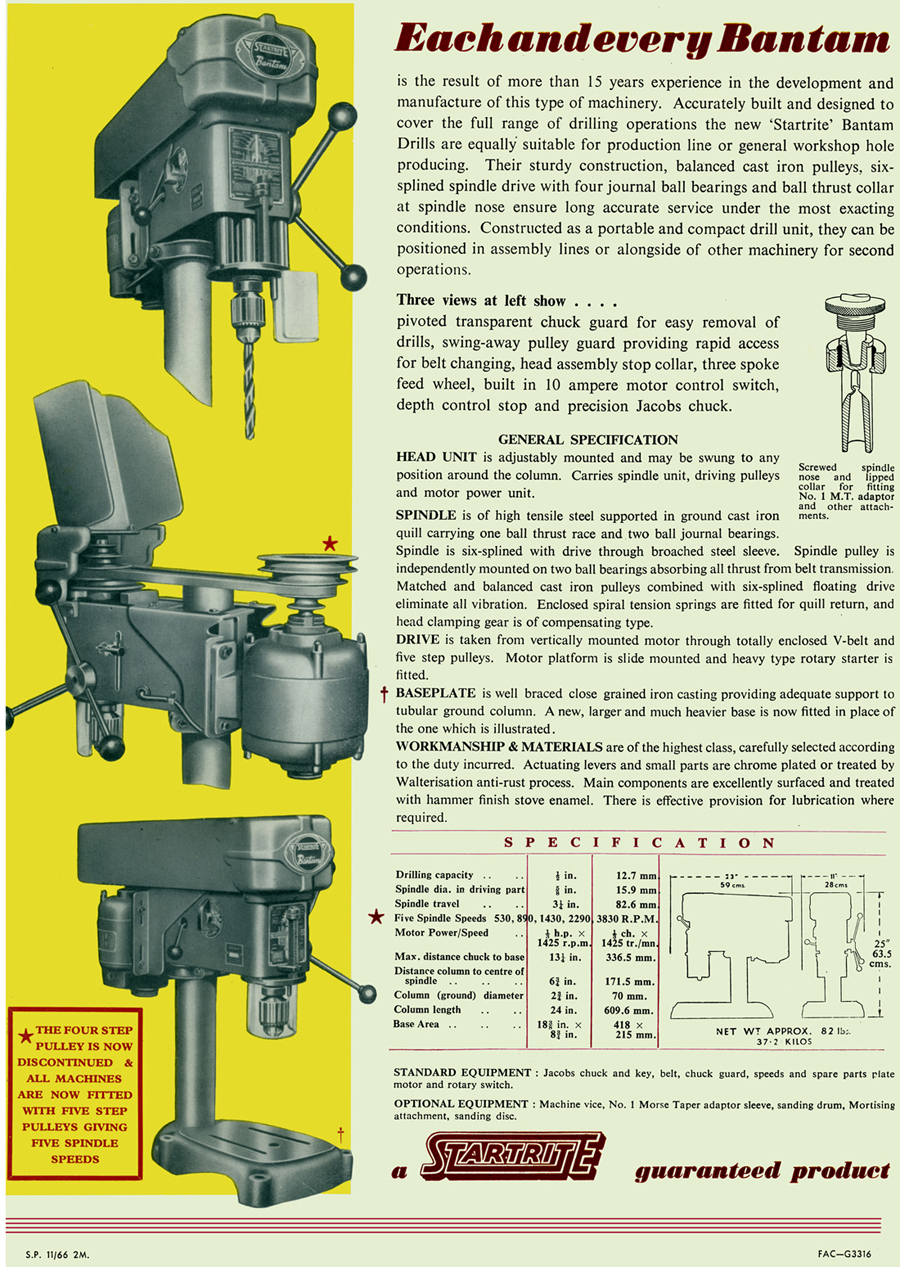
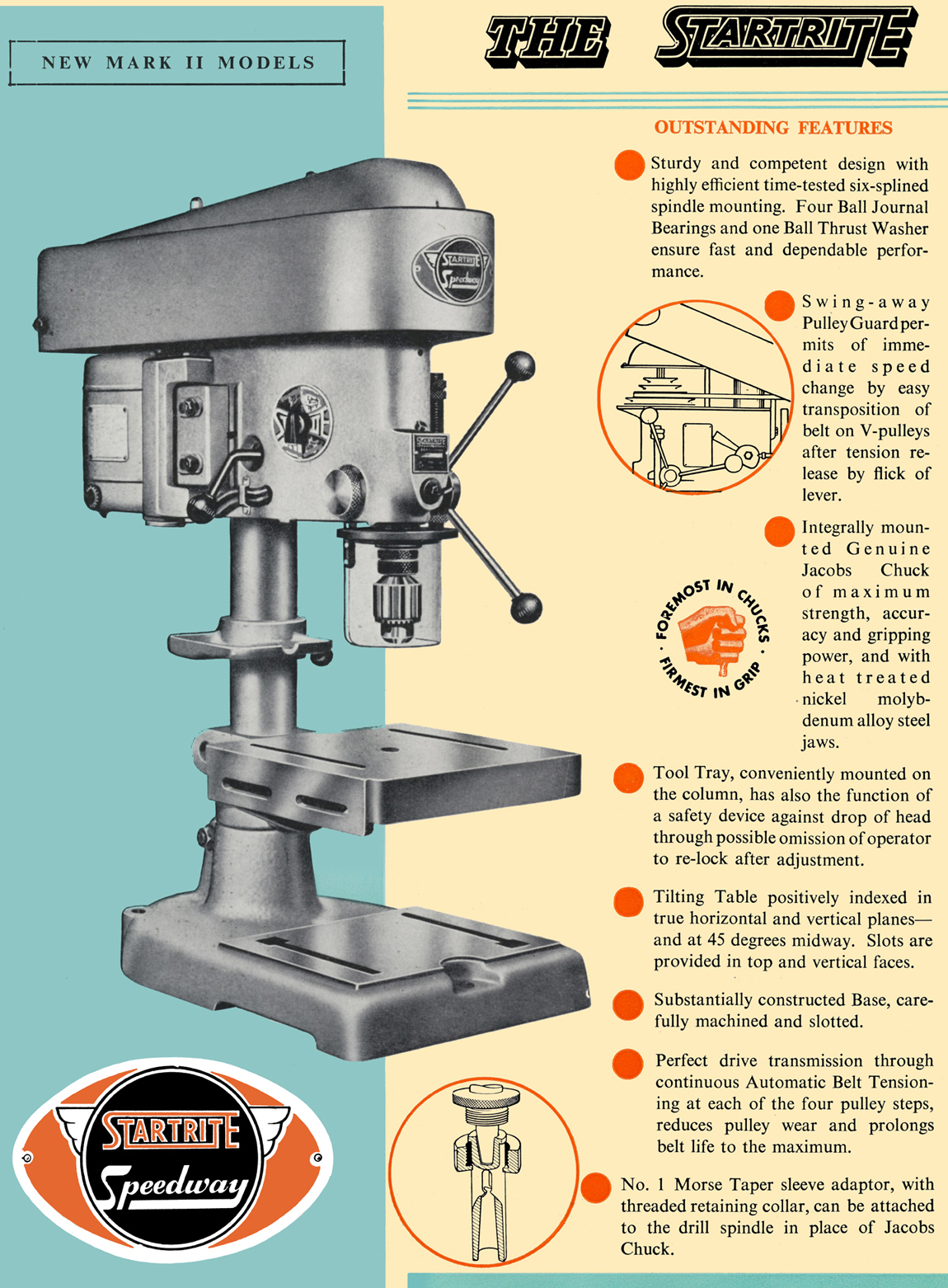
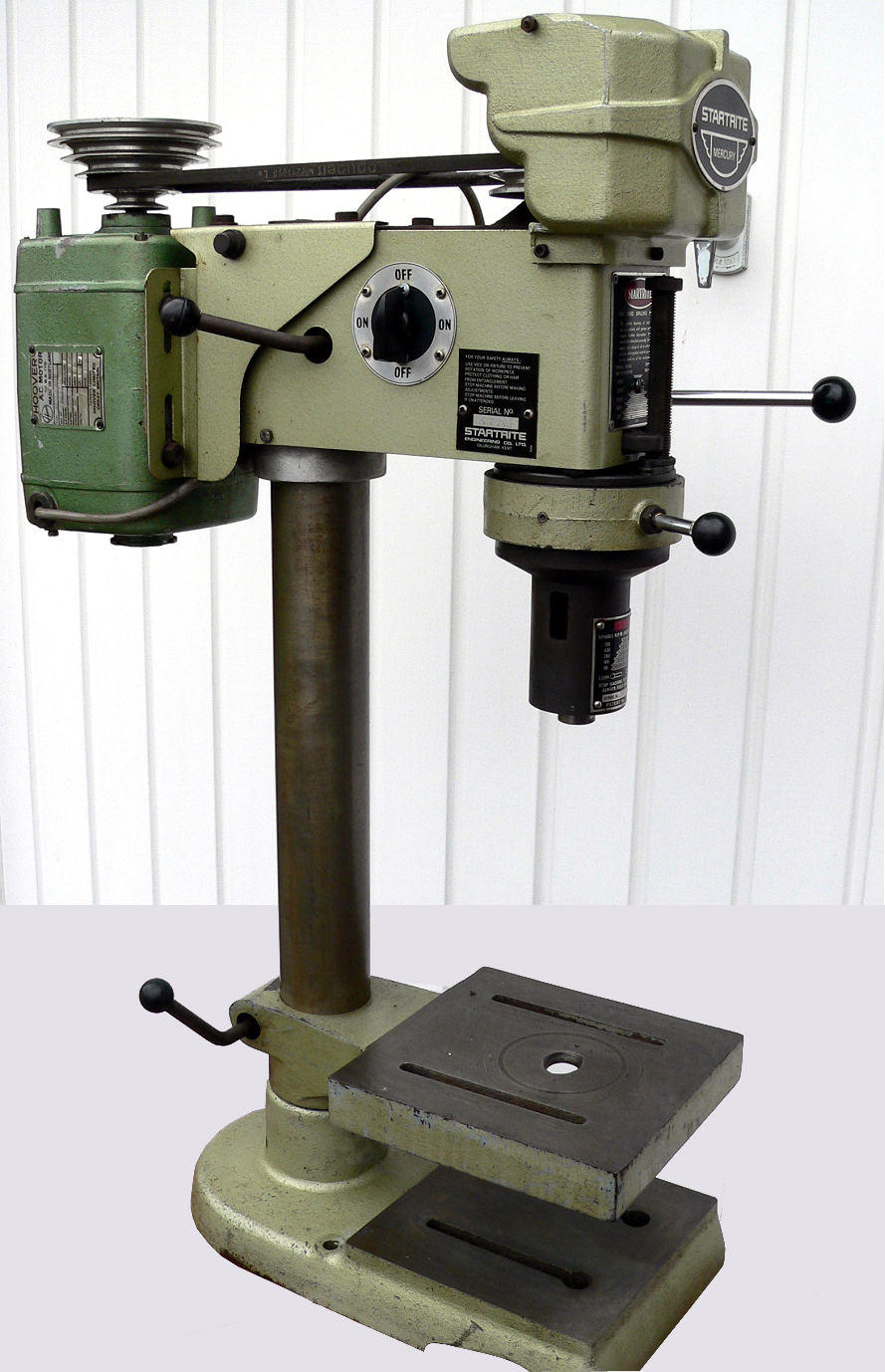
Startrite drilling machines (drill presses) were manufactured from the early 1950s, the original model, of which few details survive, having a most distinctive cast belt cover with the word "Startrite" arranged in a tall, narrow band down its front face. Four speeds were available, all set rather on the high side as standard at 480, 1020, 1990 and 4220 r.p.m. However, it is believed that the makers offered an alternative, slower set, more suitable for general metal working. Far more common than the "vertical-name model" - for many thousands must have been sold - are the "Bantam", "Mercury" and "Speedway", though the latter, a more expensive model, appears to have had a shorter production run of, perhaps, ten years that started in the late 1950s. Sold as standard with just a foot plate and lacking a rise-and-fall table, the cheapest model, the Bantam had - apart from its slightly shorter 2.75-inch diameter ground steel column - an otherwise identical mechanical specification to the more expensive Mercury. The simple Bantam was not alone in the market place, with other manufacturers also listing similar, low-cost drills to a basic specification - usually starting during the late 1940s and continuing into the 1950s - examples being the aptly named "Junior" by both Progress and Kerry. One unusual aspect of both the Bantam and Mercury was the availability of a spindle nose-piece adapter formed with a No. 1 Morse taper - the unit being held in place by the threaded ring employed holding the standard-t, 1/2" chuck onto its short J33 taper. While having any sort of screw-on extension on the nose of a drill is something of a drawback on the bench models with their limited clearances between spindle and taper, on the pillar versions it made some sense in allowing stocks of No. Morse taper drills to be pressed into service. At the time, the only makers known to have been producing such a combined screw-and-taper retained chuck were two American companies Jacobs (with their Type 34-33C) and Supreme - together with one German, Rohn. The advantage of the system was that it provided a quick way of mounting other than drill bits in place, for example, sanding drums and router bits and, should the drill have been pressed into use for light milling, it ensured that the chuck would not (under the sideways forces encountered) work off its taper and ruin the job. Although, if a replacement chuck with the threaded section is not available, an ordinary one can be used, though as the J33 taper does not have a good reputation it may be that a solution can be found by carefully lapping it on with a fine grinding paste - followed by a thorough cleaning and degreasing and a sharp blow with a copper-face hammer to locate it. Failing that, a forever-and-forever grade of Loctit, say a 638, should work - or, in a final act of desperation, drilling up through the chuck body into the end of the spindle, the hole so formed being tapped with a thread and the chuck bolted on.
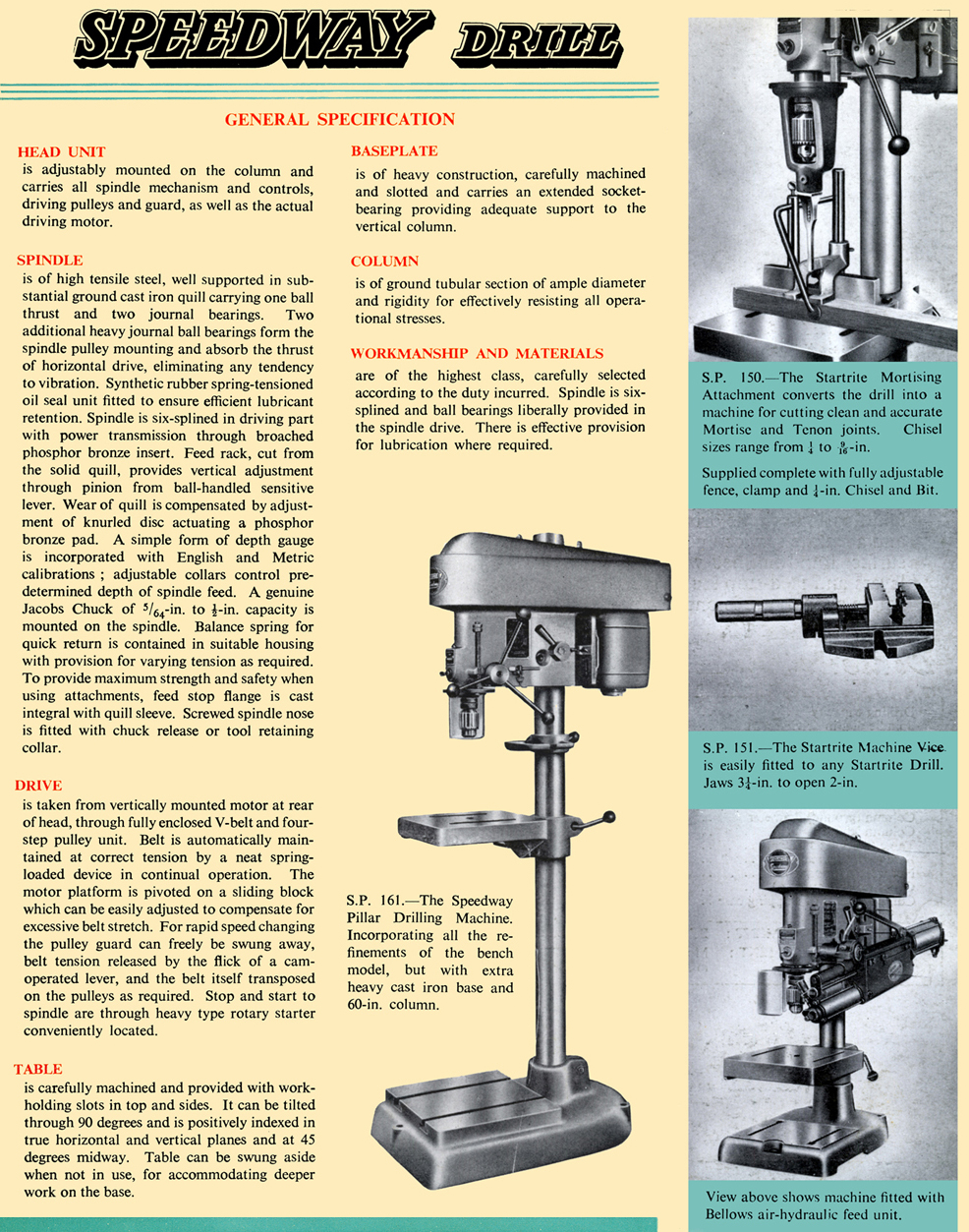
Both the Bantam and Mercury, each available as a bench or pillar model, were well constricted and enjoyed a decent mechanical specification - this including a 6-spline spindle than ran in a pair of ball races at the bottom and a single thrust race at the top. Unlike the drills from many competitors, the Startrite had a proper spring-loaded oil seal at the bottom of the quill While it appears that all versions of the Mercury pillar models used a 60-inch long, 2-75-inch diameter ground-finished steel tube, the Speedway had the option of a heavy-duty, pedestal base in cast iron with two T-slots, a shortened tube being socketed into it - this arrangement later becoming part of the standard specification as the revised 4-speed Models SP.161 and 8-speed SP.161/8.
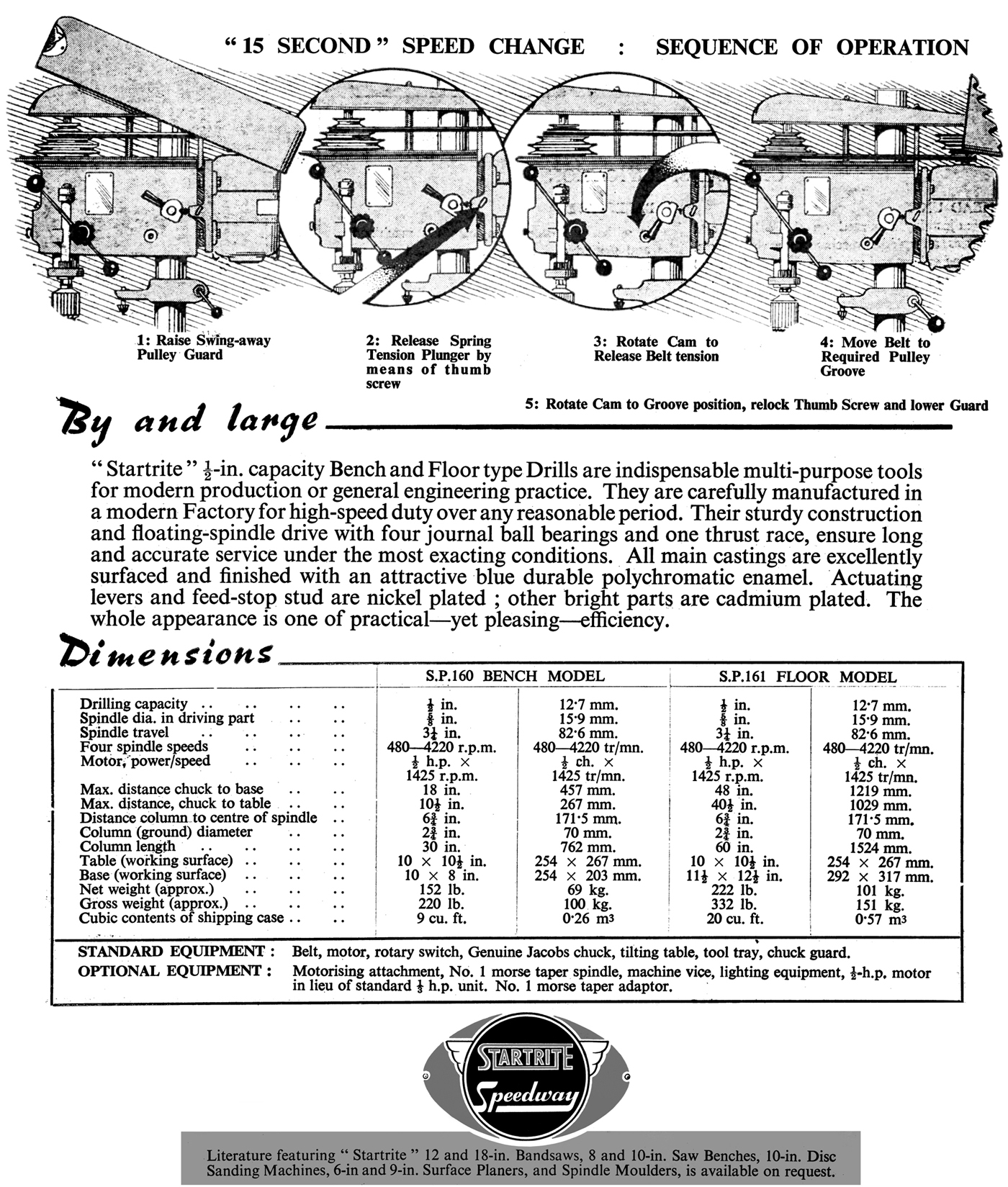
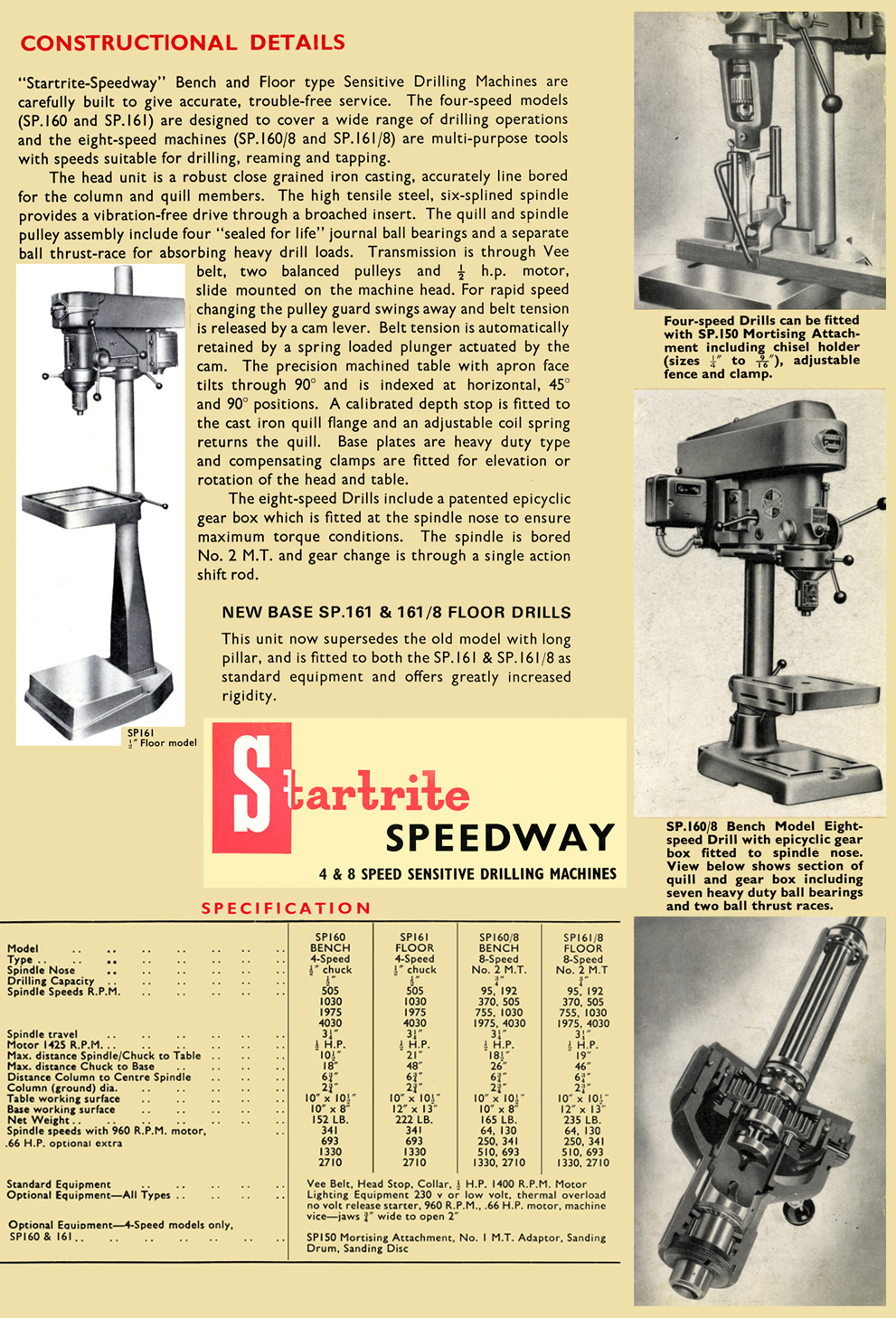
Early models of the Bantam, Mercury and Speedway all had four spindle speeds, an A-section V-belt running over balanced pulleys in cast iron guarded by an easily-opened, front-hinged cover. Driven by a 1425 r.p.m. 0.5 h.p. motor, the speeds provided were set rather on the high side for general metal-working use, being 530, 890, 1840 and 3840 r.p.m. - however, in a woodworking shop they would have been almost ideal. Later versions of the Bantam and Mercury (thought not the Speedway, that was always a 4-speed) were somewhat improved by the availability of five speeds, though the range - 530, 890, 1430, 2290 and 3840 r.p.m. - did nothing of course to address the problem of the speeds being too fast. However, salvation was possible by specifying - at an additional £6 : 10s : 0d - a 950 r.p.m. 0.66 h.p. single or three-phase motor, in which case the revolutions fell to a more manageable 350, 890, 1430, 2290 and 3830 r.p.m. However, a much more important development was the introduction of a compact, epicyclic speed-reducing gearbox built around the spindle nose. This unit, offered as an extra on all models, doubled the number of speeds that, when driven by a standard 1425 r.p.m. motor, became a much more useful: 95, 192, 370, 505, 755, 1030, 1975 and 4030 r.p.m. on the 5-speed models and 95, 192, 370, 505, 755,1030, 1975 and 4030 r.p.m. on the 4-speed. Drills fitted with the speed-reduction gearbox also appear to have come, as standard, with two modifications: a No. 2 Morse taper spindle (the J33 taper fitting being abandoned) and the bench model fitted with a 40-inch long column rather than the 30-inch of the standard model - this being to restore the spindle nose-to-table clearance reduced by the length of the gearbox housing.
One unusual fitting on the Mercury was the use of two coil extension springs to return the quill - the Speedway using the more normally-fitted clock type. While getting the correct clock spring for an old drill can be difficult, coil extension springs can be bought off the shelf, in a variety of sizes, at very low cost.
Prices of the bench drills in the mid 1960s when fitted 3-phase motors were £44 : 15s : 0d for a Mercury and £64 : 15s : 0d for a Speedway. A floor-standing Mercury cost an additional £6 while the Speedway, with its much heavier twin T-slot floor base was an extra £10. If the epicyclic gearbox was fitted, giving a range of eight or ten speeds, the invoice would have shown an additional charge of between £26 and £30 : 15s : 0d depending upon the particular model - a considerable increase. The option of a single-phase motor added an extra £2 : 10s : 0d and a DC type £14 : 0s : 0d - the result being that the most expensive drill it was possible to specify would have been a pillar-type Speedway at £117 : 10s : 0d - rather more than twice the monthly salary of a then newly-qualified teacher….
|
|
|
|