|
Sheldon was based, originally, at 4258 North Knox Avenue, Chicago, USA, and made a range of machine tools including millers, shapers and lathes using their own as well as "Sebastian" branding. From the 1940s until the late 1970s, the Sheldon name was used exclusively on the Company's smaller lathes which, during the 1950s, was consolidated into the following types:
10.125" swing (Series L and XL) with 3/4" collet capacity
10.125" swing (Series XL) with 1" collet capacity
11.25" swing (Series S) with 1" collet capacity
13.125" swing (Series M) with 1" collet capacity
The letters "E" or "U" before the Series letter indicated the type of drive system fitted (see below), whilst numerals after a Series letter showed the bed length. The letters "P" or "B" after the bed length told whether the lathe was mounted on a simple, but heavy cast-iron pedestal stand, or a full cabinet with an integral chip tray while Q indicated the fitment of a "quick-change" (i.e. Norton-type) screwcutting and feeds gearbox in place of changewheels.
From the early 1950s onwards, the entire range of Sheldon lathes was available with not only ordinary types of bench-mounted countershafts (jack-shafts) but also on cabinet stands with three distinctly different types of drive mounted within:
- Type "E" had eight hand-switched speeds from a conventional V-belt drive countershaft
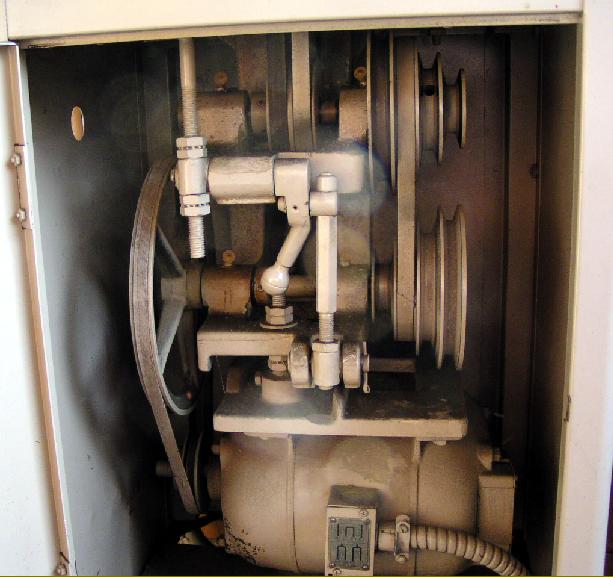
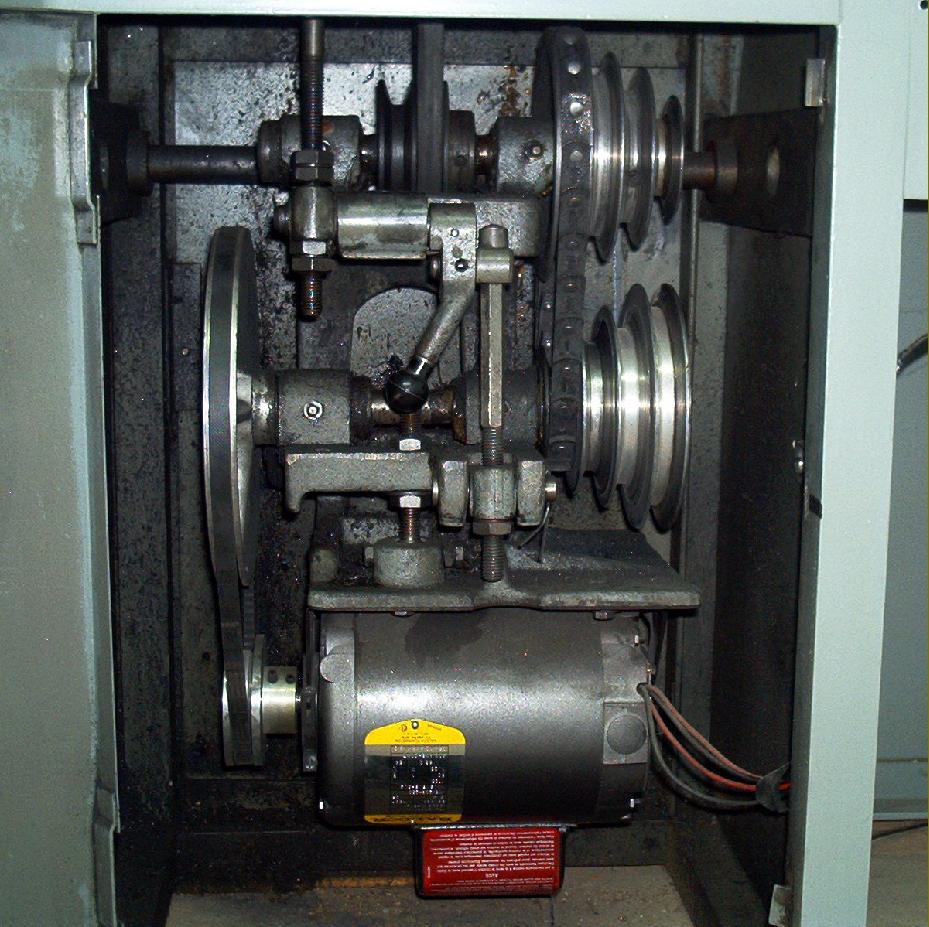
- Type "U", also with eight speeds, but with instant changes made by two external levers mounted on the cabinet stand's front face that operated a complex, multi-belt drive unit
- Type "W" with a push-button control - this had the luxury of not only a spindle-speed revolution counter on the headstock but also an electric motor, with chain drive, to move the expanding and contacting pulleys of the variable-speed drive. However, one rather odd variant, the Series-M "Walking Stick" (almost certainly a short-lived, early production example) had manual control of the speed change by a T-shaped handle connected to a long rod that caused a jockey pulley to impinge against a pair of V-belts, the resulting motions being able to open and close the variable-speed pulleys.
Most under-driven lathes had eight speeds of 50, 90, 120, 215, 290, 510, 690 and 1200 rpm. but others were provided with a slightly different range which could also be ordered as a "two-speed" model giving a total of 16 spindle speeds ranging through: 50, 70, 90, 120, 130, 175, 225, 270, 300, 365, 460, 635, 680, 930, 1185 and 1600 r.p.m. As an example, the lathe Model EM56P was a Series M of 131/8" swing with a 56" long bed fitted with the "E" Type drive system and mounted on a pedestal stand.
Although a total of sixteen different models of the ordinary engine or centre lathe was offered, the factory would build a lathe with any combination of features to special order - a situation that has led to a number of machines being discovered with unusual combinations of specifications
Sheldon serial numbers were consecutive from some time before 1938 with, interestingly, the last two digits of the number stamped on the tailstock. This was to ensure that, when a factory or educational establishment ordered a batch of lathes with the same specification, the correct tailstock remained with a lathe after painting.
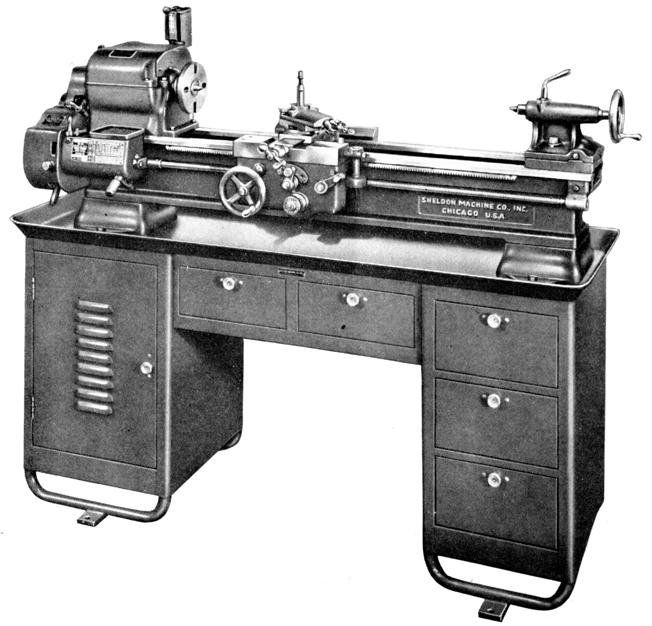
Of traditional "American" pattern, all Sheldon lathes used a bed with V and flat ways and had a general layout - and indeed certain details of some controls - not dissimilar to other contemporary South Bend, Logan and Rockwell Delta machines.
Whilst the vast majority of twin-tumbler examples are found with the bed supported on bolt-on, cast-iron box-type feet, early models (and a few of the later type) had the tailstock end supported on a large plate formed with a large spring-load "ball" assembly. This arrangement, to allow some degree of self-alignment, or to prevent bed twist if bolted down to other than a flat surface, was also used in a simpler form by some other makers who employed a single bolt passing through a heavily dished washer sitting in a hemi-spherical housing machined in the underside of the foot.
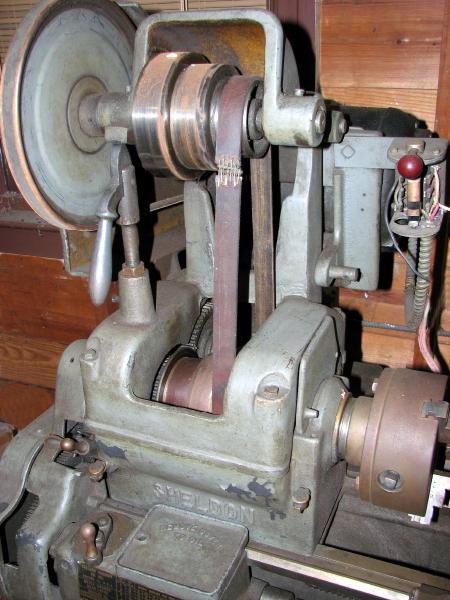
All the early models (10", 11" and 12") were available either for bench mounting or fitted to underdrive stands with either the "E" or "U" drive system. Whilst the 10" bench model enjoyed the advantages of a modern, eight-speed all-V belt horizontal countershaft unit, the 11" and 12" bench lathes had either an integral overhead, flat-belt drive countershaft unit or one of any number of different drive systems, including rather old-fashioned "fast and loose pulley" units designed for bench, wall or ceiling mounting. A special unit was the "Double-Friction Countershaft", this provided, via a crossed belt and two clutches, a mechanical reversing system. By the early 1940s, the 10-inch had been engineered to accommodate a neat, underdrive countershaft and motor system contained within the cabinet stand, though the same model - a version of the robust and popular "single-tumbler" 10-inch - was also available fitted with a conventional built-on countershaft as used in earlier years.
On twin-tumbler gearbox models, a choice of three headstock spindles was offered: whilst the Series L had a 11/16" hole through the headstock spindle and a 1.75" diameter, 8 t.p.i spindle thread, the Series XL could be ordered with a spindle having a bore of 13/8, a nose diameter of 2.25" with 8 threads per inch - or the much safer and more rigid American long-nose taper in an L00 size. All versions were available in standard and long-bed types, able to take twenty-six and thirty-six inches between centres respectively. They could be bench mounted with an integral, horizontal motor-drive unit which, in conjunction with backgear, gave eight speeds of 59, 91, 49, 222, 316, 491, 755 and 1195 rpm. By the early 1960s the makers were offering three bed lengths of 38", 46" and 56" and all machines fitted, as standard, with the even more robust and safer American-designed D1-4" Cam Lock spindle nose.
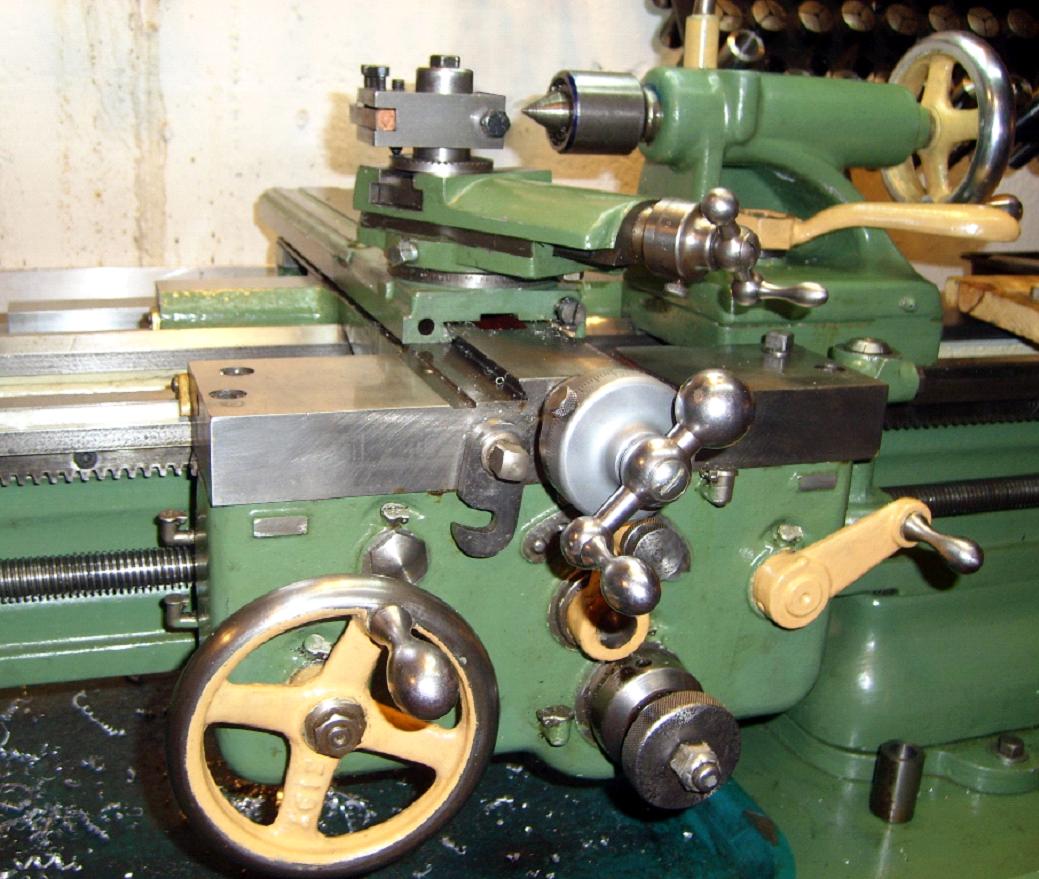
In line with Rockwell Delta machines of the same size, no separate power-shaft was fitted; instead, on all machines with power sliding and surfacing, these were driven by a slotted leadscrew with a key that turned a worm gear within the apron. A quadrant arm on the apron front selected either neutral, sliding or surfacing feeds, which were then engaged through a clutch, operated by (depending upon the year of manufacture), either a screw-in knob or a toggle lever at the base of the apron. Early lathes, with changewheel screwcutting, were fitted with a simple but useful Harrison-like 3-speed box on the headstock-end of the Acme-threaded leadscrew; this provided fine, intermediate and coarse feeds for each setting of the changewheels. The screwcutting-gearbox shafts, headstock pulley and countershaft spindle all ran in grease-lubricated needle bearings. The large cluster gear was balanced and the cluster gears alternated steel with Tufnol; consequently, whether the lathe was running in or out of gear, there was little difference in noise level.
The final Sheldon lathes made were the 15-inch "precision" and a development of that model, the R-Series, the latter built in standard and VR variable-speed, high-precision versions.
The chronology of Sheldon lathes by Sheldon expert John Knox can be found here
|
|