|
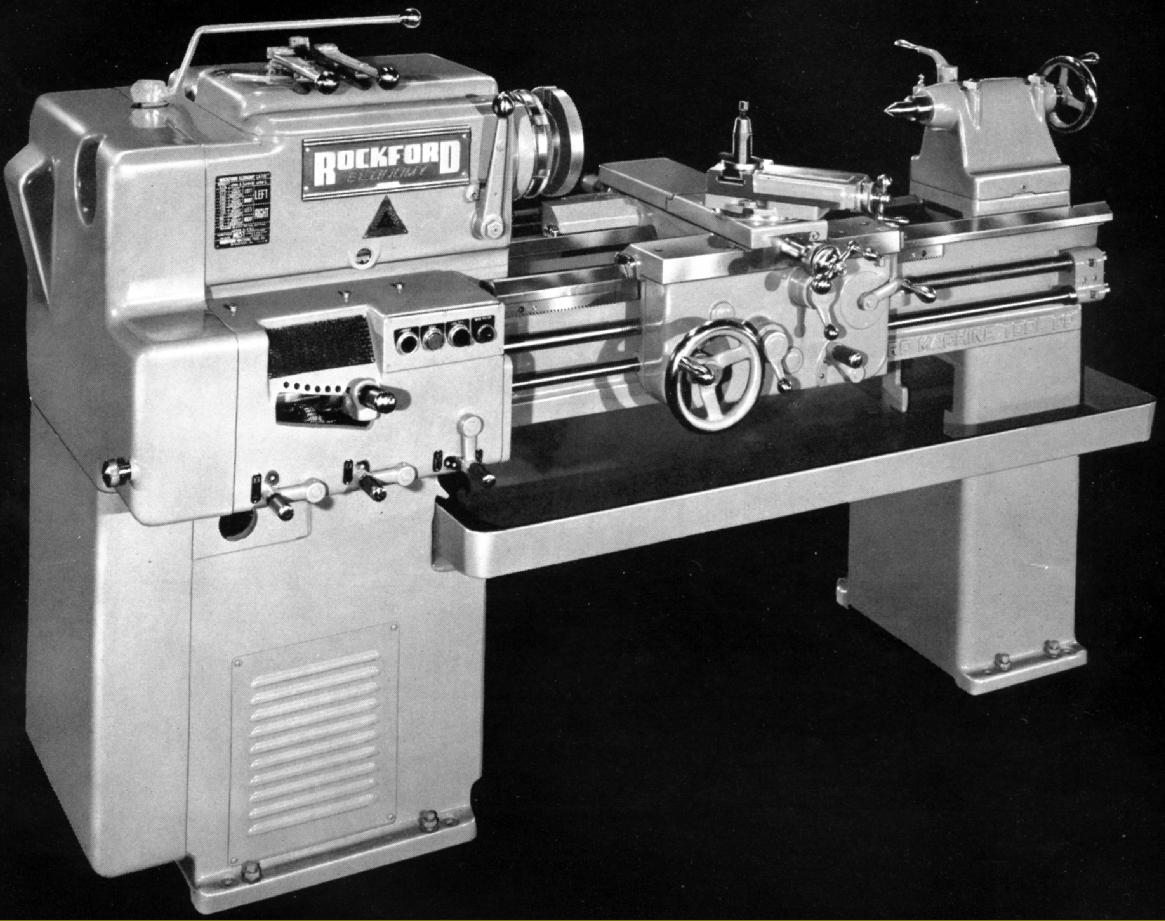
With its clean, modern lines, this Economy Model of the 1950s was the final, heavily-revised development of earlier versions, also branded Economy, which had been steadily developed through flat-belt drive and geared-headstock types from the early years of the 20th century. Originally known as the Rockford Lathe and Drill Company, by the 1950s Rockford were part of the Barber-Colman Group and producing a range of very high quality hydraulically powered ram-type shapers, conventional and open-sided planers, a combination shaper-planer, slotters and the "Kopy-Kat" duplicator - items that they had increasingly specialised in since the 1930s.
Although advertised as having a 17-inch swing, the real capacity was 18.5" with, as standard, 30" between centres; however, also available were various longer-bed versions to take 54", 78" or 102". Supported on separate headstock and tailstock-end cast-iron plinths the heavily-reinforced and cross-braced bed had parallel top and bottom faces for its full length. The carriage ran on flat and V ways with that at the front (following a contemporary fashion) having its outside face made wider and being set at a shallower angle to absorb wear with that on the inside (to better absorb tool thrust) set at a steeper angle and made correspondingly narrower. The bed ways ran on for a short distance in front of and behind the headstock, so allowing the saddle wings to be made of equal length and the cross slide placed where it would receive the best support, in the centre.
With a control layout exactly like that on a Colchester/Clausing - twin spindle-speed levers on top of the headstock and a high/low range lever on the front - the rigid, box-form headstock held gears that were all hardened and ground and lubricated by splash from an oil sump in the base. The main spindle, manufactured from a carbon-steel forging, was bored through 19/16", ran in Timken taper-roller bearings, carried a robust American Long-nose taper in a Size L1 and had a No. 5 Morse taper socket. Powered by a 5 h.p., 1200 r.p.m motor contained within the cabinet leg (with drive to the input pulley by multiple V-belts) twelve spindle speeds were provided from a low of 32 to a top of 804 r.p.m. - electrical control being by a row of push buttons neatly incorporated into a facia panel above the screwcutting gearbox. Whilst the top speed was rather slow, it would have been perfectly adequate for most jobs in its size capacity - any machine shop worth its name having a variety of smaller lathes running at higher speeds to handle small diameters. One significant advantage of the Rockford over many competitors - including the popular Colchester/Clausing range - was the fitting as standard of a combined twin-disc spindle clutch and brake unit controlled by a single lever on top of the headstock. As an optional-extra, a third-rod control system was available that allowed the clutch/brake to be controlled by a lever pivoting from the right-hand face of the apron; this useful fitting had been, in the late 1930s and 1940s, a standard fitment of the two larger Economy models.
Built with rather slender proportions, the cross and top-slide unit was fitted with taper gib strips and conventional "balanced" handles. The micrometer dials were, unfortunately, rather small, though precisely engraved, fitted with a knurled ring for grip and given a non-glare satin-chrome finish. To allow the fitting of a taper-turning unit the cross slide was of the short-type that would have worn the ways more in their central section - though the rear of the feed screw was protected by a removable cover.
Screwcutting and power feeds were provided by a conventional Norton-type tumbler and lever-operated gearbox (driving a 11/16" diameter. 6 t.p.i. leadscrew) that gave 32 English pitches from 4 to 56 t.p.i. and sliding feeds from 0.004" to 0.060" per revolution of the spindle. A metric conversion set available to special order. Feed reverse was built into the gearbox, an improvement on earlier models where, unusually for heavy lathes, the tumble-reverse mechanism had been fitted on the outside of the headstock when many makers of similar-sized machines had long fitted these highly stressed gears inside where they could benefit from a constant supply of lubricant.
Doubled-walled, with all shafts supported at both ends, the apron had an oil sump in the base with lubrication by splash. Selection of longitudinal or cross feed was by one quadrant lever and engagement, with a safe and instant snap-in-and-out action, by separate levers for each direction.
Heavily built, the set-over tailstock had a 2-inch diameter spindle (clamped by twin locking bolts) with a No. 4 Morse taper, 5.75 inches of travel and .
If you have a Rockford lathe of any age, or any technical or sales literature about them, the writer would be very interested to hear from you..
|
|