|
Home Machine Tool Archive Machine-tools Sale & Wanted Robling Home Page Robling Mk. 3A Robling Lathe Parts |
|
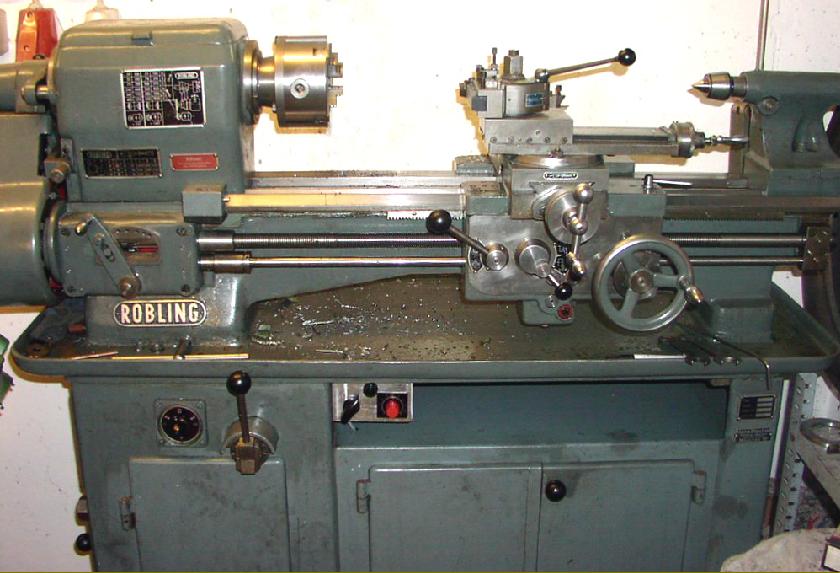
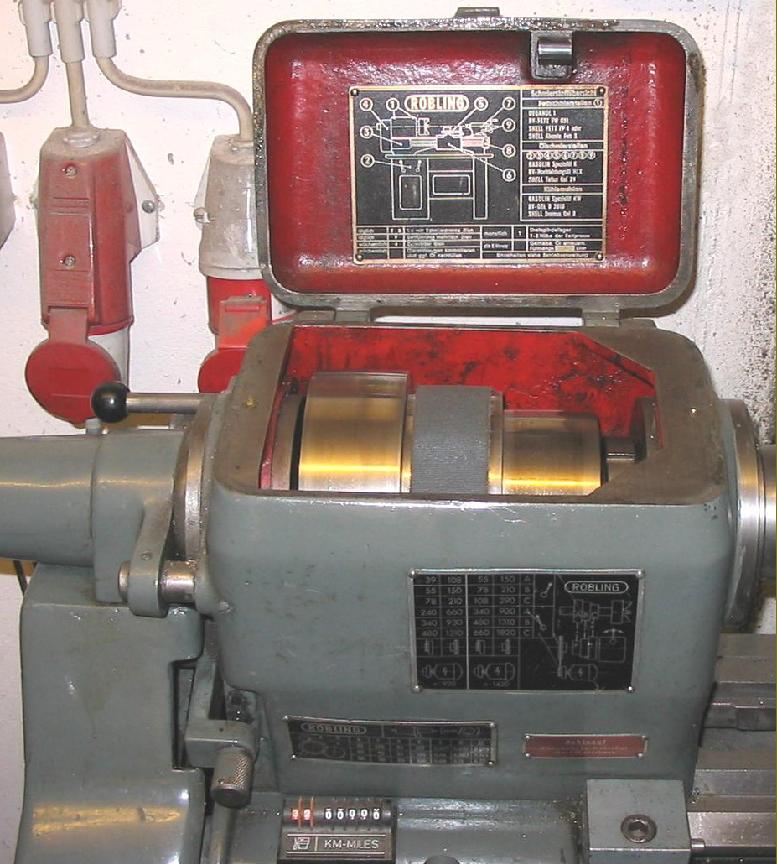
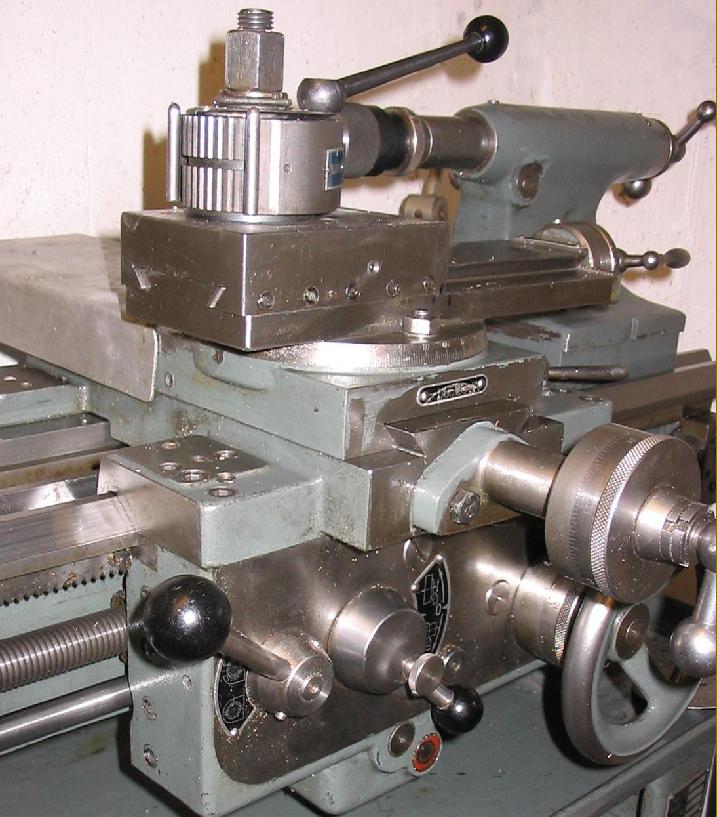
With a significant number of improvements, the Mk. 2 Robling lathe was a much more effective and easier-to-use machine than the original.. Alterations included a bed with deeper walls towards each end; a 3-speed leadscrew and feeds gearbox; a heavier stand - cast-iron, as before, but with a much larger enclosed plinth under the headstock; a more robust tailstock with barrel compression clamp; a 36 mm bore headstock spindle with a No. 5 Morse taper nose; a substantial apron with revised power-feed controls and a micrometer dial on the carriage handwheel. There was a complete redesign of the cross-slide assembly with the feed screw moved from a bracket on its end to a mounting on the front face of the apron (the feed-screw nut being let into the underside of the cross slide) and greatly enlarged micrometer dials. Hidden improvements included instant spindle reverse by means an enclosed Oertlinghaus gearbox with steel multi-plate forward/reverse clutches running in an oil bath - the drive working with commendable smoothness. The box was set so that reverse gear was a 1:6 ratio down from forward (or, if the motor was reversed, the other way round, of course) - an arrangement particularly handy for screwcutting where the slow speed was used for generating the thread and fast reverse for returning to the start of the job. The lathe spindle could be made to revolve in the opposite direction without having to stop it first - simply moving the gearbox selector lever straight across into reverse did the job - a similar system also being employed on some Colchester lathes from the 1960 until the 1990s using either Oertlinghaus or Matrix clutches. In addition, a very useful spindle braking effect could be created by momentarily moving the gear selector lever through its neutral position into reverse. Although the 24 spindle speeds ran from a useful 55 to 1820 r.p.m. the method of obtaining the slowest 6 was unusual: the belt was moved to the low-range position, the electric motor reversed and - to make the spindle rotate forwards - reverse gear selected on the Oertlinghaus gearbox. Today, fitting a VFD (inverter drive) gets around this somewhat awkward arrangement - but does nothing to alleviate the fact that the final drive at low speeds is by a flat belt and not gears. Whilst flat belts are ideal for smooth driving at medium to high revolutions, at low speeds their ability to transmit large amounts of torque is limited.. |
|
|

|
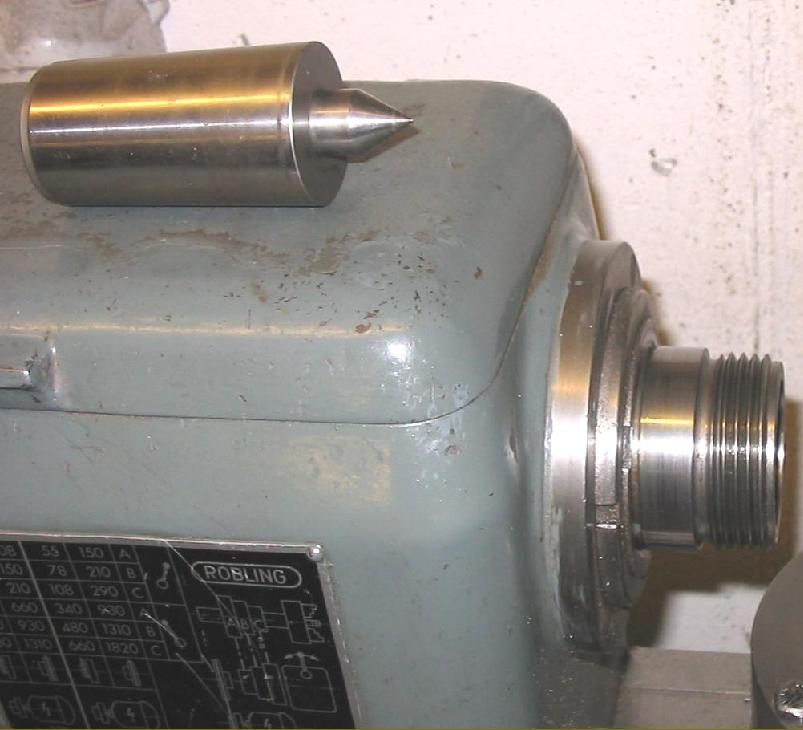
The long extension to the headstock spindle - to carry a lever-action collet closer - was neatly covered by an aluminium casting. A substantial spindle lock can be seen protruding from the end face of the headstock casting |
|
|
|
|
|
|

|
|

|
by using a 2-step belt drive from motor to drive gearbox. |

|
|

|
Home Machine Tool Archive Machine-tools Sale & Wanted |
||