|
Home Machine Tool Archive Machine-tools Sale & Wanted RIVETT HOME PAGE |
||
|
Introduced during WW2, the 121/2" x 20" Rivett 1020 was, after a short production run, withdrawn from sale being replaced first by the rare 1020R and then the more common 1020S (20 inches between centres) and 1030S (30 inches between centres. The designer of 1020S is believed to have been Italian and the first batch of lathes was assembled and tested by Leon E. Levasseuring. The lathes, built from 1949 to 1961 and known as the Steelway Precision Toolroom Lathe, were aimed at the same market segment as the (then) class leader, the superb Monarch Model 10EE - and so, unsurprisingly, resembled that model in their appearance. As was common at the time to many other makers, the lathe was also offered as a "manufacturing" or "production" type, the 1020M, this version lacking the (expensive) leadscrew and probably equipped with a different speed range. Superbly made, the toolroom versions boasted a comprehensive specification with a 12.75" wide bed, fitted with hardened steel ways, and enormously long saddle wings that gave a contact area of 55.5 square inches. Weighing around 3900 lbs (1.6 tons) and 4200 lbs (1.875 tons) respectively the lathes sat on a substantial cabinet stand of cast iron and held a cushion-mounted drive system that formed a complete unit and that could be maintained through large openings in the end and the back of the stand - or withdrawn completely through an end door. |

|
a 1030F built when the company was a subsidiary of Leland-Gifford Co
|
|
|
||
|
Massive build yet modest capacity made for a superbly accurate and potentially reliable machine with a long and productive life |
||
|
The Rivett 1020S bed, 12.75" wide over the ways, was in cast iron, heat seasoned and fitted with ground steel ways hardened to 60 Rockwell C scale. |
||
|
The beautifully waisted, chrome-plated, solid-steel headstock control knobs were unmistakably Monarch-like in both appearance and operation. The nearest control knob in the picture, with settings marked "backgear and open belt", operated a dog clutch on the base-mounted countershaft unit. |
||
|
To preserve rigidity the inspection plate on top of the headstock was kept to the minimum size. Note the triple V-belt drives. |
||
|
The screwcutting gearbox was very like that used on the Monarch 10EE Toolroom lathe in both operation and the appearance of the knobs each side of the central turn-push-pull selector. |
|
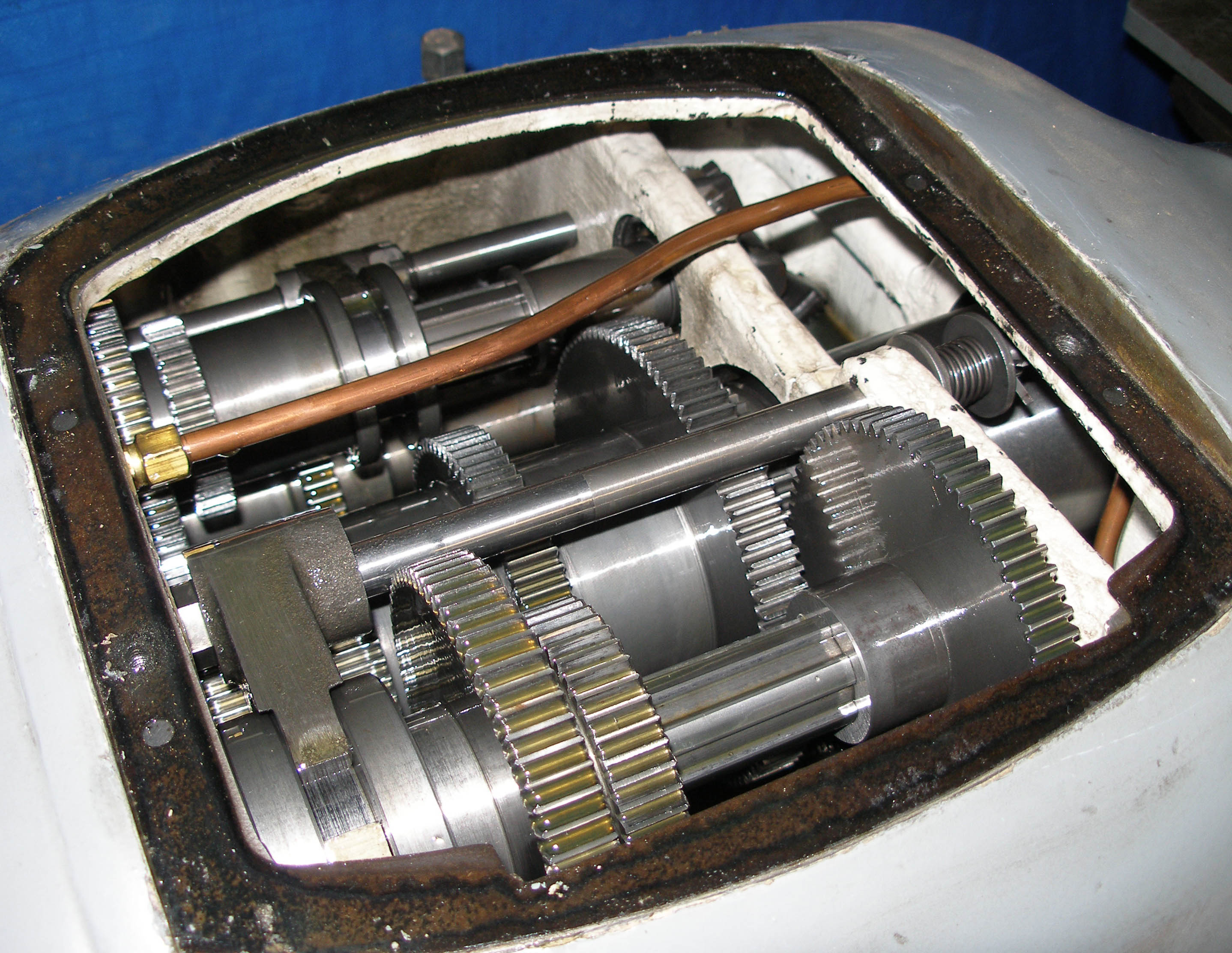
The two countershaft units in the base of the stand provided separate drives to the spindle and headstock backgears. The drive from the variable speed unit passed to the right-hand unit and from there, via a dog clutch, either across to the left-hand unit (and up to the end of the spindle) or up to the lower of the two V-belt pulleys on the headstock - and hence into the backgear assembly. |
|
|
|
The Rivett 1020S drive unit was cushion mounted, within the cabinet base, and formed a complete system which could be maintained through large openings in the end and the back of the bed - or withdrawn completely through the end door. |
|
The zeroing micrometer dials were not as large as they might have been on a machine of this class but were fitted with neat locking screws. |
||
|
Inside face of the double-wall, oil bath apron showing the two separate take-offs on the power shaft for power sliding and surfacing |
||
|
A model of simplicity and ease of use. Power sliding and surfacing feeds were each selected and engaged by their own lever and worked through safety overload clutches. |
||
|
|
||
|
A well-presented display model of the Rivett 1020S headstock assembly. The direct drive 3-step pulley on the end of the spindle - and the 3-step auxiliary drive to the backgear - can be clearly seen. |
||
|
Ordinary fixed steady of 3" capacity. A larger steady, able to accommodate material 6" in diameter, was also available. |
||
|
|
||
|
|
||
|
|
||
|
"Accumulator" dial to replaced the standard cross-feed dial. The outer dial, calibrated in thousandths of diameter, had separate numbering for turning and boring operations. The inner dial accumulated and recorded the reading of the outer dial in hundredths of thousandths and in "sixty-fourths". |
||
|
Taper-turning unit - able to turn tapers of up to 18 degrees included angle and 18" long at one setting. Like the devices fitted to Monarch and Alexander lathes, the setting was through a geared adjusting wheel (not visible). The assembly was normally covered by hinged guards, removed for the photograph. |
||
|
Universal milling attachment bolted directly onto the cross slide and could be used with the power feeds. The indexing head (shown mounted on the vertical slide) used the same Rivett (6R) collet as the lathe spindle. |
||





|
Home Machine Tool Archive Machine-tools Sale & Wanted |
||