|
Home Machine Tool Archive Machine-tools Sale & Wanted Multi-Function Machine |
||
|
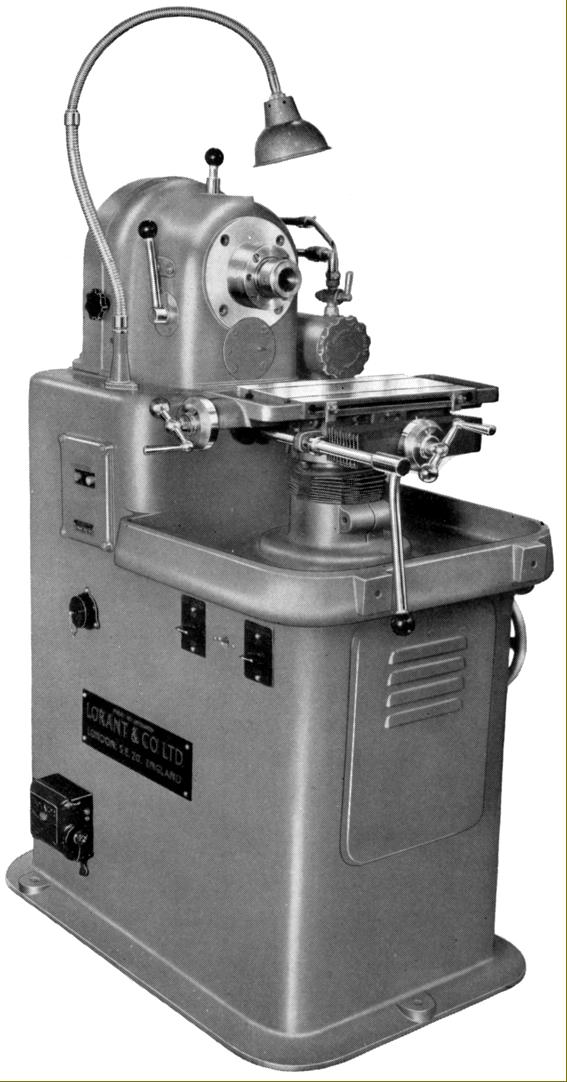
Introduced in 1947, and in production until at least the late 1950s, the heavily-built Rindis was one of those unusual machines that appeared to promise everything - yet never caught on widely enough to become well known. Described as The machine tool with the scope of a machine shop, it was manufactured by Lorant & Co. of 98-100 Croydon Road, London SE20 and today might find a home in the workshop of the keener home-shop machinist, or model engineer, where it would doubtless provide an economical and very compact way of combining several machines in one (yet without the usual size and weight associated with the type). Quite different in every way to that other small, English-made multi-function machine the Scope, the Rindid was protected under British patents 54019, 561216, 577391 and 748101 (and US patent 2376262) the miller appears to have been built in at least two forms, the Mk. 1 and Mk. 2 - the latter version being somewhat beefed up and with a number of minor mechanical modifications. A number of different models were offered being listed as the Types EF 48/12, EF 50/12, EF 52/12 and E.65 - though it's likely that others, as yet undiscovered, would also have been available. |
|
|
|
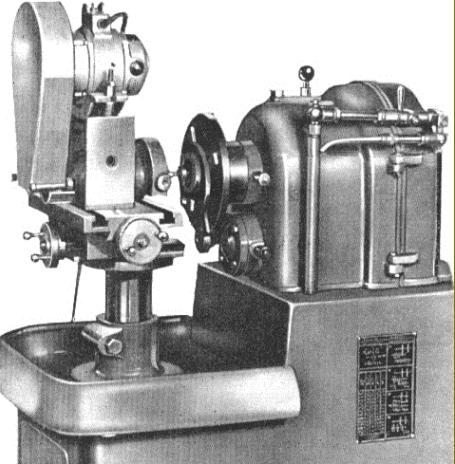
An earlier Mk. 1 Rindis, believed to have been introduced during 1948, the Type EF50/12 |
||
|
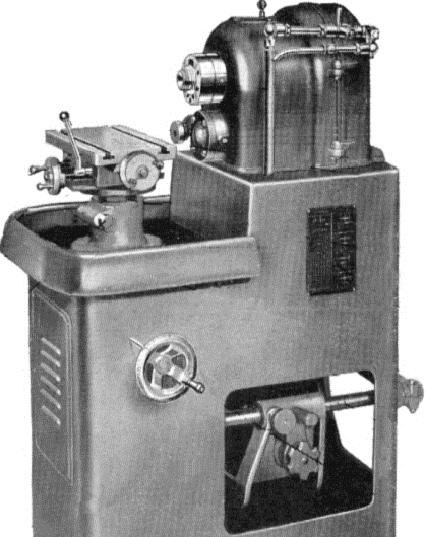
Rindis EE50/12 fitted for conventional horizontal milling. This version of the horizontal attachment has one overarm - another improved type, with two, (shown below) was also made. |
|
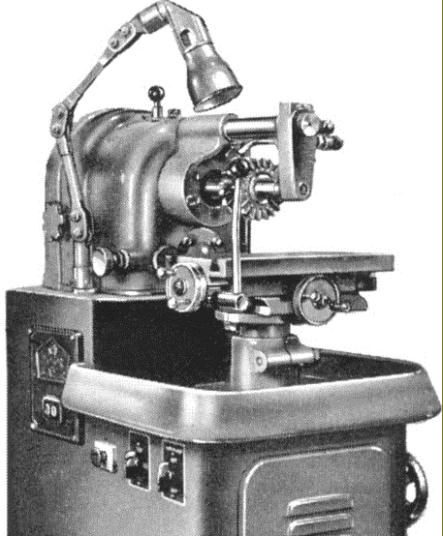
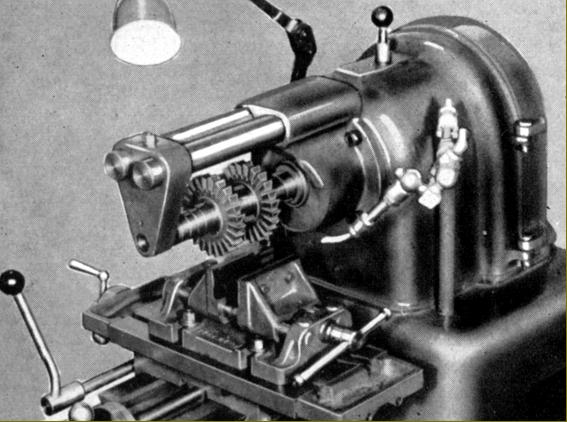
Horizontal milling (Part No. 22) |
|
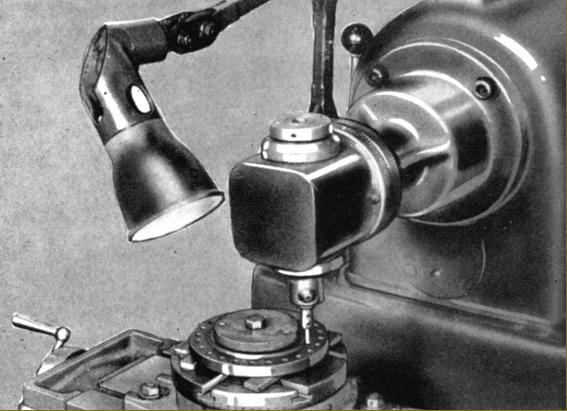
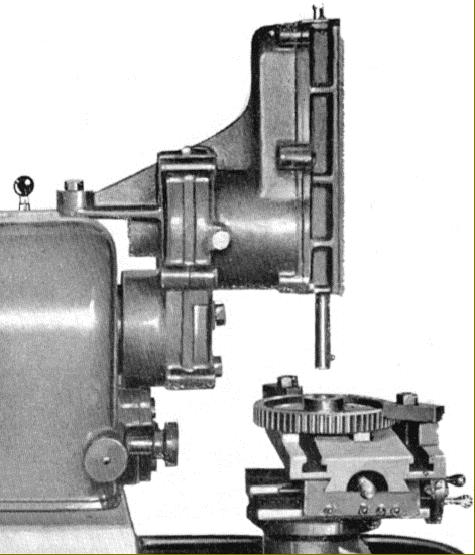
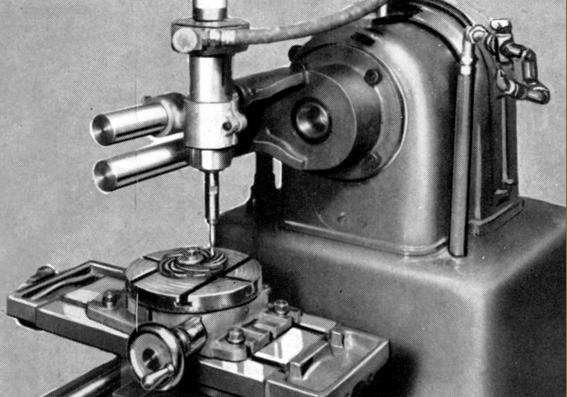
Vertical Milling Head (Part No. 23) and Rotary table (Part No. 30) |
|
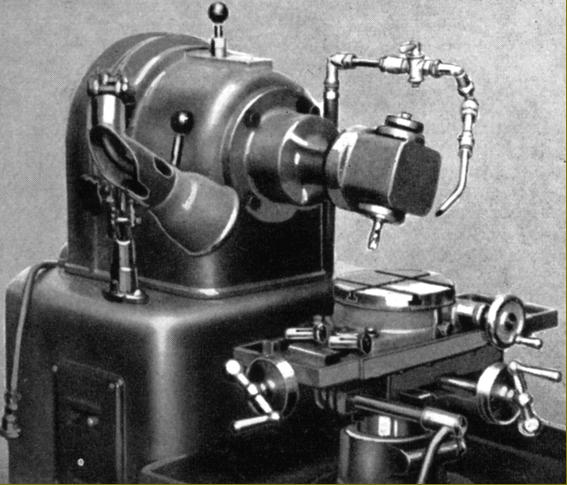
Jig Boring |
|
Internal Cylindrical Grinding with a Lorantco Tool & Cutter Grinder (Part No. 20) and 3-Jaw chuck (Part No. 2) |
|
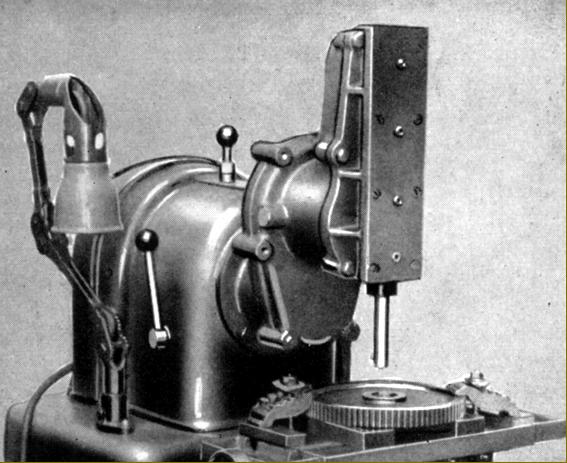
Slotting Attachment (Part No. 19) |
|
Slotting head cutting a keyway inside a gear |
||
|
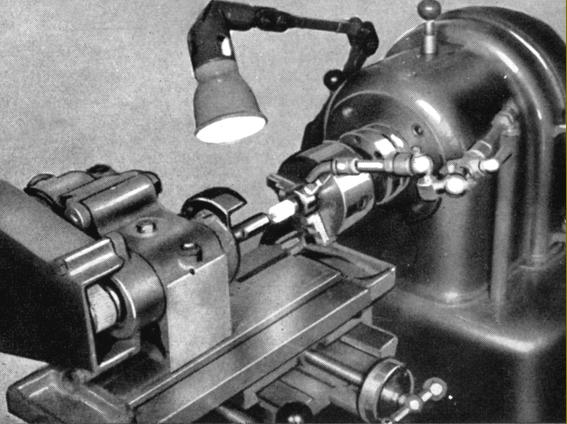
Lorantco dividing head and tailstock (Part No. 31) |
|
Lorantco Tool Post Grinder (Part No. 20) |
|
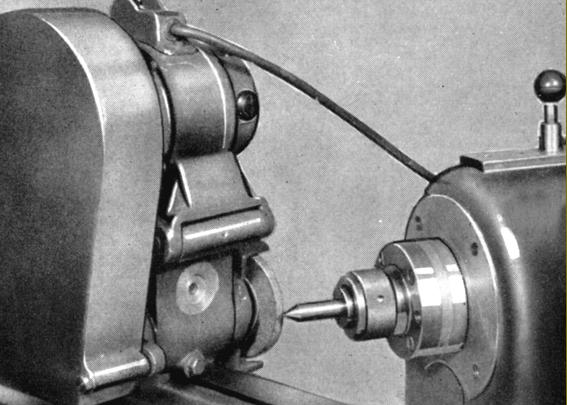
Rindis with the tool-post grinding unit mounted |
|
Lorantco High-speed Routing Attachment (Part No. 28) with mounting bracket (Part No. 29) and Rotary Table (Part No. 30) |
|
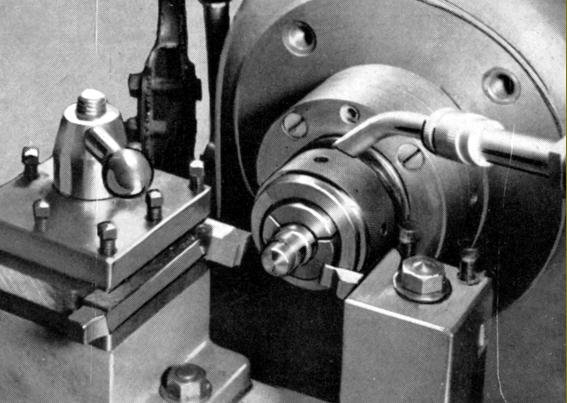
Front Indexing 4-way toolpost (Part No. 45) with 4-way indexing, Parting Off Toolpost (Part No. 11) and Collets (Part No. 4) |
|
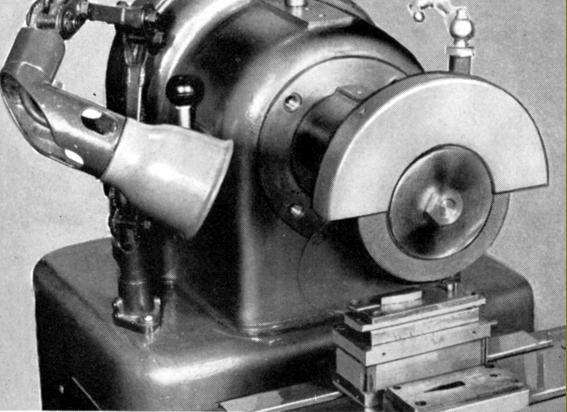
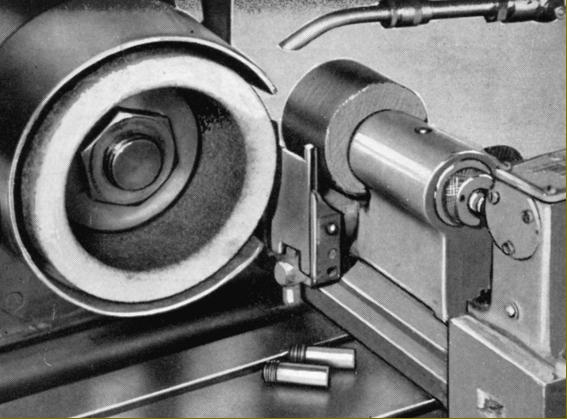
Surface Grinding Arbor, spindle Extension and Guard (Parts No. 53, 3 and 54) and Eclipse 7" x 5" Magnetic Chuck (Parts No. 38, 38a and 39) |
|
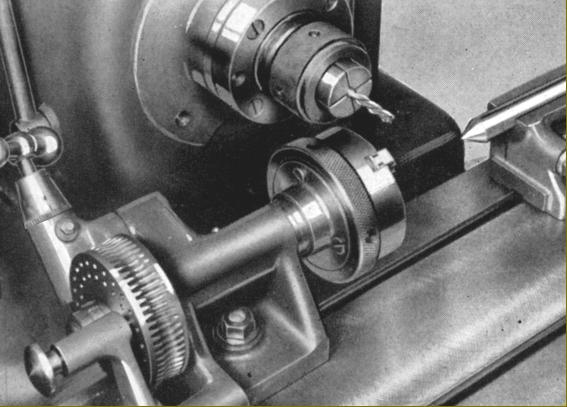
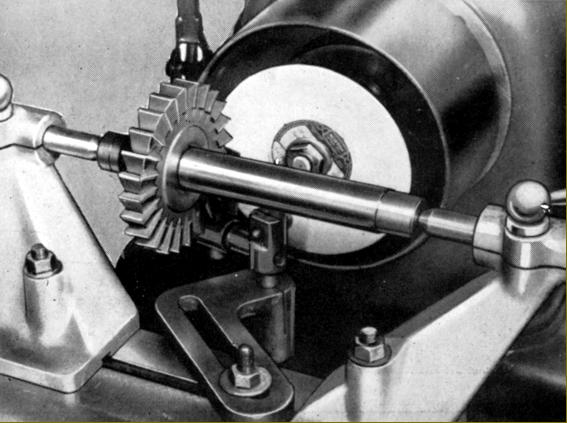
Cutter Grinding Centres and Index Finger (Part No. 41) and Arbor (Part 22) |
|
Centreless Plunge Grinding Attachment (Part No. 48) |
|
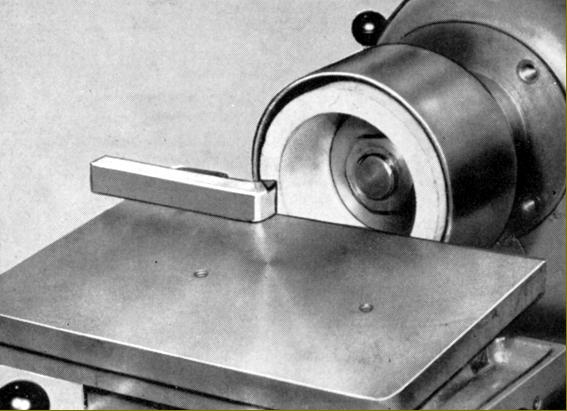
False tilting table (Part No. 34), Grinding Wheels, Arbor and Guard (Parts Nos. 13 and 14) |
|
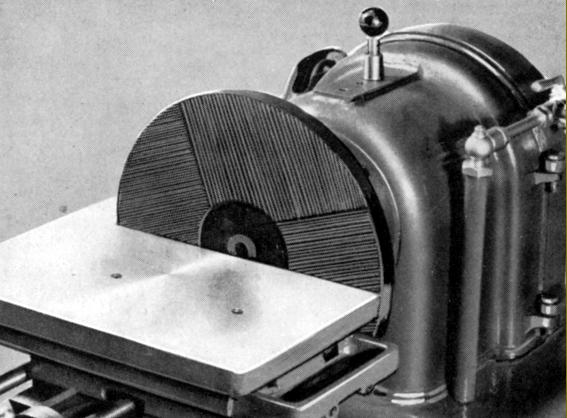
Disc Filing |
|
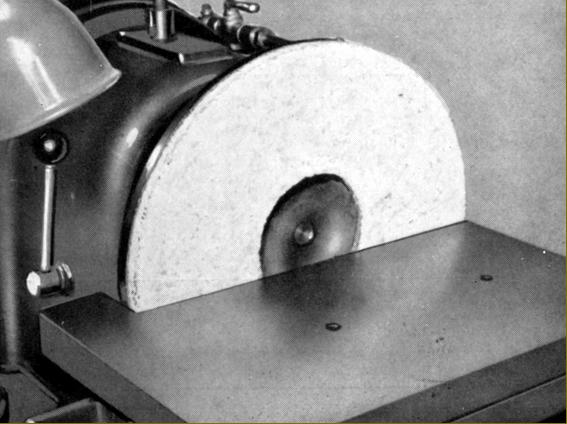
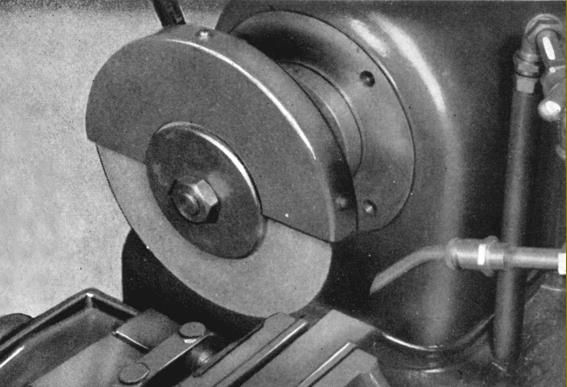
Disc Grinding and sanding Attachments (12-inch backplate Part No. 1a and 36, 12-inch heavy-duty grinding discs Part No. 7 and 12-inch emery discs Part No. 5) |
|
Abrasive Wheel Cutting-off wheel (Part No. 17) with Guard (Part No. 3), a Lorantco Type CV-2 Precision Vice (Part No. 33) and Spindle Extension (Part No. 15) |
|
Home Machine Tool Archive Machine-tools Sale & Wanted Multi-Function Machine |
||