|
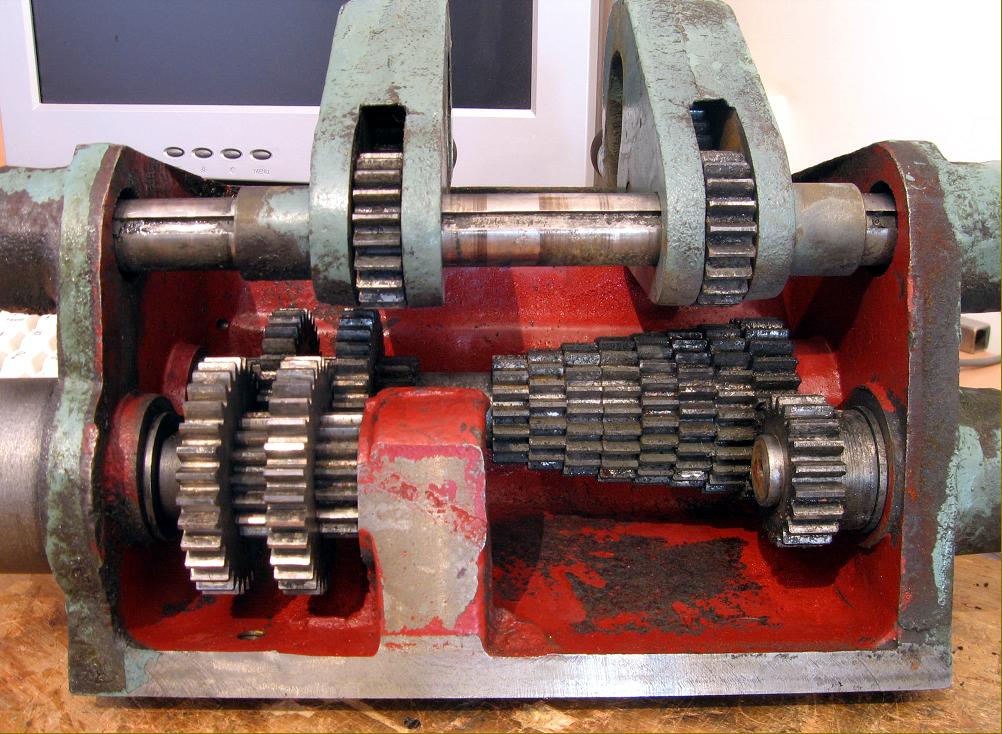
Rexvalter lathes were manufactured by Rexvalter AB of Storebro in Sweden. At the moment the only data we have applies to the 118 mm x 600 mm (45/8-inch centre height by 235/8-inches between-centres) Model VF-118 produced during the 1950s and 1960s and the VF-140 of the 1970s (though a later model, the VF145 was also manufactured). Whilst of conventional design the VF-118 was of very high quality and, unusually for a smaller machine, had a V-belt drive headstock driven from a motor-gearbox unit mounted inside its very compact sheet-metal cabinet stand. This traditional way of isolating a headstock from interference by transmission-system vibrations (usually confined to more expensive models of the toolroom class) allowed two spindle speed-control levers to be mounted conveniently side-by-side on the front of the stand with a single High/Low-range lever on the face of the headstock. The 20 mm-bore (25/32") headstock spindle was carried in high-precision taper-roller bearings and, driven by a 1.1-hp motor, had twelve speeds from a usefully low of 50 to an adequately high of 1750 rpm. The 6-inch wide and unusually deep V and flat-way bed had cast-in feet, was hardened to 230 Brinell and braced between its walls by substantial U-shaped cross members.
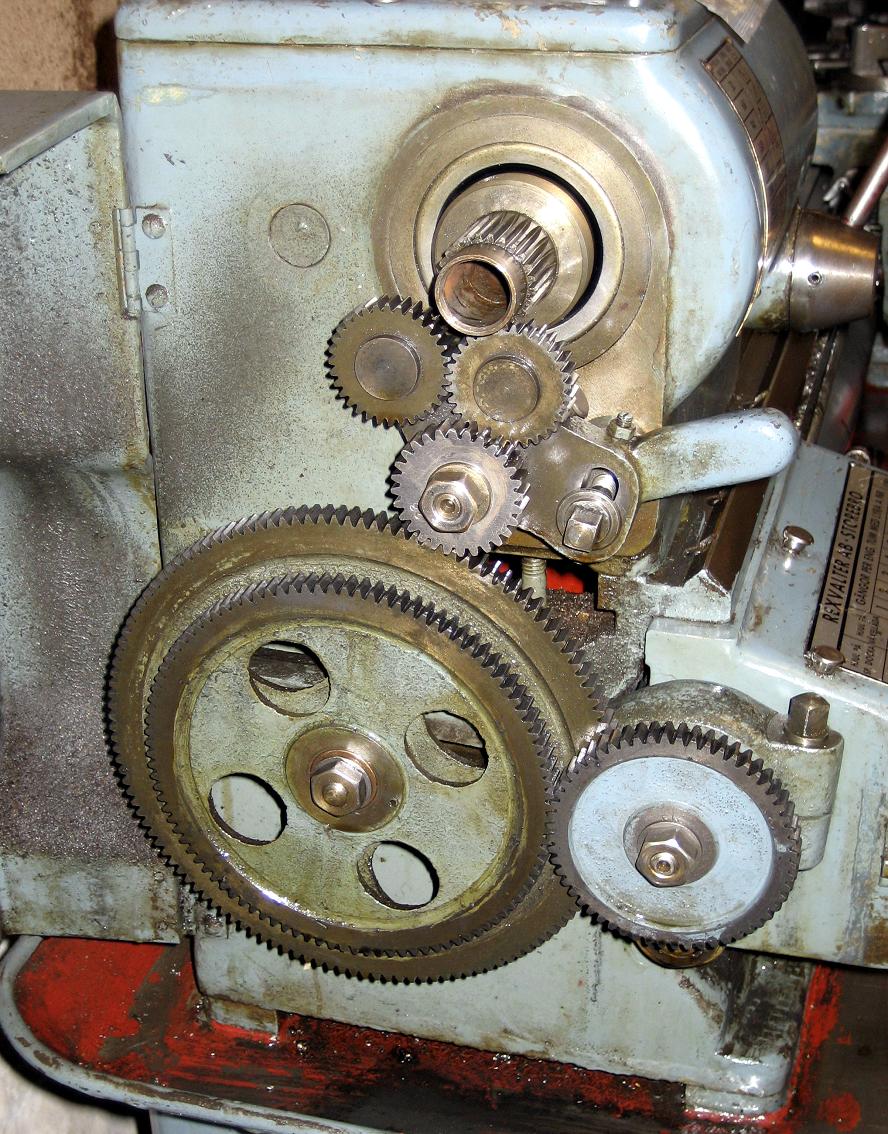
A twin-tumbler screwcutting and feeds gearbox was fitted as standard and could generate 49 English pitches and 31 metric with Module and DP threads available by employing different changewheels. The drive from the spindle passed through a conventional tumble-reverse mechanism with (confirmed on the VF-118) just the surfacing feed powered by a key riding in a slot cut down the length of the 8 t.p.i., 30 mm-diameter (25/32") Acme-form leadscrew. As the longitudinal feed had to use (and wear out) the leadscrew clasp nuts, it could not benefit from the usual reduction in the rate of feed that would otherwise have been afforded by taking its drive from the power-feed mechanism. Both sliding and surfacing feed rates varied from 0.1 mm to 6.3 mm (0.00394" to 0.24803") per revolution of the spindle. Of single-sided construction the apron used leadscrew clasp nuts that closed down with a scissor action (though each had its own pivot point) with their arrangement exactly like that used on the South bend 9-inch and Boxford lathes; however, the rest of the design appears to have been the makers' own.
Fitted with zeroing micrometer dials (that on the cross slide being of a decent size) the compound slide rest was had a top slide retailed by the pusher screws bearing against an inverted cone on the base - and hence able to be swivelled through 360 degrees.
As standard the lathe was well specified and equipped and, besides the stand, screwcutting gearbox and power feed apron (the latter pair both with design clues taken from South Bend) the makers included a complete coolant system, 5-inch 3-jaw chuck, 6-inch independent 4-jaw chuck, thread-dial indicator, fixed and travelling steadies, faceplate, catchplate, two dead centres, extra changewheels to extend the threading range, the necessary spanners and an instruction book. The VF-118 weighed 300 kg (660 lbs) and required a floor space of 1325 mm x 465 mm (53" x 18").
Looking very similar to the geared-head version of a popular Taiwanese lathe from the 1970s (though of very similar layout to the early models and with updated, sharp-edged styling and the leadscrew reverse gears contained within the headstock), the Rexvalter VF-140 had a 140 mm centre height and could be had with a capacity of either 600 mm or 1000 mm between centres. The spindle bore was 26 mm with a No. 4 Morse-taper nose and an American long-nose taper in an L0 size. A 2-speed 0.8/1 kW motor drove the 16 spindle speeds through a very useful range from 30 to 2500 r.p.m. The dual metric/inch screwcutting gearbox provided 31 metric pitches from 0.2 to 6 mm and 49 inch from 4 to 222 t.p.i. The weight was 335 kg..
|
|