|
Founded immediately after the end of WW2, in 1945, and based in Rivoli, near Turin, the Rambaudi Company specialised in high quality, conventional milling machines for industrial use. While not as extensive a range as that offered by the larger manufacturers such as Cincinnati, from the early 1950s onwards the number of models grew quickly to encompass a useful variety of types including ordinary horizontal, vertical, specialised and (the subject of this article) ram-head Bridgeport-like models.
Unfortunately, by October 2009 the Company was bankrupt and in 2010 the remaining assets were acquired by the massive Taiwanese Fair Friend Group. Today Rambaudi are still trading and concentrate on the design and manufacture of 5-axis CNC machining centres. It is possible that, following the takeover, that some machines were re-badged and carried identification proclaiming "MANEX made in Italy".
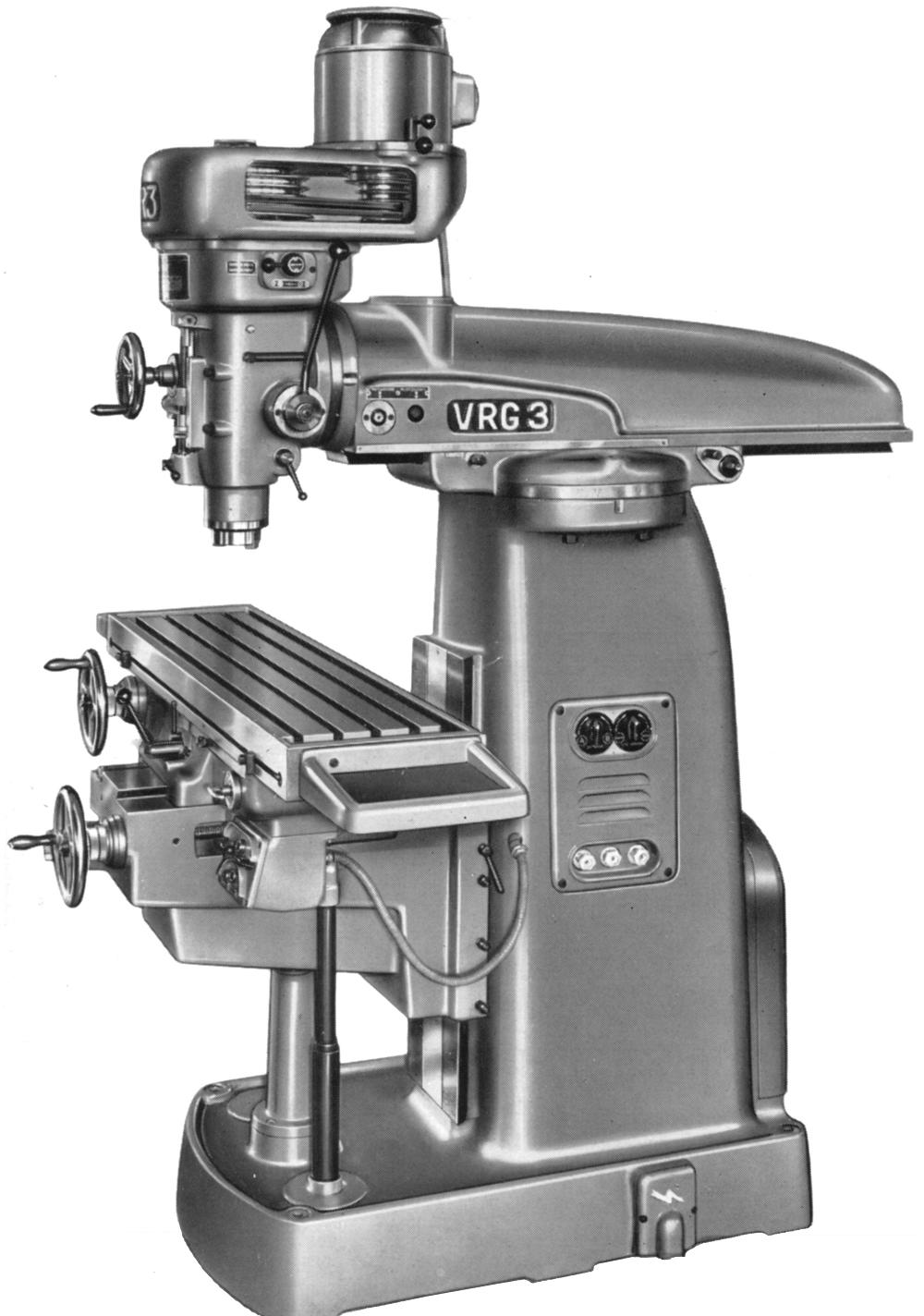
Introduced during 1955, the various ram-head types (of all years) were identified by either the suffix "0" (just one model, the seldom-found, hand-operated VR0 with an 8" x 24" table and speeds from 350 to 4200 r.p.m.) "2" (Types V2, VR-2, VRG-2 and VSR-2) or "3" (Types V3, VR-3, VRG-3 and VSR-3) - the latter group being more heavily constructed with larger motors, overarms and headstocks and longer tables. In 1968 (with more than 3000 examples of the VR types manufactured and half exported to the United States) an updated model was introduced, the V Series. Although of a similar layout to the VR, the two versions made, the V2 and V3 differed in almost every detail from the earlier machines and are described separately. Other types of ram-head Rambaudi included the last versions made, the M3, M3P, MG3-P, MG3, MS3, MS3-P, M0 and MU and the M-2, M-3, MS-2, MS-3, FCR-3 and a number of variants based on those designs.
Bottom of the range, the VR-2 and VR-3 had their head-carrying ram fixed to slide in and out only - whereas the VRG-2 and VRG-3 were arranged with the ram on a rotating base (just like every Bridgeport Series 1), so adding greatly to their versatility and functionality but, of course, adding to the number of surfaces between cutting tool and the main machine body. With the unexplained exception of the similar but larger Model FCR-3, machines with an "S" in their type description (VSR-2 and VSR-3) were combination vertical/horizontal types fitted with a motor and 12-speed gearbox within the main column that drove a horizontal milling spindle. The opposite end of the dovetail ram to that mounting the vertical head was pressed into service as an overarm to hold one or more drop brackets that supported a horizontal milling arbor.
Accessories
For all types of Rambaudi ram-head millers, where items were not supplied as standard, a range of extras was offered including: a self-contained power vertical rapid feed (usually at the rate of 31" per minute); a horizontal grinding attachment (with a vertically disposed wheel) complete with magnetic chuck, table-mounted shields and even a wheel-balancing spindle; a 600 x 300 mm universal swivelling and tilting table able to be moved through 30° each way in traverse and 15° each way longitudinally; rectangular and round raiser blocks to raise the ram; a "universal" swivelling table; a 6-speed slotting attachment driven from the horizontal spindle with the stroke adjustable between 0 and 3.2" and rates from 32 to 410 per minute; a 6-inch centre height universal dividing head (with tailstock and an optional gear train driven from the table feed screw to allow spiral milling); a 24-division indexing head; horizontal and vertical rotary tables; a right-angle drive attachment; fixed and swivel-base machine vices; high-precision optical table-travel readers; length-rod and DTI holders; a centring microscope; a handy 3x1 rectangular magnifying class on an articulated arm; collet chucks, shell-mill holders and precision drill chucks and boring heads; collet sets to fit the various spindle noses and a number of hydraulic copying attachments.
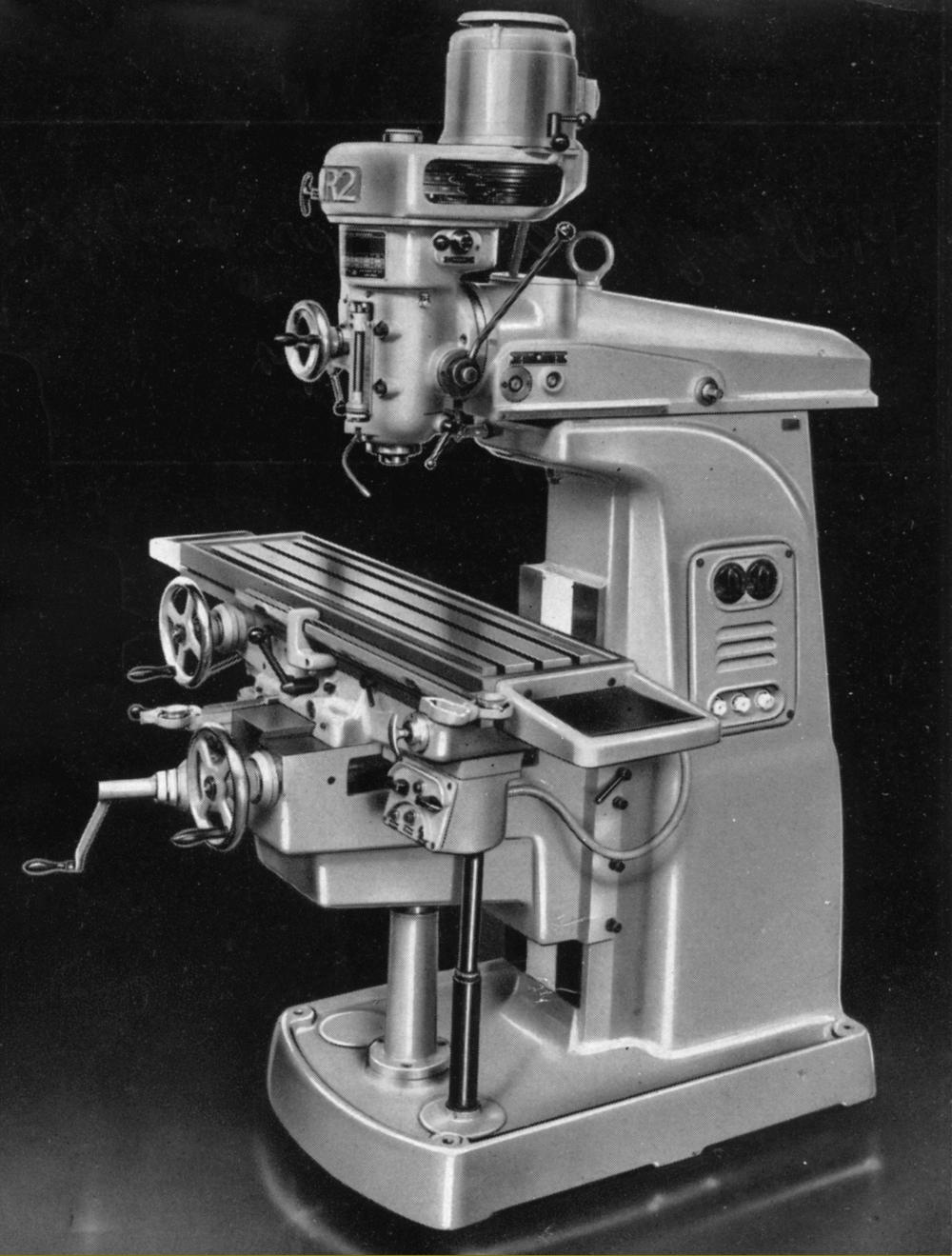
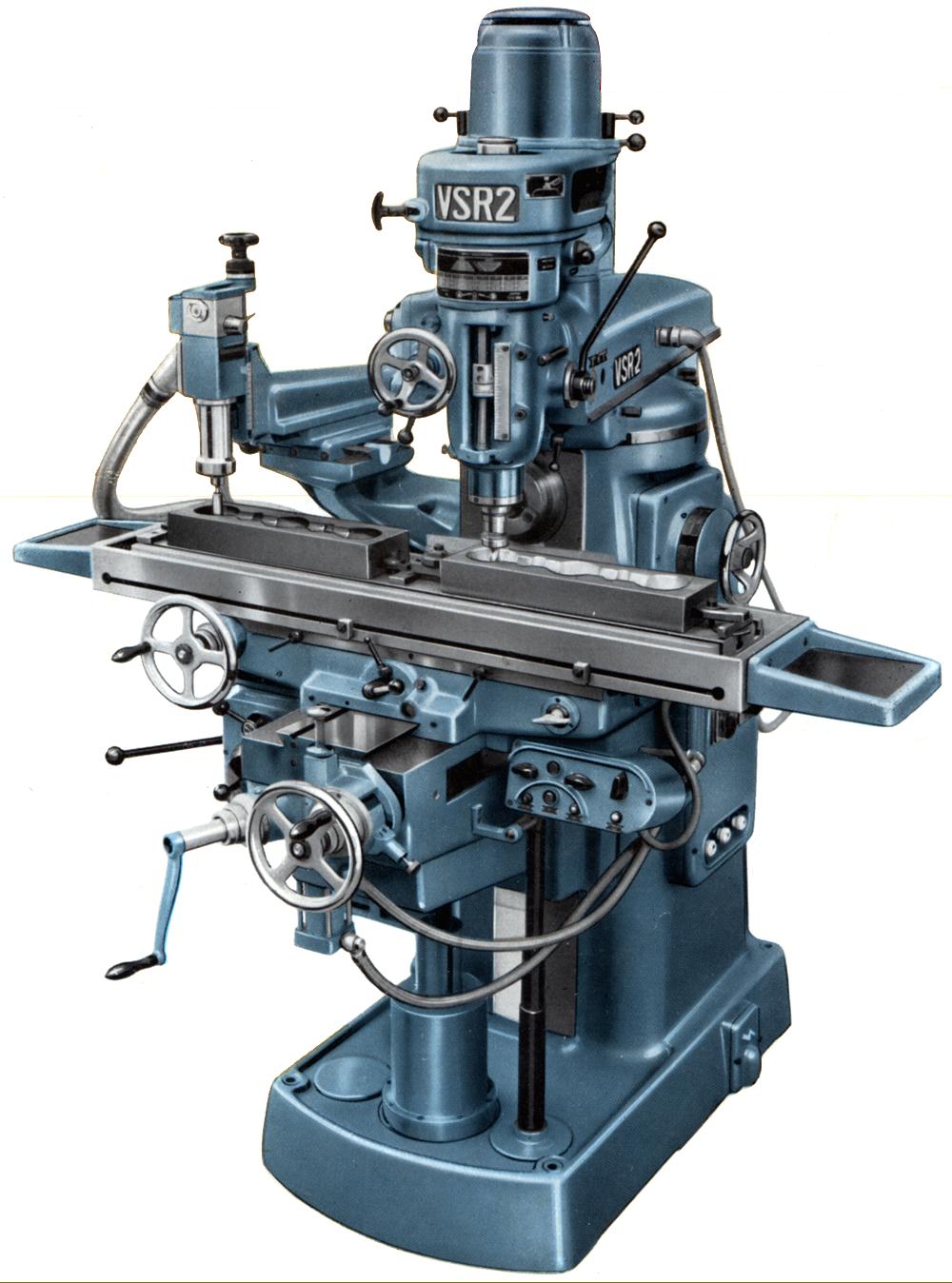
Types VR-2, VRG-2 and VSR-2
If the writer's reference source is complete, three sizes of table were available on these models: a 42" x 10" for the VR-2 only and a choice of 47.75 x 10", 47.75" x 11.75" and 55" x 11.75" for the other two - though for some years of production the longest was not listed. While the 10-inch wide tables had three 9/16" T-slots on 2.5" spacing, the 11.75-inch had four of the same size and disposition. Longitudinal travel on the two longer tables by hand or under power (hand being by a single, forwards facing handwheel working through bevel gears) was 35.5" but limited to 29.5" on the shortest. The single, forward-facing table control was an arrangement that operators used to table-end handle found strange at first acquaintance, but soon accepted as very convenient.
Hand-driven cross and vertical travels were identical on all versions at 11" and 16.75" respectively (power feed in these directions was not available). Driven by a 0.7 h.p. motor through an oil-bath gearbox located on the left-hand side of the knee, twelve rates of longitudinal table feed were available spanning 0.4375" to 19.625" per minute. Selection of feed rates was by a combination of a short lever and a front-facing dial on the motor-gearbox unit with engagement by a second, longer lever - pressing it down from its central (neutral) position engaged the feed (and started the spindle) while lifting it up (against spring pressure) caused the rapid feed, at a rate of either 80 or (depending upon the year of manufacture) 100" per minute, to engage. All versions could be fitted, at extra cost, with a self-contained rapid vertical feed - but this was not available for the other feed directions.
Table feed screws were hardened and ground with that for the longitudinal drive running in an oil bath and made in two short sections, left and right and spring loaded against each other. The screws, around 3" in diameter, engaged against a long, semi-circular nut (a helicoidal rack) fastened to the underside of the table - this ingenious and beautifully constructed arrangement (adjustable to eliminate backlash) giving a huge surface area to slow down the rate of wear. Of conventional design, the cross-feed screw ran through two opposed bronze nuts, this arrangement also being adjustable to eliminate play. Lubrication of the table and knee ways was by a hand-operated single-shot oil pump positioned to the right of the saddle.
Continued below:
|
|