|
Home Machine Tool Archive Machine-tools Sale & Wanted Qualos Home Page Qualos Junior Lathe Qualos Catalogues Qualos Gear Hobber If so, the writer would be very pleased to hear from you. |
||
|
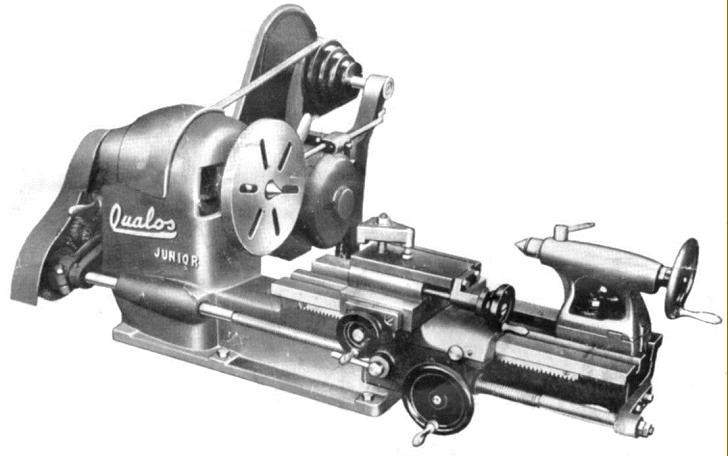
In comparison with the established Qualos 5-inch the 4-inch centre height by 14-inches between-centres, backgeared, screwcutting and gap-bed Qualos "Junior" lathe was a very much more lightly built machine - though it still weighed around 172 lbs. It was obviously built down to a price that would appeal to the amateur market with substantial cost savings coming from the use of ZAMAK pressure die-castings for the apron, compound slide-rest end plates and even the carriage rack. In this respect it followed the lead of the American Atlas - but also went further, like the English-made but Atlas-based Sphere - with engineering plastics employed for the changewheels, headstock and countershaft pulleys, all the control wheels and even the leadscrew clasp nut. With so many components made in expensive-to-produce dies the makers must have expected the lathe to sell in sufficient numbers to recoup what must have been a considerable investment. |
|
|

|
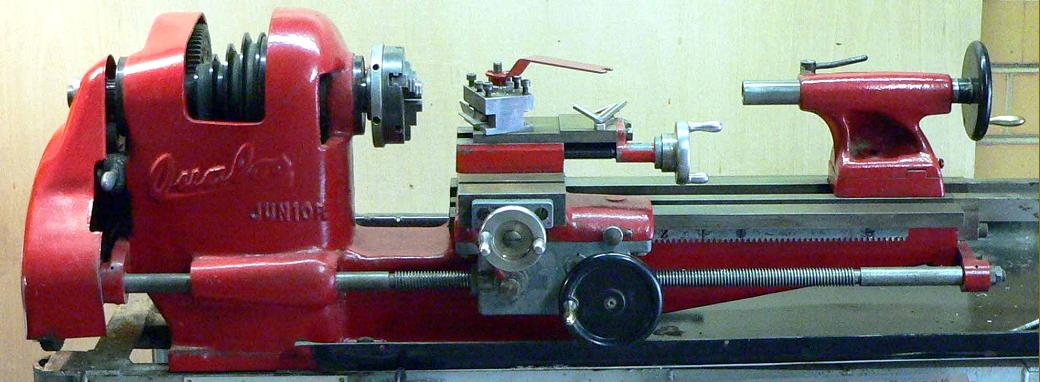
Qualos Junior with bed and headstock cast as one. The gap was of unusually large capacity, but carefully dimensioned so that the tool was just able to reach across to the face of an standard 4-inch 3-jaw chuck without the carriage running over fresh air. With the light "ring-scroll" 3-jaw fitted to the example above the tool cannot quite reach. |
|
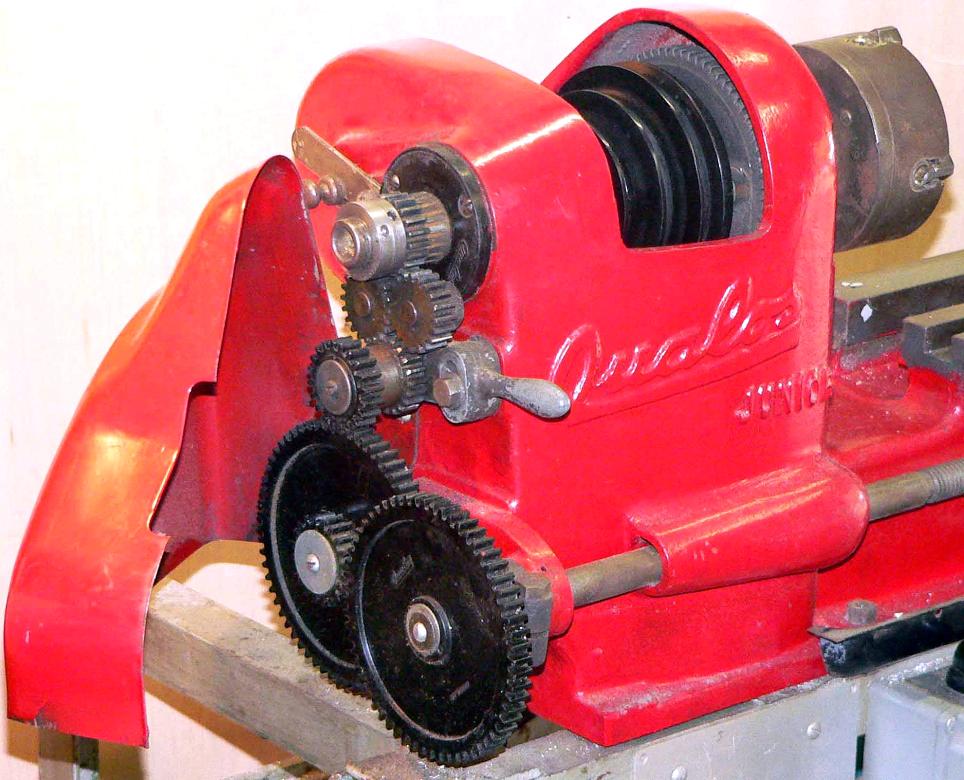
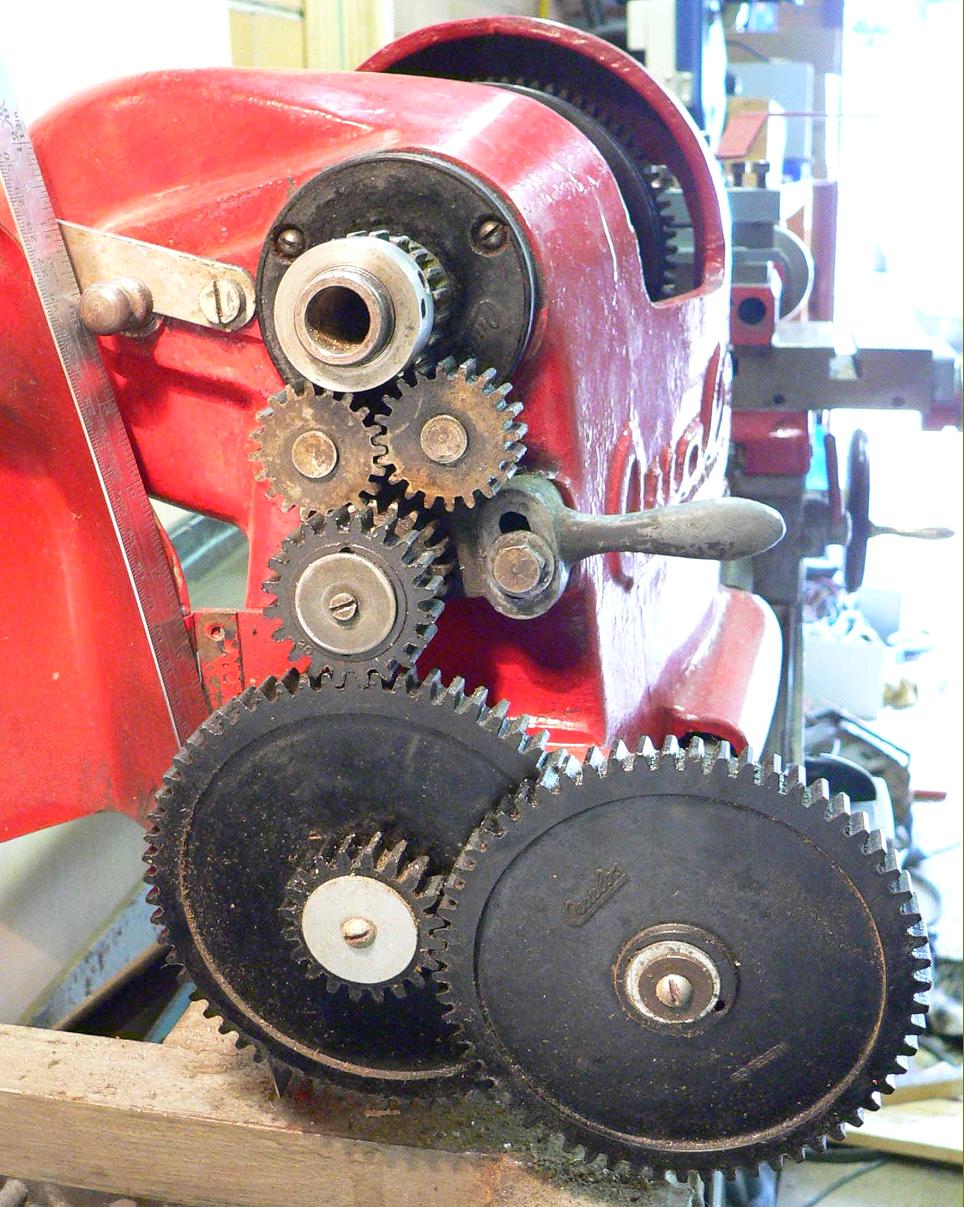
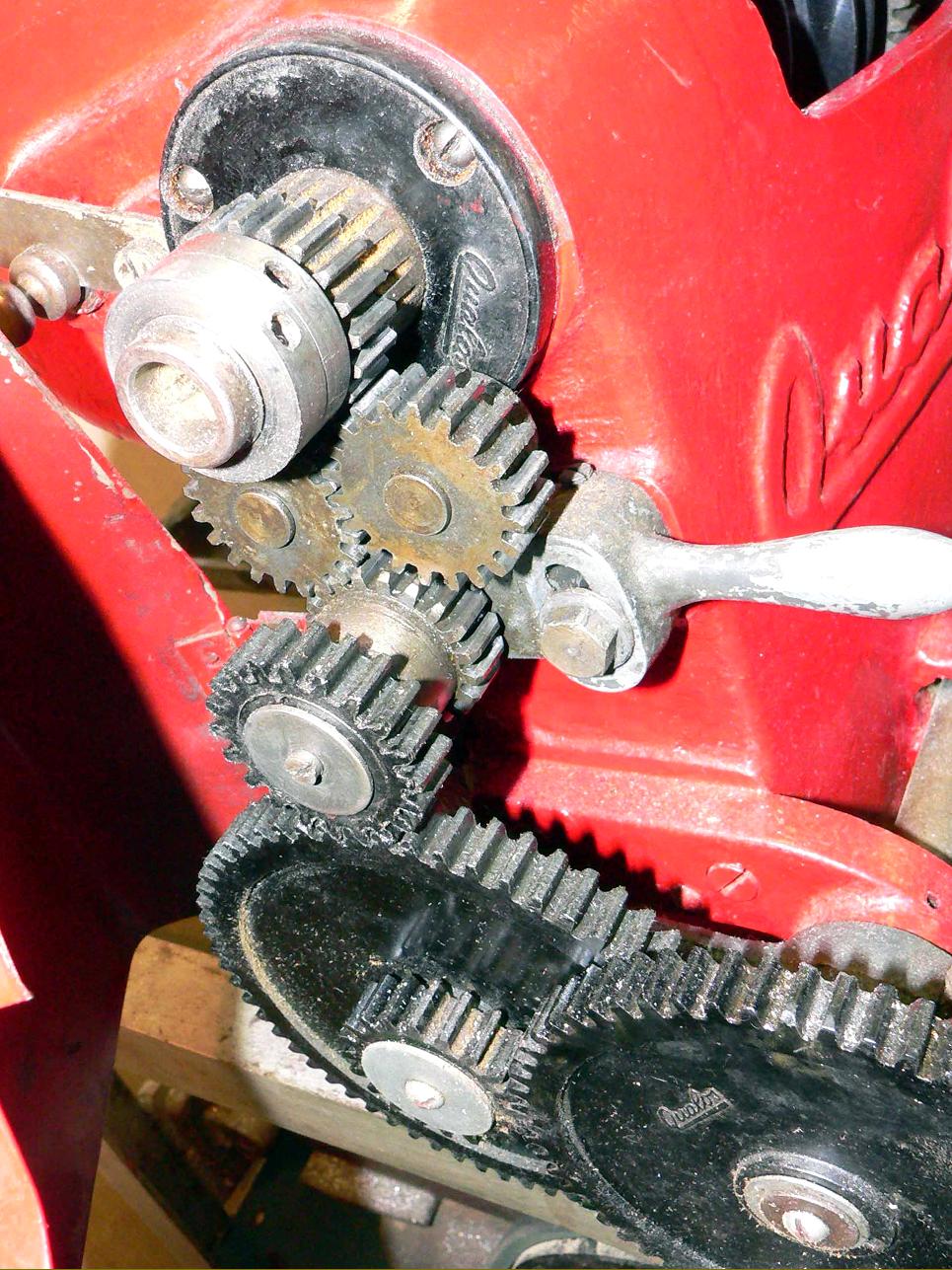
Drive to the leadscrew was by coarse-pitch plastic changewheels though a tumble-reverse mechanism that, as a cost-cutting measure, lacked a spring-loaded indent mechanism and required the operator to laboriously unbolt it each time the drive required reversing or disconnecting. |
|
The relatively coarse pitch of the plastic changewheels is evident from this picture. Not even the spindle and tumble-reverse gears were given finer-pitch gears, a common arrangement on other lathes. |
|
|
|
|
|
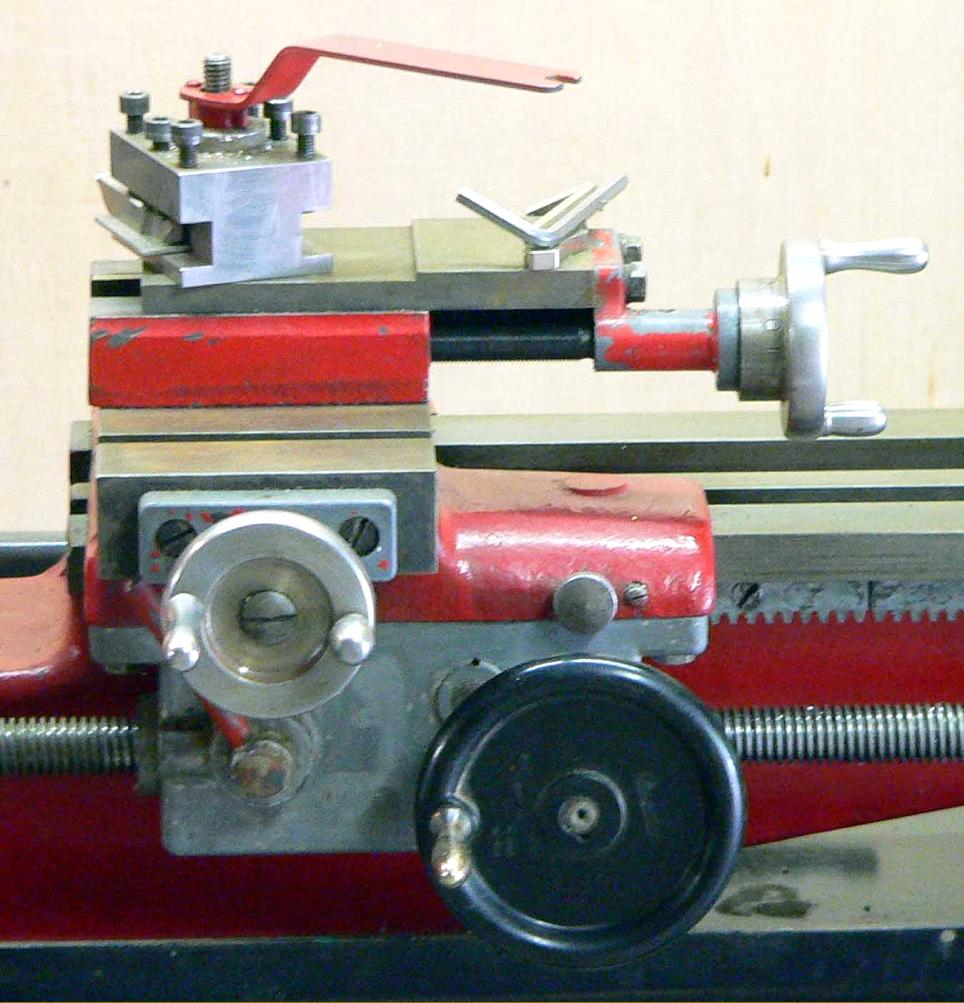
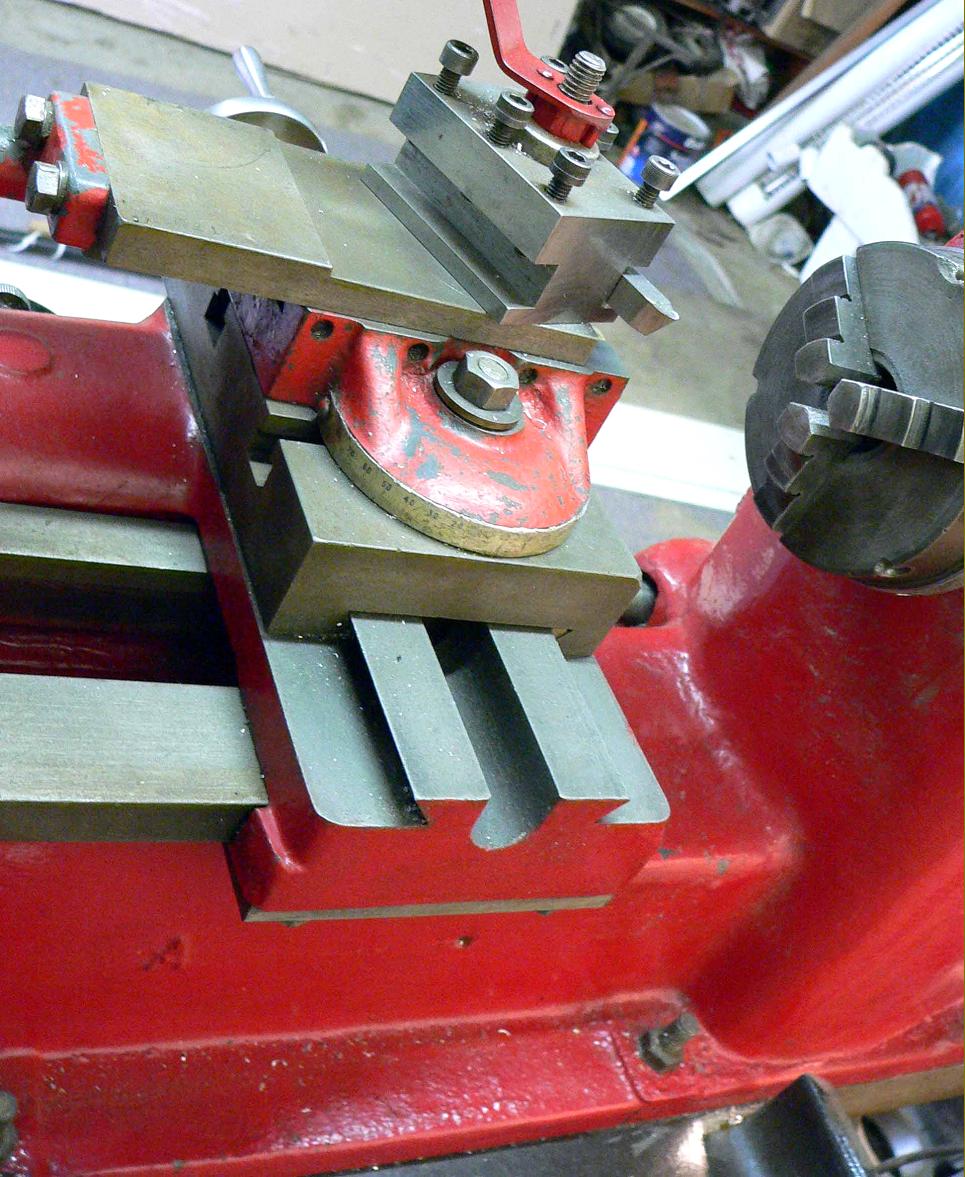
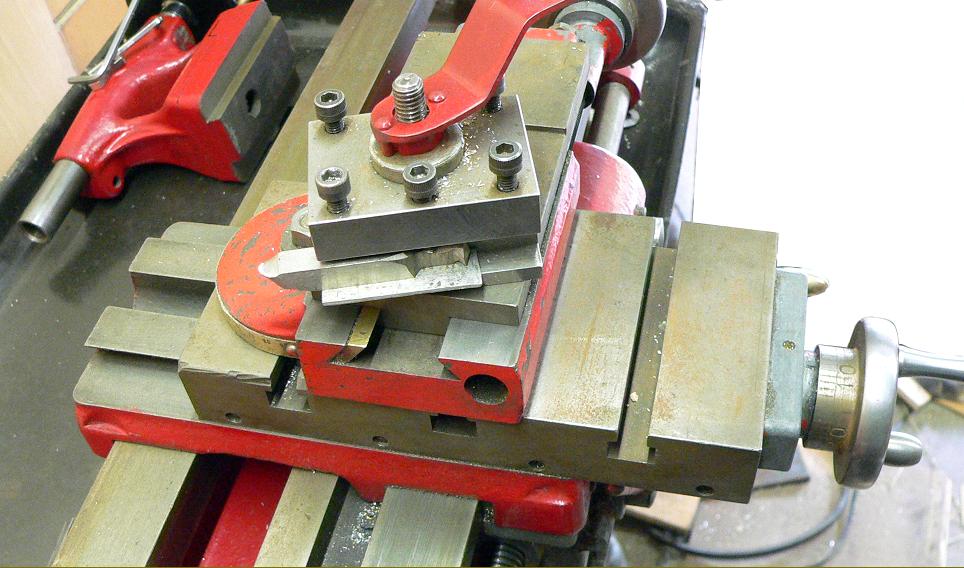
A compound slide rest assembly was fitted with the top slide resembling that used on the English Drummond M-Type with a side-mounted feed screw and awkward-to-read rear-mounted degree scale. |
|
|

|
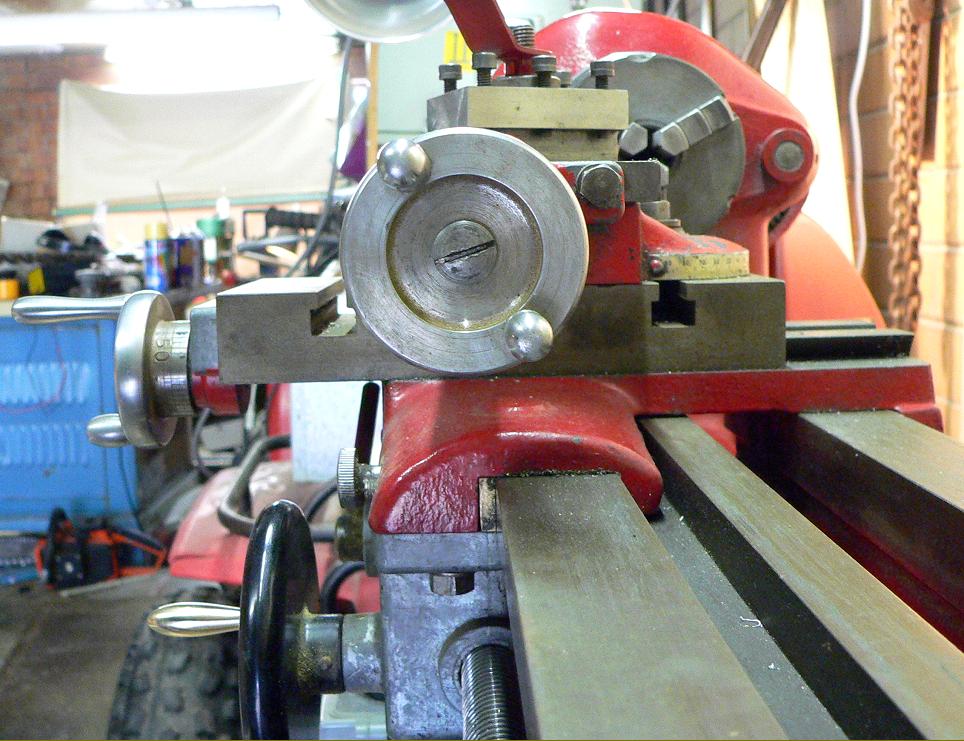
Locked to the bed by a nut that required the services of a self-hiding spanner, the set-over tailstock was modelled on that fitted to the larger Qualos lathe with a No. 2 Morse taper barrel but, unfortunately, locked by the simple method of closing down a long slot in the casting with a screw - though the makers were kind enough to include an insert so it could not be over tightened and snap the casting. |

|
|