|
Home Machine Tool Archive Machine-tools Sale & Wanted Perris Accessories Ace Minor Advertisements Perris Jigsaw Evolution of the Perris Lathe Perris Miller & other literature is available for the Perris, |
||
|
Brian Perris, founder of Perris Lathes, was born in Bradford but started his engineering career in the early 1960s with the famous Metal Box Company in Portslade, near Hove. Leaving to start his own business in about 1963, he had a workshop for a brief time in Shoreham, followed by premises in Worthing before finally moving to Norwich. The Perris Company occupied two sites in Norwich: one at Roundtree Way, Mousehold and then a much larger factory unit in Sprowston Road. Mr. Perris began by making his own wooden patterns, based on the Flexispeed lathe he was then selling as kits of parts - a friend having bought the company. The Sheffield-made Flexispeed had its origins in the 1940s and was a popular small machine that continued in production, in various forms, for nearly fifty years. Over many years, and several changes of ownership, the Flexispeed became in turn various models: Simat 101, Meteor, Hector, Norfolk, Perris and then, unchanged, as the first "Cowells" lathe - a brand that was to find considerable success and which still continues in production today. |
|
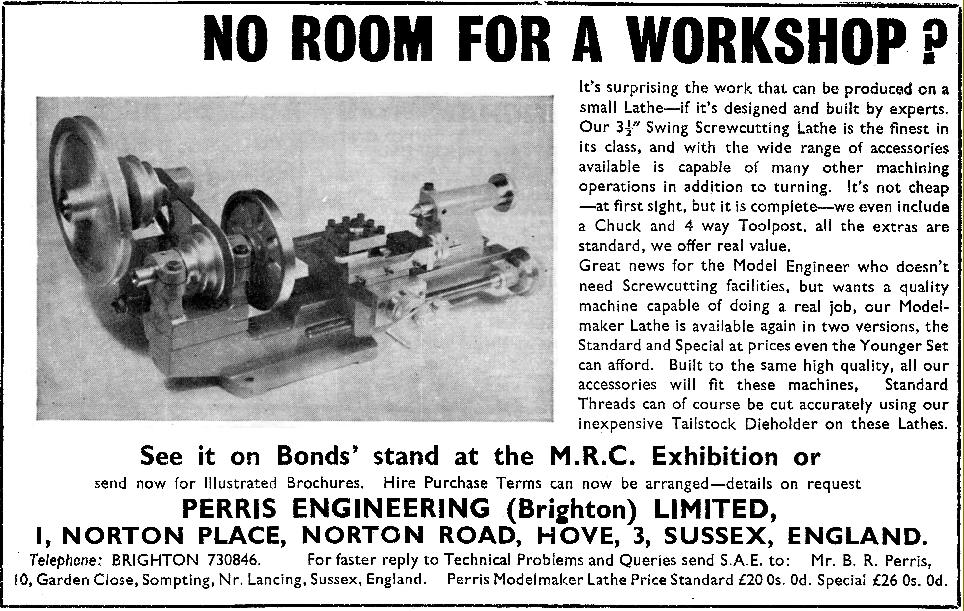
is expensive but that they also offer two cheaper versions, the "Standard" and "Special" at lower prices |
|
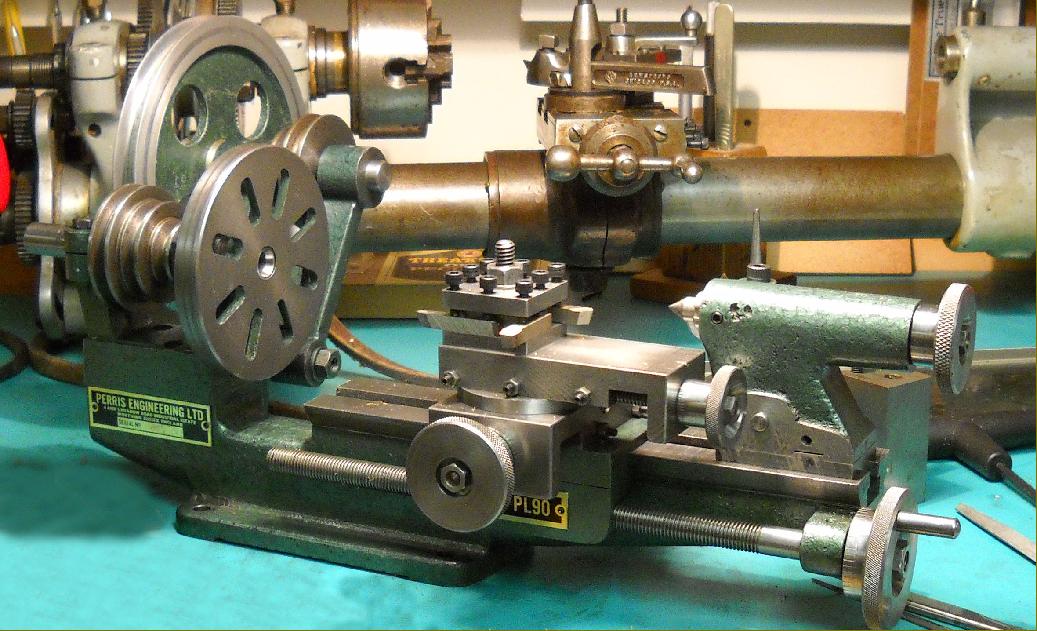
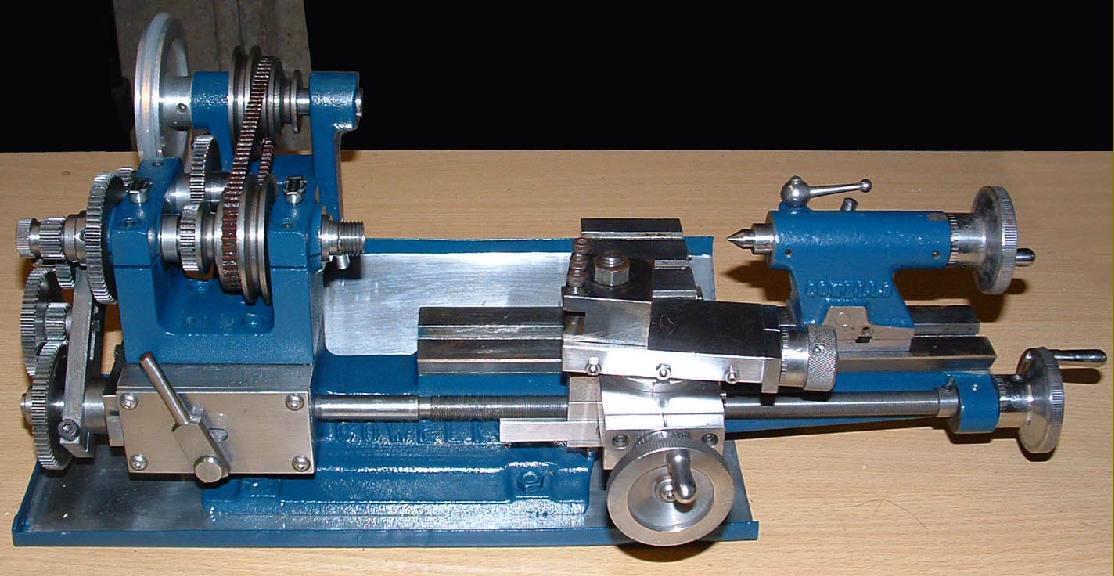
The less-expensive Perris "Special". PL90 Model Maker's lathe - a version marketed exclusively from the factory. Note: the proper compound slide on a tapered spigot; a two-T-slot table, (unlike the Centrix which had three); an 8 mm collet-type 1/2" x 20 t.p.i. Mandrel; the SL90 tailstock (self-ejecting centre with a proper locking mechanism and screw-adjust set-over and graduated micrometer collars on top and cros slides - the latter having the facility of being adjustable to zero (the Standard version of the Perris PL90 seems to have been the one with a 1/2" BSF nose, 0-MT sockets in headstock and tailstock, a rather crude bolt-down top slide and a bolt-down tailstock etc., exactly as the Centrix. |
|
|
|
|
|
|


|
|
|
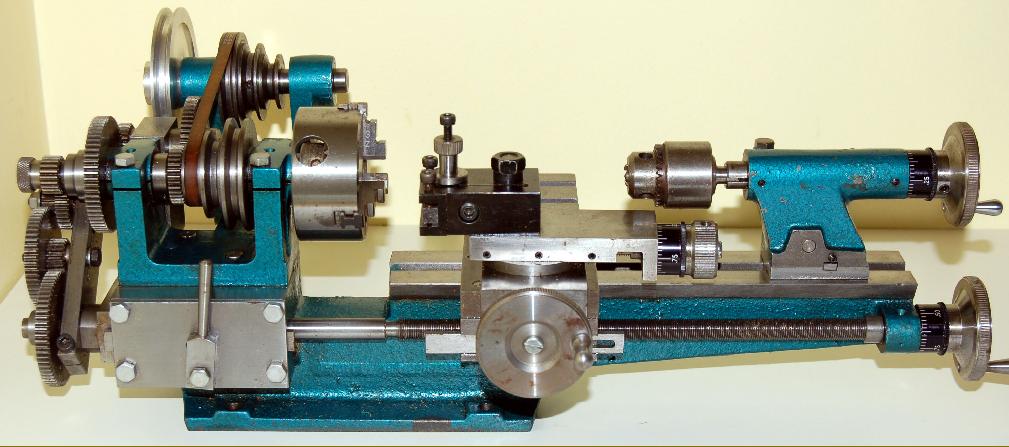
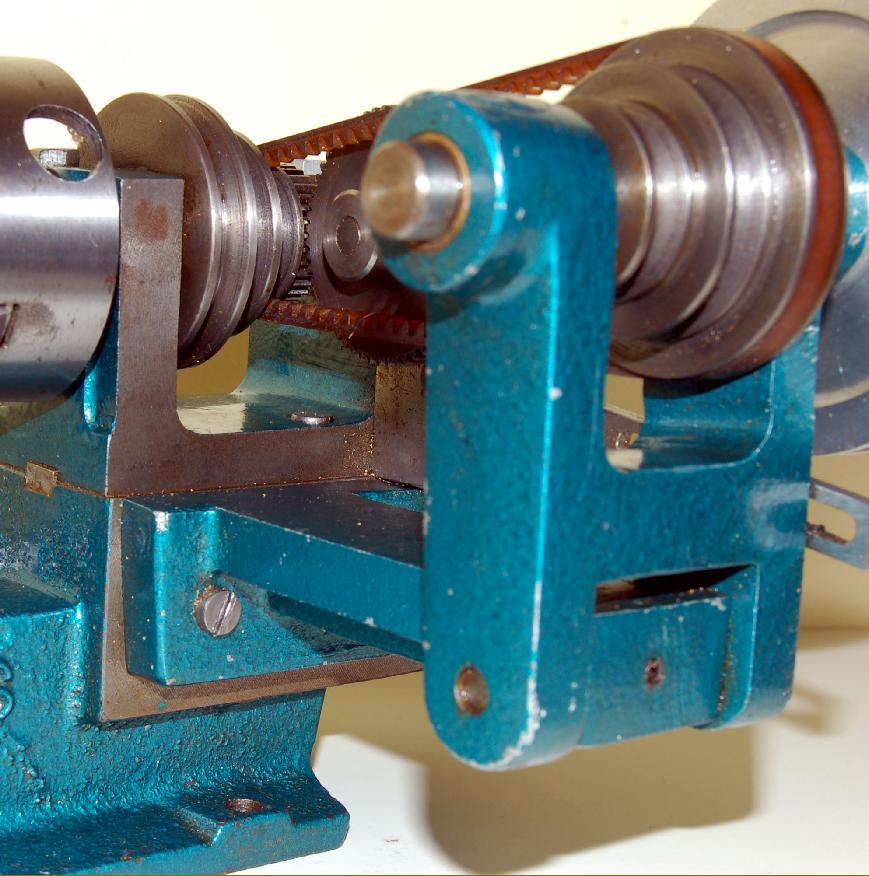
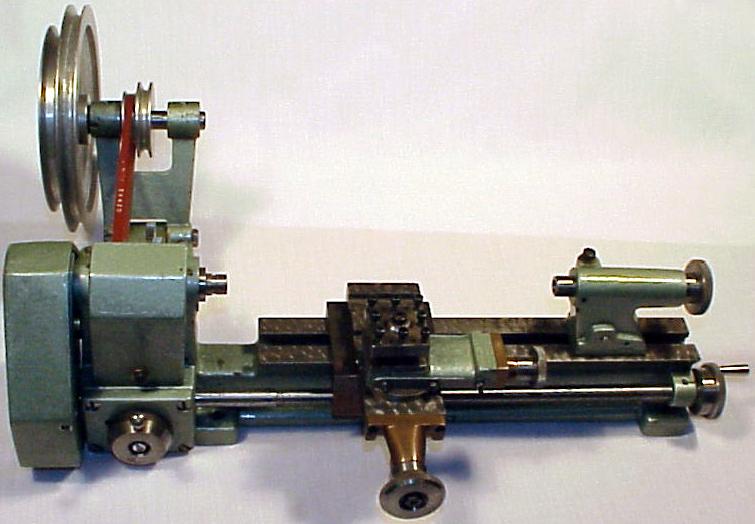
Perris Model PL100 (in effect a PL90 Mk. 2). With a Myford-like extension to the cross-slide end bracket, a full-depth bed, enclosed changewheels, neatly-engineered dog-clutch on the leadscrew and guarded belt drive this more sophisticated Perris lathe demonstrates considerable attention to detail. |
||

|
|

|
|
||
|
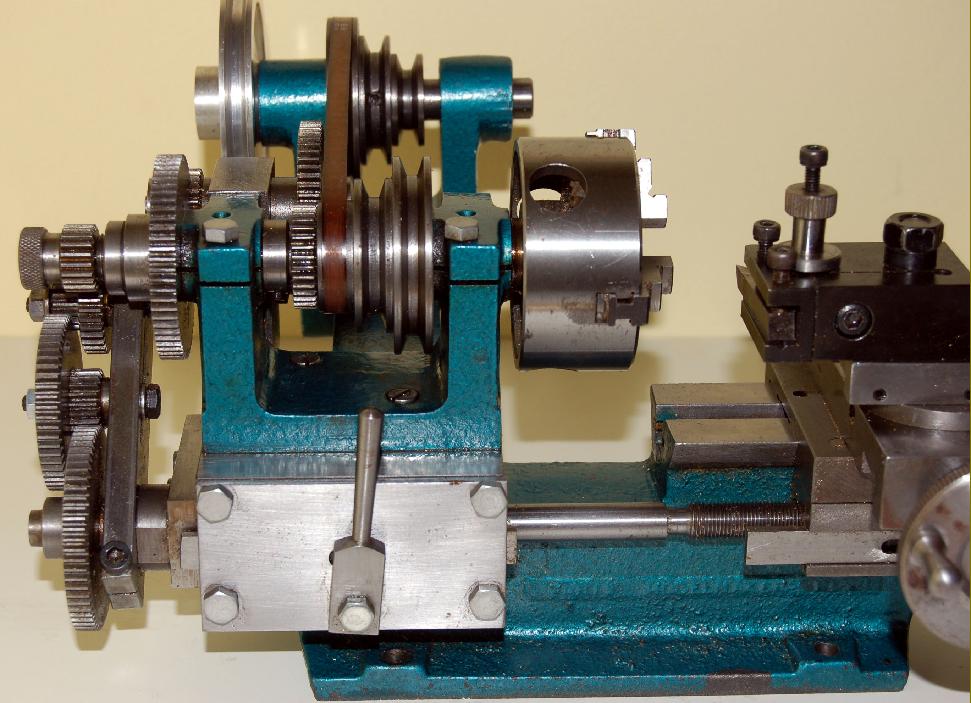
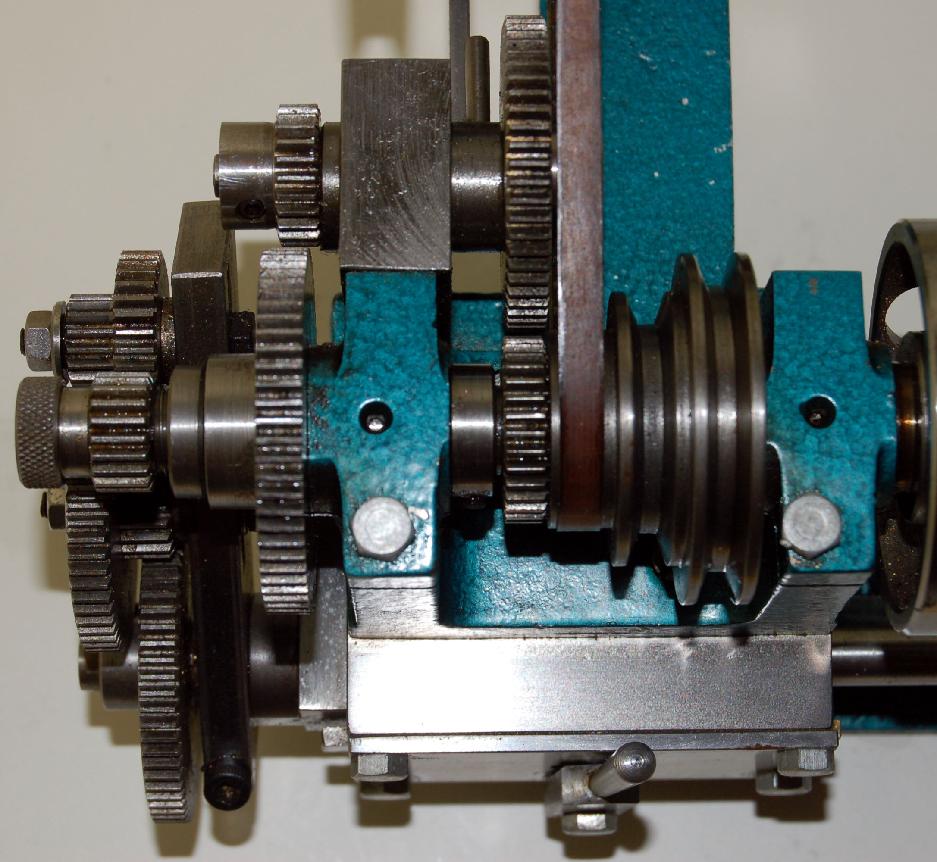
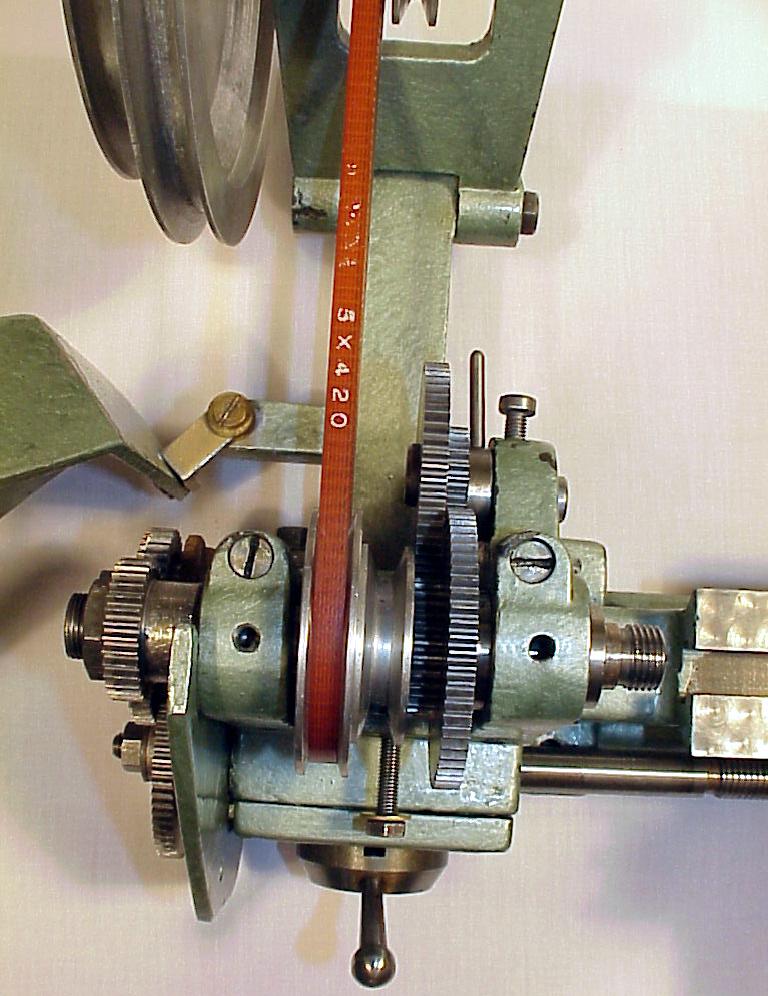
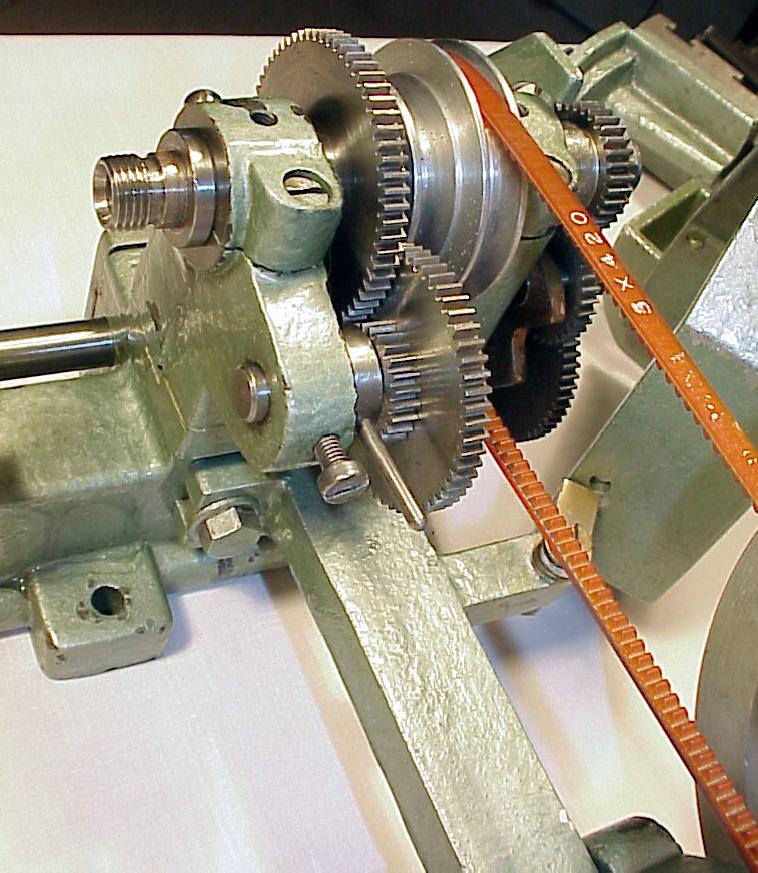
The design of the backgear assembly resembles that fitted to the Pre WW2 Myford ML2 and ML4 lathes being clustered together on an eccentrically-mounted shaft behind the spindle-mounted bull wheel. The countershaft (that also carried the hinge bracket for the changewheel cover) was bolted directly to the back of the lathe bed. |
||
|
A view showing the spindle-bearing adjustment screws, the unprotected bearing oil holes, the simple but robust robust-for-its-size layout of the countershaft and the neat if fragile arrangement of the changewheel cover's hinge assembly. |
||
|
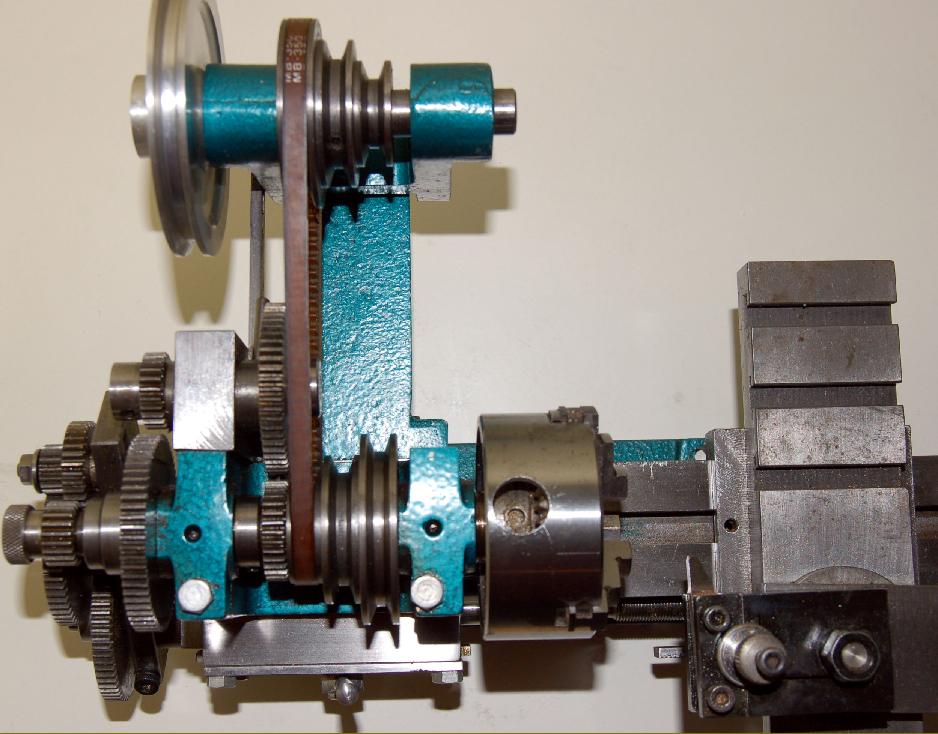
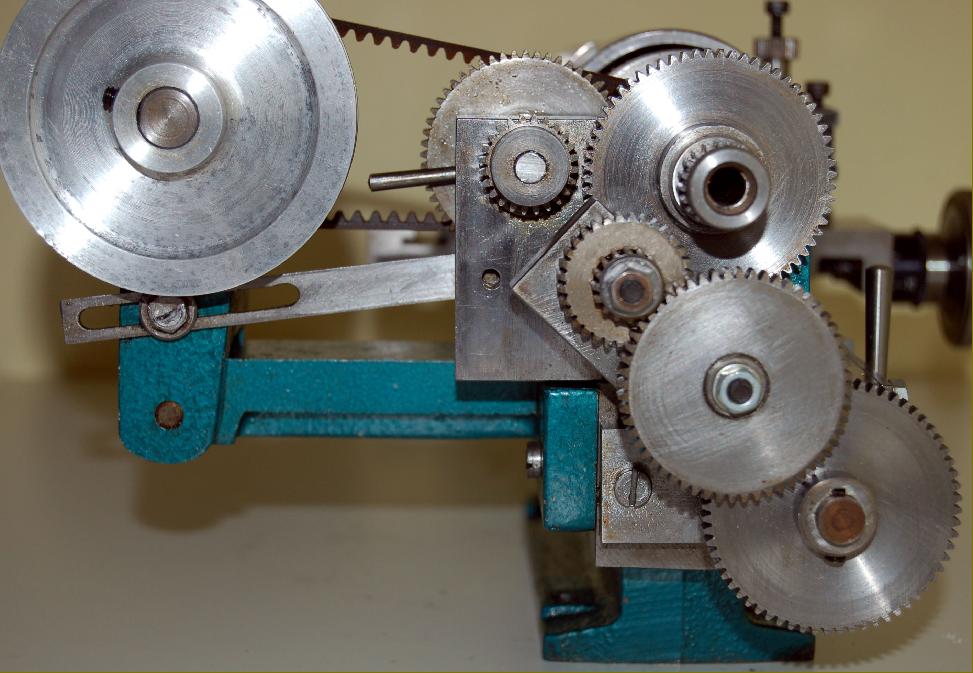
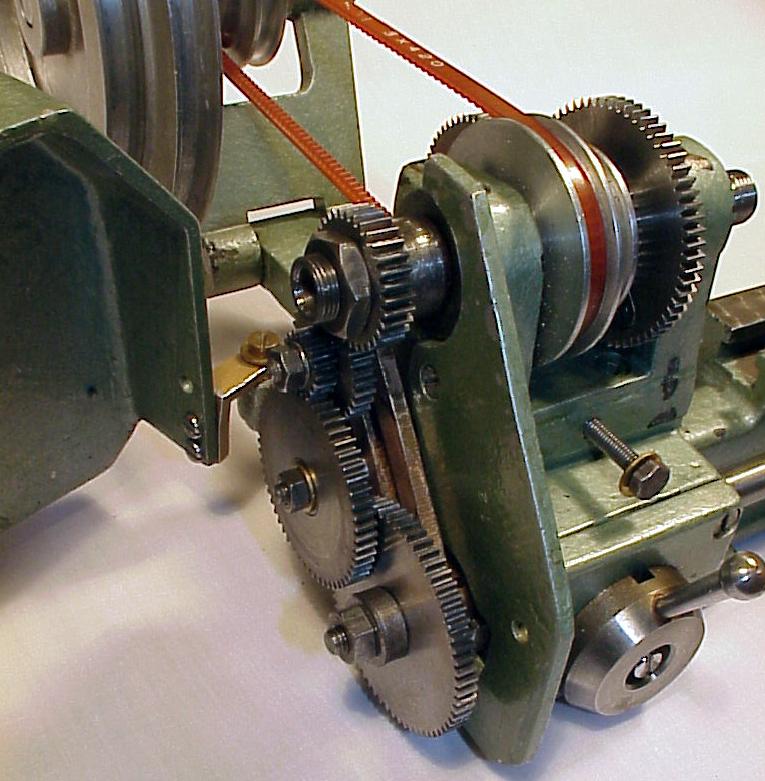
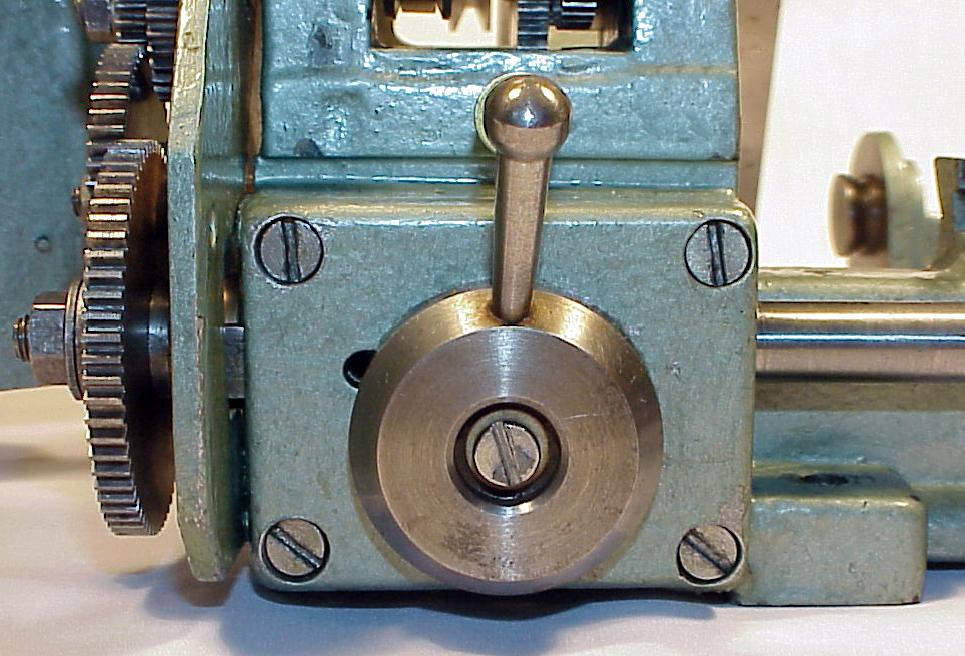
No tumble-reverse mechanism on the changewheel drive but ample room to build a proper compound reduction of gears to give a provide feed to the carriage drive. |
||
|
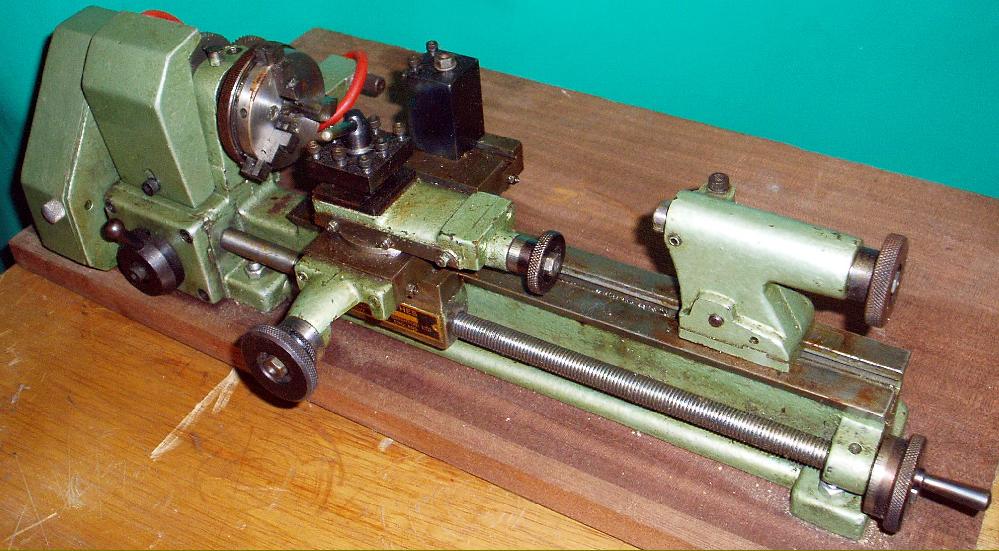
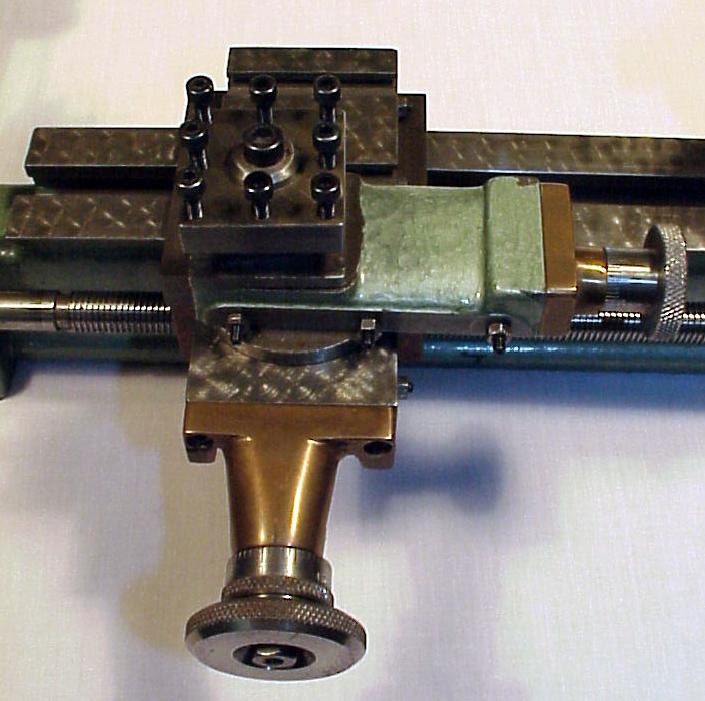
For an inexpensive lathe the compound slide was particularly well designed and made. A Myford like end bracket enabled the cross slide to be moved until it was well over the front edge of the saddles (a great boon when using a vertical milling slide) the clearly engraved micrometer dials could be zeroed and the knurled edges of the handwheels (in lieu of handles) provided a secure grip that allowed tiny adjustment to be accurately made - even with oily hands. |
||
|
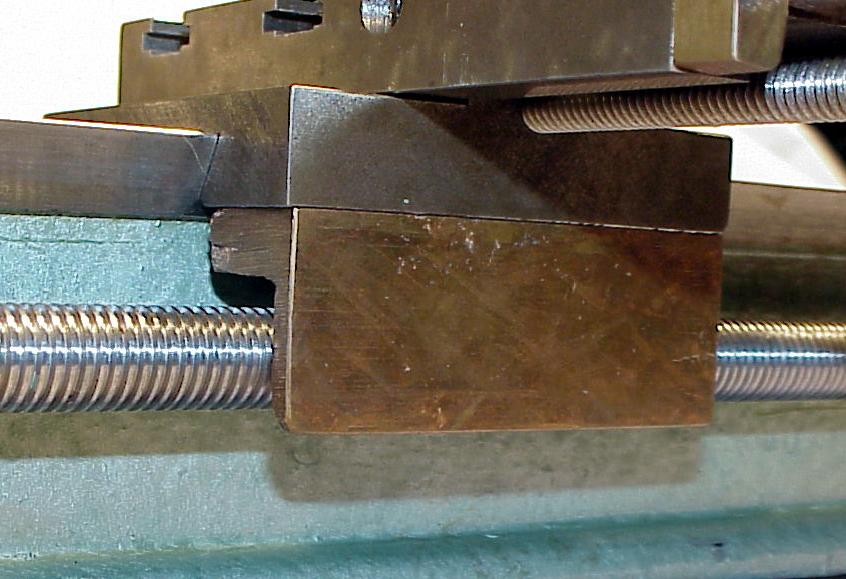
Another expensive-to-engineer feature seldom seen on miniature lathes was the tapered spigot. mounting of the top slide onto the cross slide. |
||
|
|
||
|
|
|
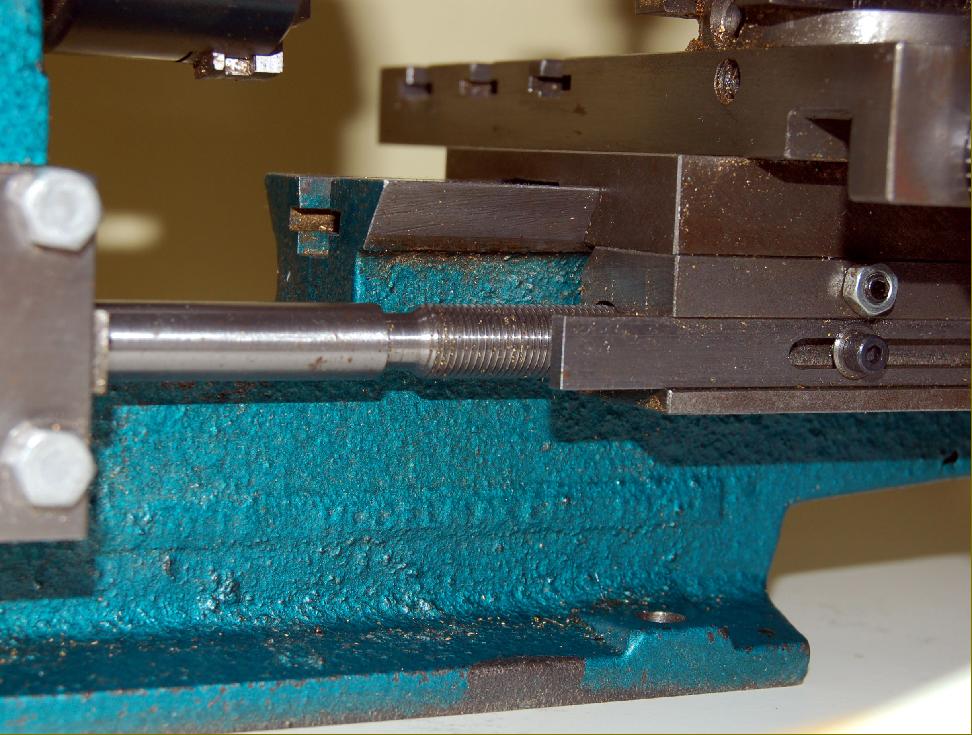
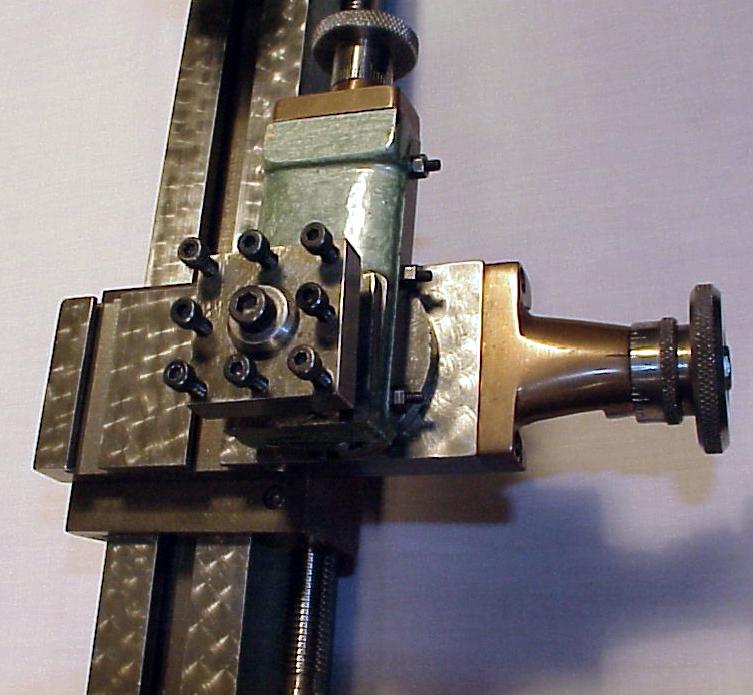
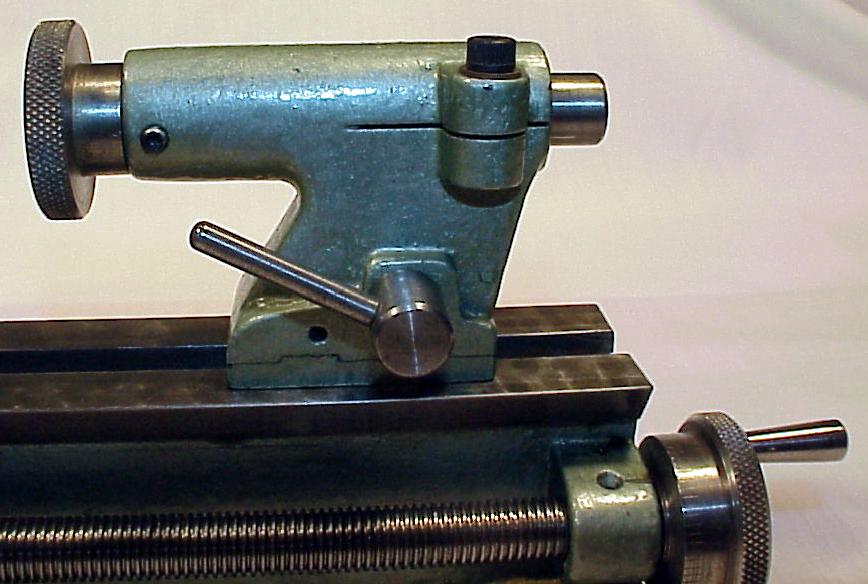
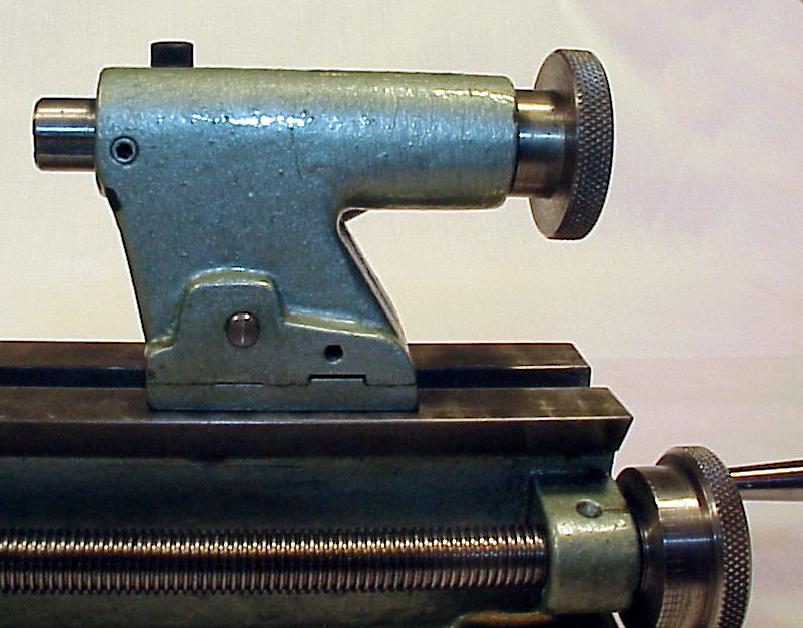
Above and below: the tailstock was fitted with a proper through shaft carrying an eccentric lock but, unfortunately, a simple split in the casting to close down and lock the barrel. |
|
& other literature is available for the Perris, Flexispeed, Norfolk & other versions of this lathe Home Machine Tool Archive Machine-tools Sale & Wanted |
||