 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
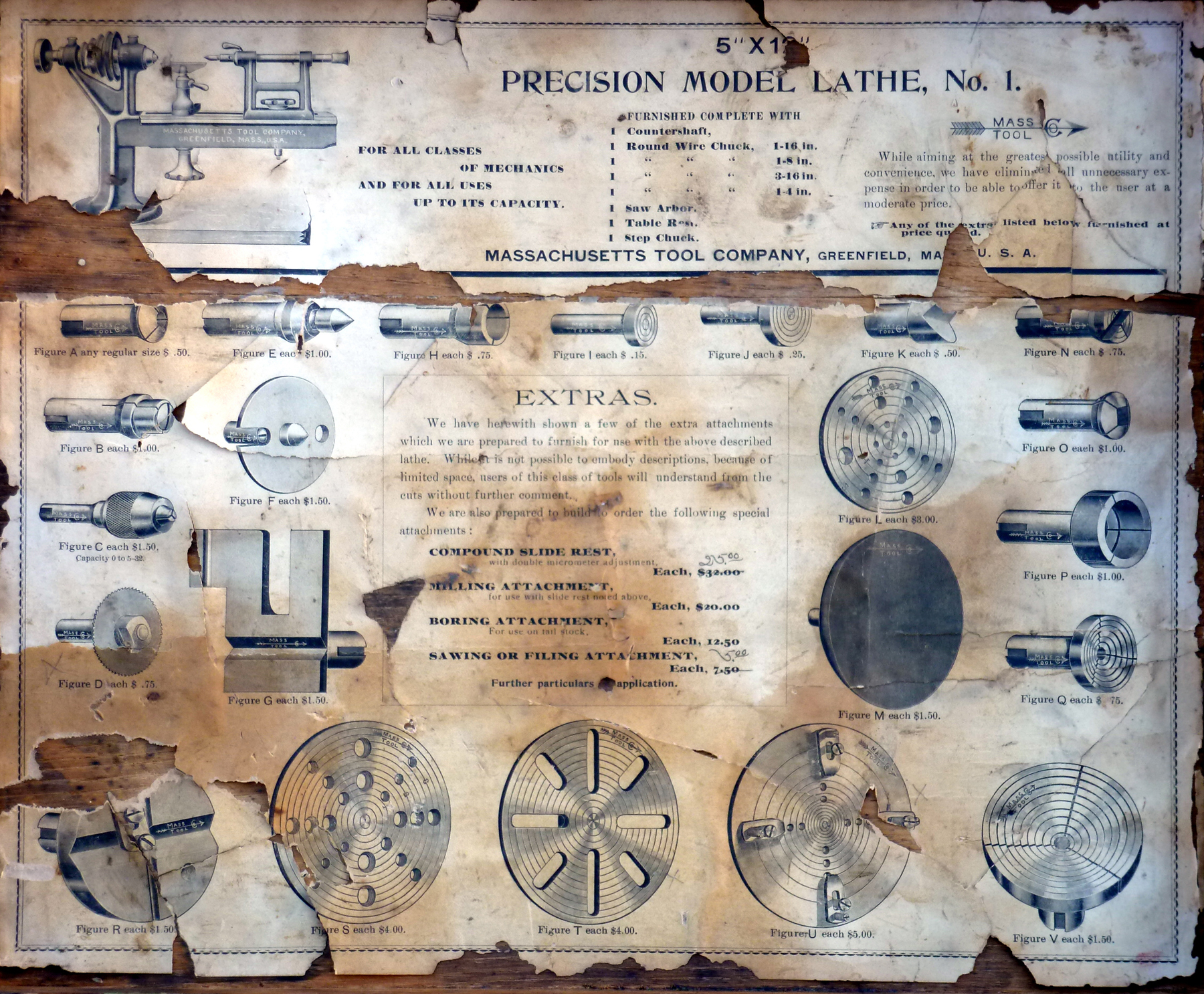
Marketed as the "Massachusetts" this Goodall-Pratt-manufactured machine was usually sold as the 2.5" x 4" Model 700 Precision Collet Lathe - and may only have been offered using the Massachusetts branding when sold as a boxed set under the listing: Precision Model lathe No. 1.
Started by Pratt in 1900, as a subsidiary of Goodell-Pratt to make precision tools in Greenfield, the Massachussets Tool Co. had their factory on land leased from G-P - alongside the main G-P plant. In 1901 the new firm are known to have bought out the Coffin & Leighton Company of Syracuse, NY (who manufactured fine-quality steel rulers) and in 1901 added micrometers to their catalogue when they bought out the Lavigne Micrometer Company of New Haven, CT. Massachusetts product line then grew quickly to include all manner of simple engineer's tools and was to retain its own price list until absorbed by Goodell-Pratt in 1912. Although the Massachusetts Tool Co. appeared almost at the same time that the first existence of these little lathes became known - in say 1900 - given that they specialised in precision tools, but not complex machinery, it is open to question as to whether they, or Goodell-Pratt, were responsible for the design and initial production.
As boxed sets, the Goodell-Pratt lathes could be had with varying levels of equipment, but the version shown below (discovered in England during 2012), is far from basic and included a thoroughly useful set of accessories with, in addition to the expected items (a collet-mounted drill chuck for use in the headstock only, a faceplate with an integral centre and a hand T-rest) a number of unlikely and expensive items including: a collet-mounted 3-jaw chuck; compound slide rest with screw feeds; a vertical slide with indexing attachment; , a saw table (with V-shaped groves) to socket into the hand-rest support; a boring head to clamp around the tailstock barrel; a small set of round and square collets for the headstock; 3 miniature collets for the tailstock barrel; a set of expanding split arbors and a centre. Also present were a number of collets with a slot across their ends - these being, presumably, intended to hold small sections of flat material Other items were also available: stepped and crown collets, wax and emery chucks, five different designs of faceplate; a catchplate; a lead-faced lapping plate and a saw table - though most of these, and more, were also listed in the contemporary Goodell-Pratt catalogue as accessories for the Models 125, 494 and 700 lathes - and where a host of other useful items could be found, priced well below those from makers of genuine watchmakers' lathes.
With thanks to Simon Oldfield in the UK who took the time and trouble to forward both technical details and a set of excellent photographs.. Pictures continued on page 2
Some pictures below are high resolution and may take time to load
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
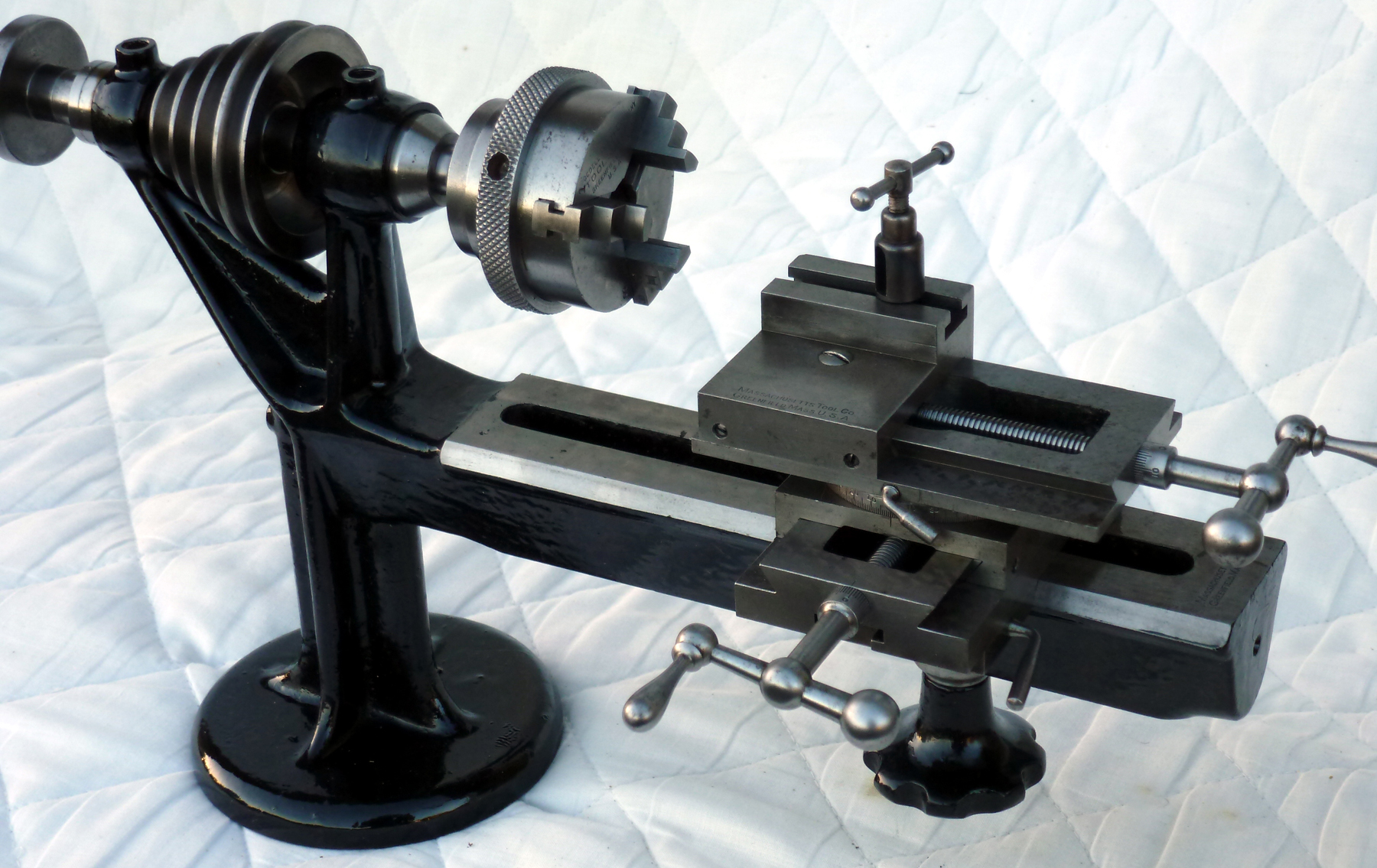
Massachusetts Lathe Model No. 1 in fine, original condition. Stored for decades smothered in grease, when found it required just a gentle clean and a light polish of the machined surfaces. The boxed set contains: a 3-jaw chuck, hand T-rest, compound screw-feed slide assembly, vertical slide with indexing attachment, boring head to clamp around the tailstock barrel, a saw table (with V-shaped groves) to socket into the hand-rest support, a set of round and square collets for the headstock, miniature collets for the tailstock barrel, collet draw bar, expanding split arbors, a drill chuck to fit the headstock spindle and a faceplate. Also included were a number of collets with a slot across the end, these, presumably, being intended to hold small sections of flat material
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Even the original and rather colourful transfer survives on the box lid
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Label inside the box lid: an illustrated list of the astonishingly wide range of extras available including no fewer than five different faceplates - and even wax chucks of the watchmakers' type
|
|
|
|
|
|
|
 |
|
|
|
|
|
Lathe set up for simple handwork with a T-rest and draw-bar held collet
Note the simple tailstock: a hand-pushed, keyed rod passing through plain bores with that at the front split to form a clamp. A miniature tapered centre was fitted with a maximum diameter of ¼" (possibly a Jarno 2 ?) with the shaft cross-drilled to accept an extraction drift.
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
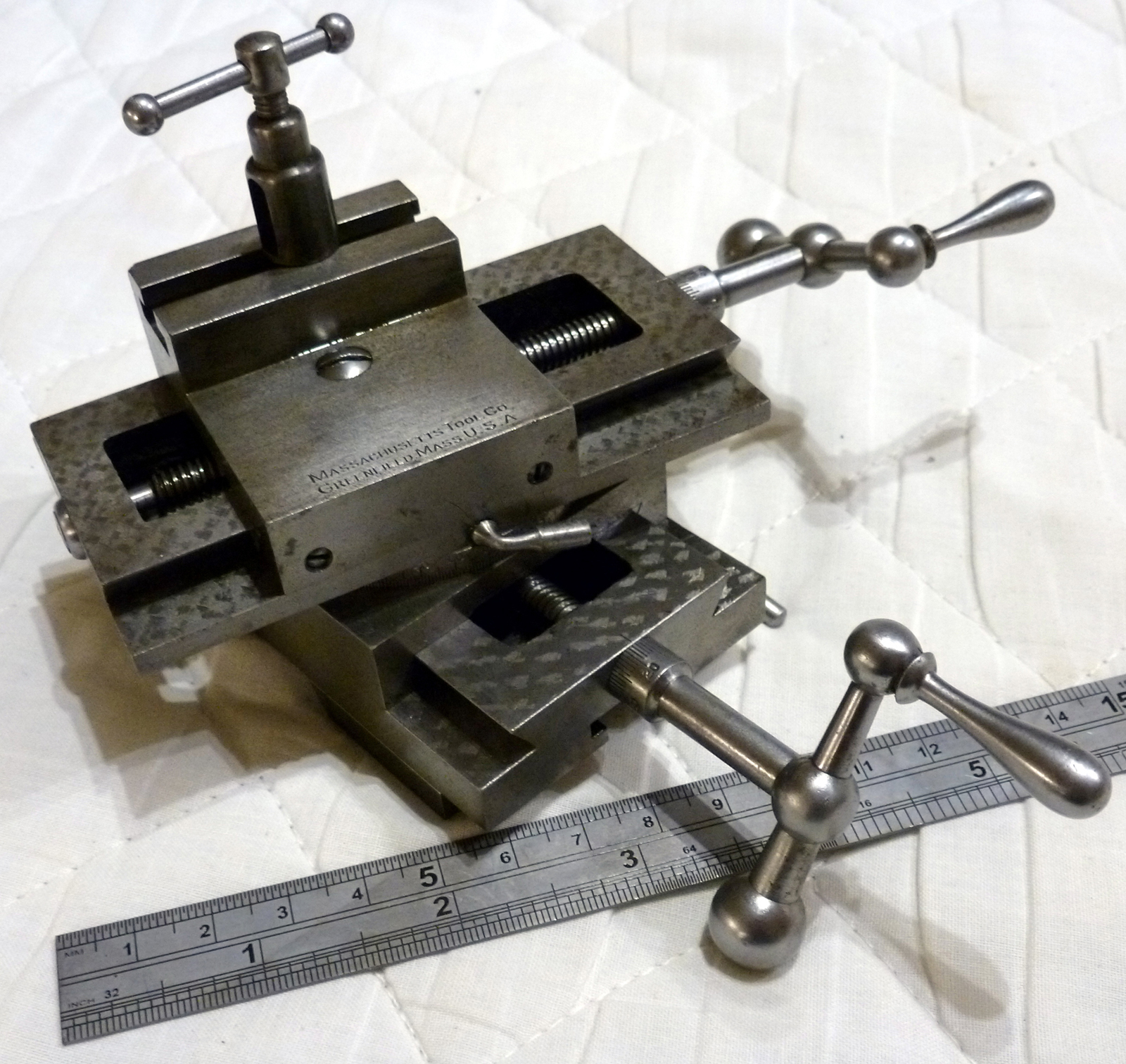
Compound slide rest assembly and 3-jaw chuck in place. Location at 90 degrees to the lathe's longitudinal axis was by a bock fixed to the underside of the slide that bore against the front bevelled face of the bed. Unfortunately, because the bed was so short, it was impossible to mount both the compound slide and tailstock with the 3-jaw chuck in place - and even with the chuck removed, it was still awkward to fit the compound and tailstock at the same time.
Listed at $25 the slide-rest was an expensive item, today's equivalent price being around $625. However, it was well made, hand scraped on all its sliding surfaces and constructed as a proper job with the upper element able to be rotated through 360°. Swivel was locked by a single thumb screw and a finely engraved degree scale provided around the base.
Driven by feedscrews ¼" diameter with a left-hand (ACME profile) 20 t.p.i thread, the cross slide had a travel of 2 ¾" and the top slide 2 ½". Unlike so many tiny lathes of its time, the Massachusetts was equipped with micrometer barrels, 3/8" diameter and engraved with marking from 0 to 50 (i.e. graduated in thou); however, these were fixed and could not be zeroed
An unusual method was used to locate the feedscrews - the far end of each having a keyway with a keyed collar slipped on and end float adjusted by a screw, threaded into the end of the feedscrew and bearing against the collar; the keyway was tiny and the key just 3/64" x 1/32"
Of standard 'American pattern", with the tool able to be rocked up or down a little on a curved support that bore on the inside of a dished washed, the toolpost took tiny, 5/32" square tools
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Like those used on many makes of watchmakers' and "bench precision" lathes, the spindle was formed with a double cone at the front: one was shallow with the other (at 45°) much steeper and intended to take end thrust.
End-to-end clearance was set by a second 45° tapered collar keyed to the rear of the mandrel and adjusted by a screwed-on ring slightly smaller in diameter than the mandrel and with a radial split. With the split opened - by forcing a screwdriver blade into the slot - it expanded slightly and could be screwed onto the mandrel up against the tapered collar and the setting adjusted. When the screwdriver was removed the ring gripped the thread and (hopefully) prevented the setting from changing.
No separate headstock bearings were used, instead the spindle ran directly in the surrounding cast iron of the headstock (with perfectly satisfactory results like many South Bend lathes) and carried a 4-step pulley intended for drive by a round leather "gut" rope.
Instead of screwing onto the spindle end, all attachments were fitted to collets, these being held in place by a simple form of externally threaded drawbar. Although of much cruder construction rather than the delicate, thin-walled internally threaded types found on watchmakers' lathes it did have the advantage of better resisting careless handling by less experienced owners.
|
|
|
|
|
|
|
 |
|
|
|
|
Location of the feedscrews: a keyway was machined into the end inch with a collar - having an integral broached key - slid on and retained by a screw threaded into the end of the shaft. The keyway was tiny and the key just 3/64" x 1/32"
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
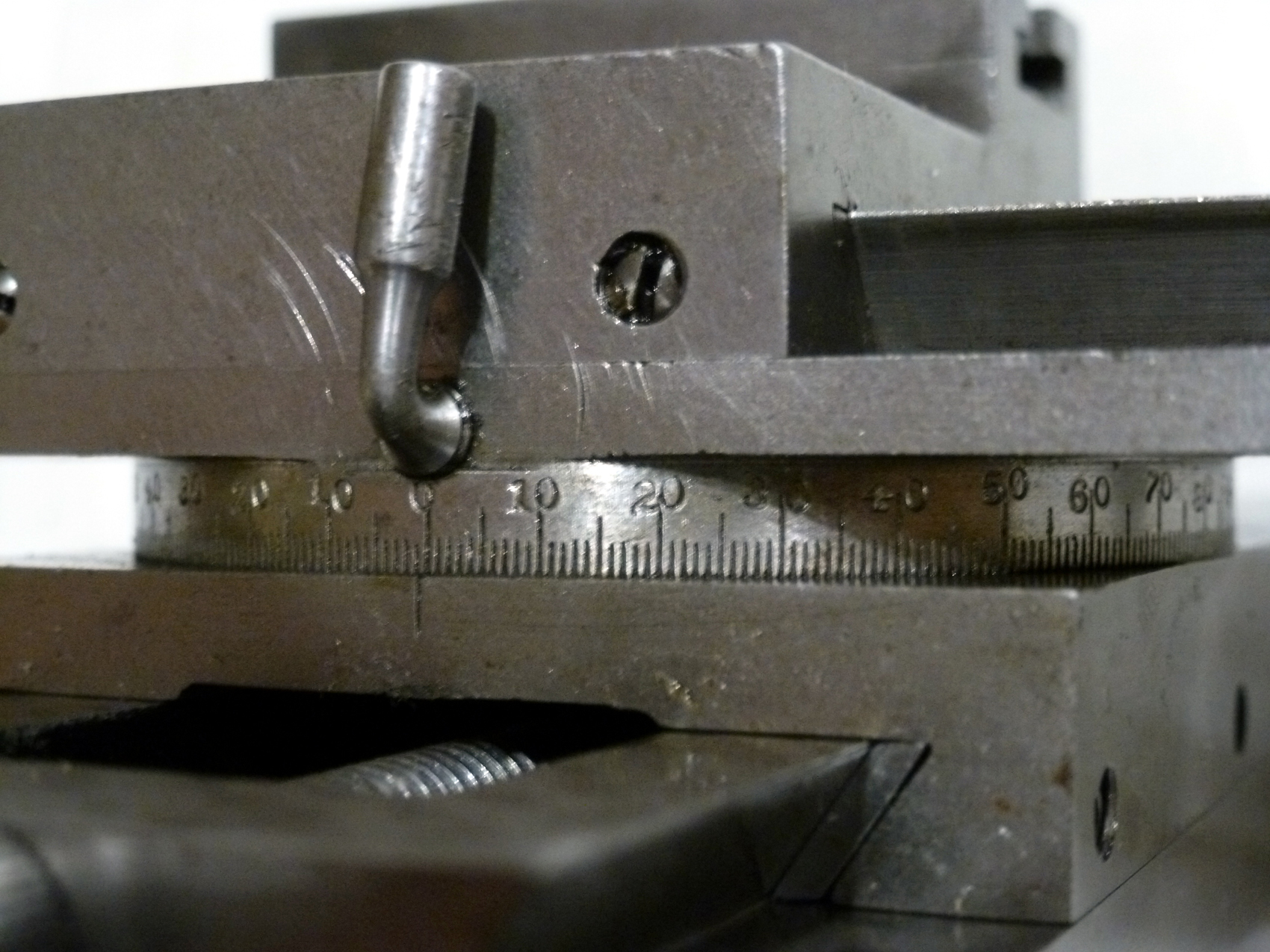
Top slide degree rotation scale
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Ting but still useable micrometer collar
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
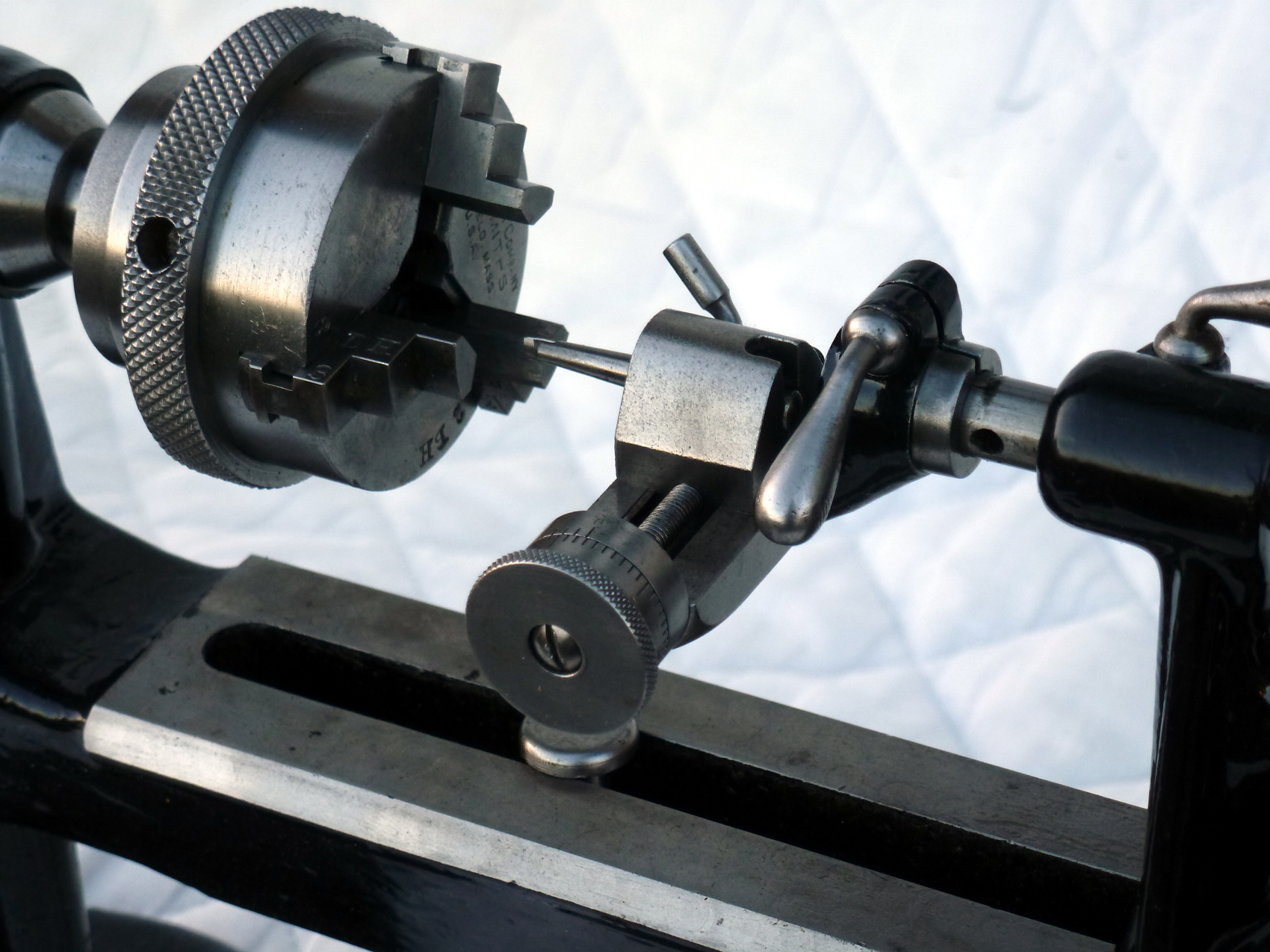
Listed at $12.50 the precision boring head was a tiny piece of engineering that used a 40 t.p.i feedscrew to move the toolholder along its gib-strip adjustable slideway. Not only did the handwheel have micrometer graduations (in thou), but there was also a vernier scale, allowing settings down to ¼ thou. Three sizes of boring bar were provided - with collets for the smaller two - the smallest being just ¾" long and 1/16" in diameter. Oddly, the boring head clamped around the outside of the tailstock barrel which, having no feedscrew, meant that the head had to be advanced by hand.
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|