If you have an Operation and/or Parts Manual for any MAS or Matos machine
tool the writer would be delighted to hear from you
MAS (a Slovakian company with ties to Skoda) manufactured a wide range of machine tools but with, as far as is known, only a limited range exported from the factory in Eastern Europe to the UK from the 1950s until the late 1960s. Initially a single agent handled the business, the Frye Machine Tool Company of Poyle Road in Colnbrook, Slough, who were able to offer delivery from stock, competitive prices, a good specification and (for the time) a very decent level of standard equipment. Later, presumably as business and profits improved, the concession was also handled by (or possibly passed to) the large 600 Machine Tool Group (owners of, amongst many other brands, Colchester and Harrison) who used their Selson Company to handle sales. One of the most popular MAS lathes sold by Seldon was the long-lived 18S-VR, a toolroom lathe with an excellent built-quality and outstanding performance.
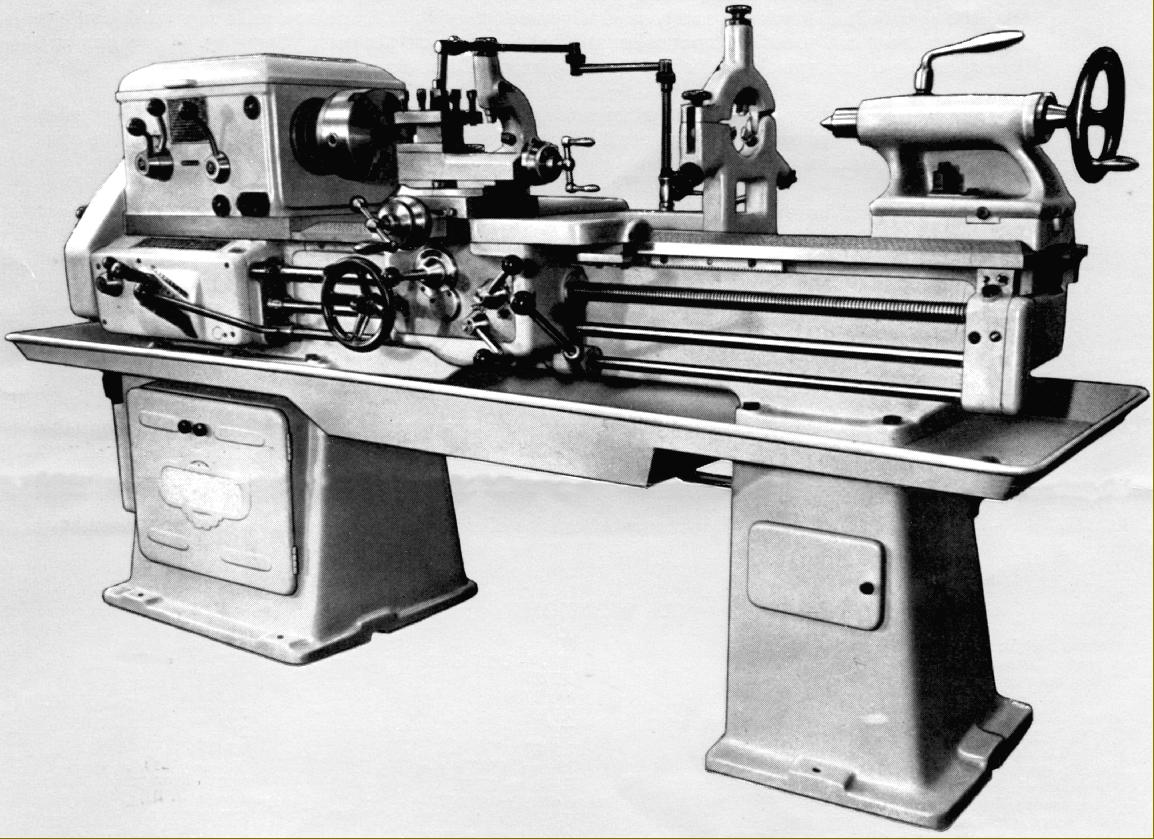
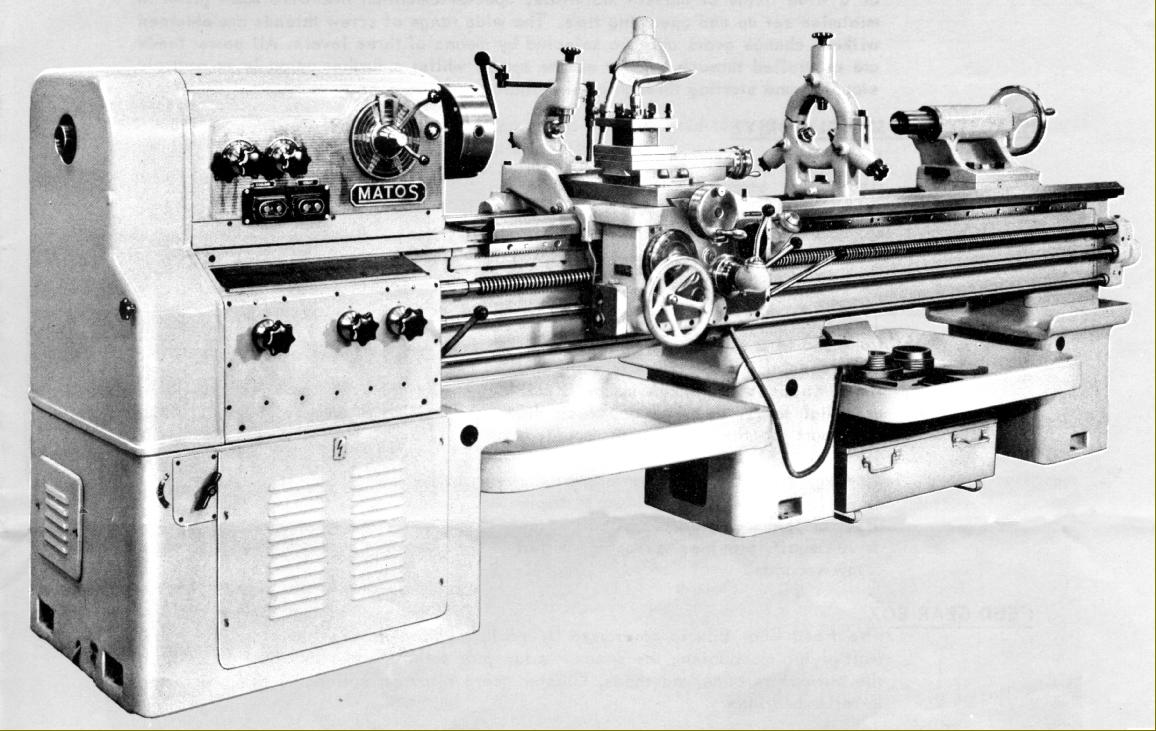
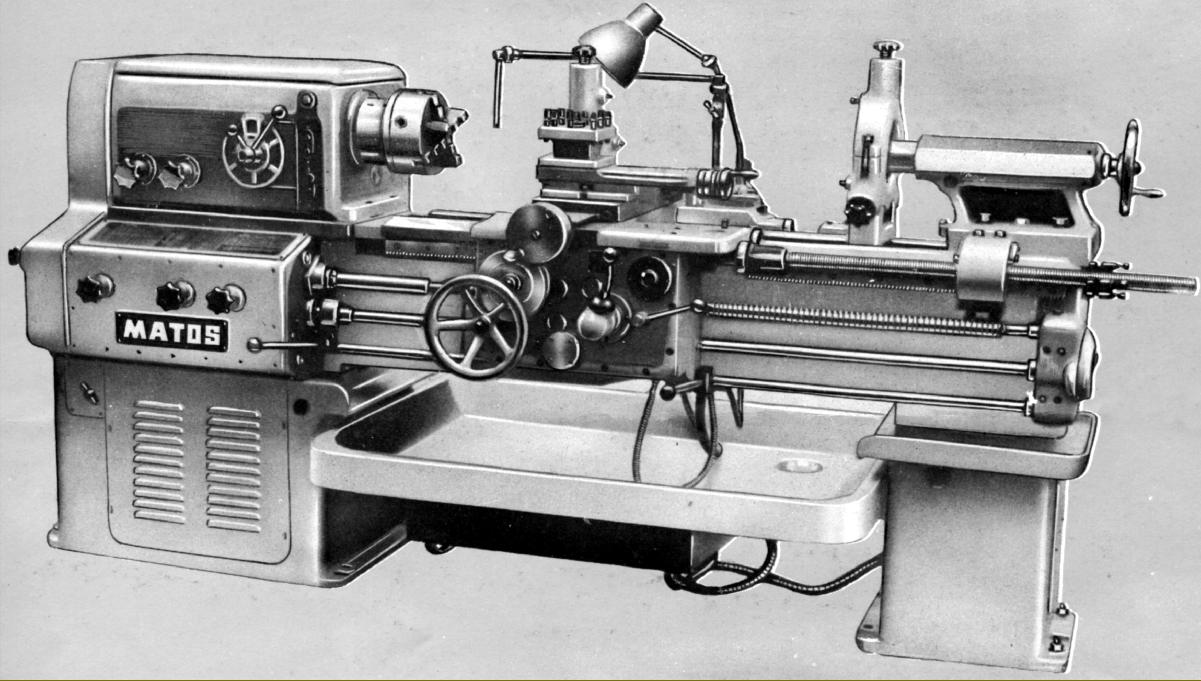
With their eastern-European origin disguised by Frye with badges proclaiming "Matos", the smallest lathes in the range were two geared-head 8 and 9-inch machines designed to compete with, amongst others, the similar-sized Colchester Mascot and Harrison "17-inch". Otherwise identical, apart from centre height, the two Matos lathes were available with 30", 43", 63" or 80" (750, 1000, 1500 or 2000 mm) between centres on the 8-inch - and the 9-inch as all but the 30" capacity. Of close-grained cast-iron - though unhardened - the ground bed had V and flat ways with heavy cross bracing between the walls. The bed followed modern practice in being virtually the same depth from end to end and was mounted on separate cast-iron headstock and tailstock-end plinths - with a middle support on long-bed versions - joined by a full-length chip and coolant tray. Fitted with a detachable gap piece as standard with this removed a disc twenty-two inches in diameter on the 8-inch, and twenty-four inches in diameter on the 9-inch, could be turned - both seven inches thick.
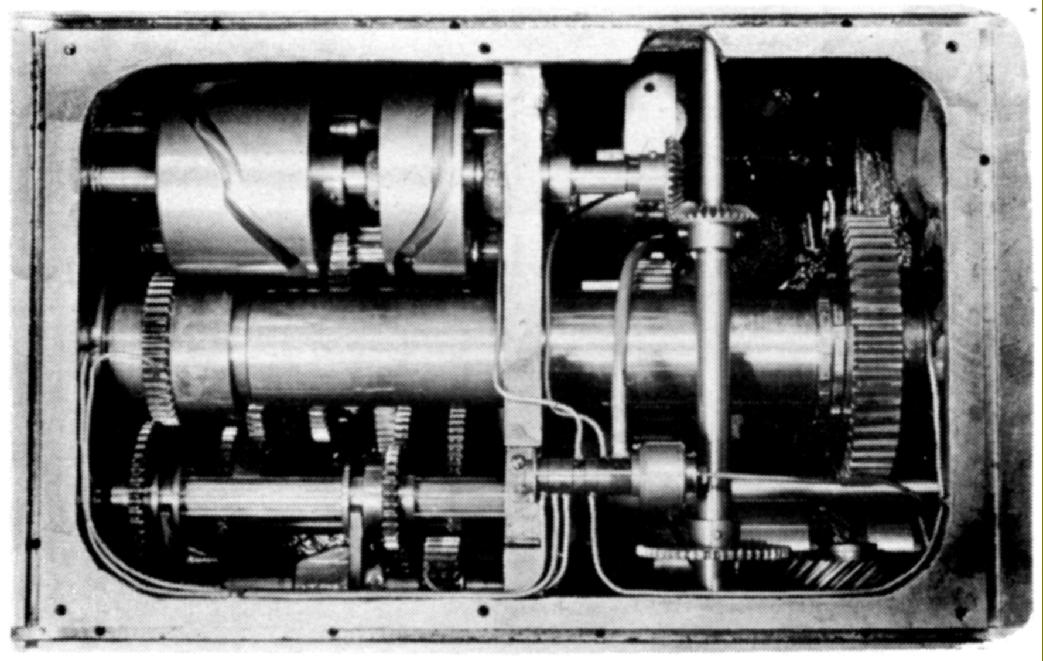
Controlled by a high/low range selector lever and two concentrically-mounted speed-change levers the 12-speed headstock held a mixture of hardened and ground alloy-steel and induction hardened chrome-steel gears running on shafts all supported in either roller of ball races. The 1.625" bore main spindle, made from a hardened and ground alloy-steel forging, ran in a precision double-row roller bearing at the front and a precision taper and ball race at the rear. For a less-expensive lathe the provision of multi-disc clutches to engage, disengage and reverse the drive was something of a pleasant surprise. Control of the spindle was by a third-rod system, with duplicated levers - one just outboard of the gearbox and the other pivoting from the right-hand face of the apron. Mounted within the left-hand plinth - and driving upwards by multiple V-belts - the standard motor was a single-speed, 1440 r.p.m., 6 h.p. unit, the final speed range provided spanning 35.5 to a usefully high 1600 r.p.m.
Screwcutting and feeds were provided by a Norton-type gearbox with a tumbler selector. Thirty-six English pitches from 4 to 60 t.p.i., twenty-eight metric from 0.25 to 8 mm pitch and (with alternative changewheels) twenty-four Module from 0.25 to 5 were listed as being available together with sixty rates of sliding and surfacing feed, the former from 0.001 to 0.062" per revolution of the spindle and the latter from 0.0003" to 0.020".
Drive to the apron was by a slotted powershaft, working through an overload safety clutch and with automatic, pre-set disengage by stops, with the 1.25" diameter, 4 t.p.i. leadscrew driven directly from the gearbox and having to run continuously whenever power feeds were selected. Feeds were selected by one lever and could be flicked into instantly into and out of engagement by another.
Doubled-walled, with all shafts supported at both ends, the apron was equipped with a mixture of hardened and ground alloy and chrome-steels gears and lubricated by splash from an oil sump in the base (though later models may have been equipped with a hand-operated pump).
Fitted with taper-gib strips the compound slide was driven by balanced ball handles and fitted with micrometer dials of a good size. The cross slide was a full-length type - helping to even out wear and provide a better support for the cutting tool - and an indexing 4-way toolpost and travelling steady fitted as part of the regular equipment.
Hardened and ground the tailstock barrel ran in a honed bore, was fitted with a No. 3 Morse taper and had 6 inches of travel. The tailstock could be set over on the soleplate for the turning of slight tapers.
Standard equipment comprised: all electrical wiring, motor and switchgear built in; 4-way toolpost, coolant pump and tank (in the right-hand bed plinth); thread chasing indicator; catch plate; 3-jaw chuck; travelling steady; a spare chuck backplate and the necessary spanners..