|
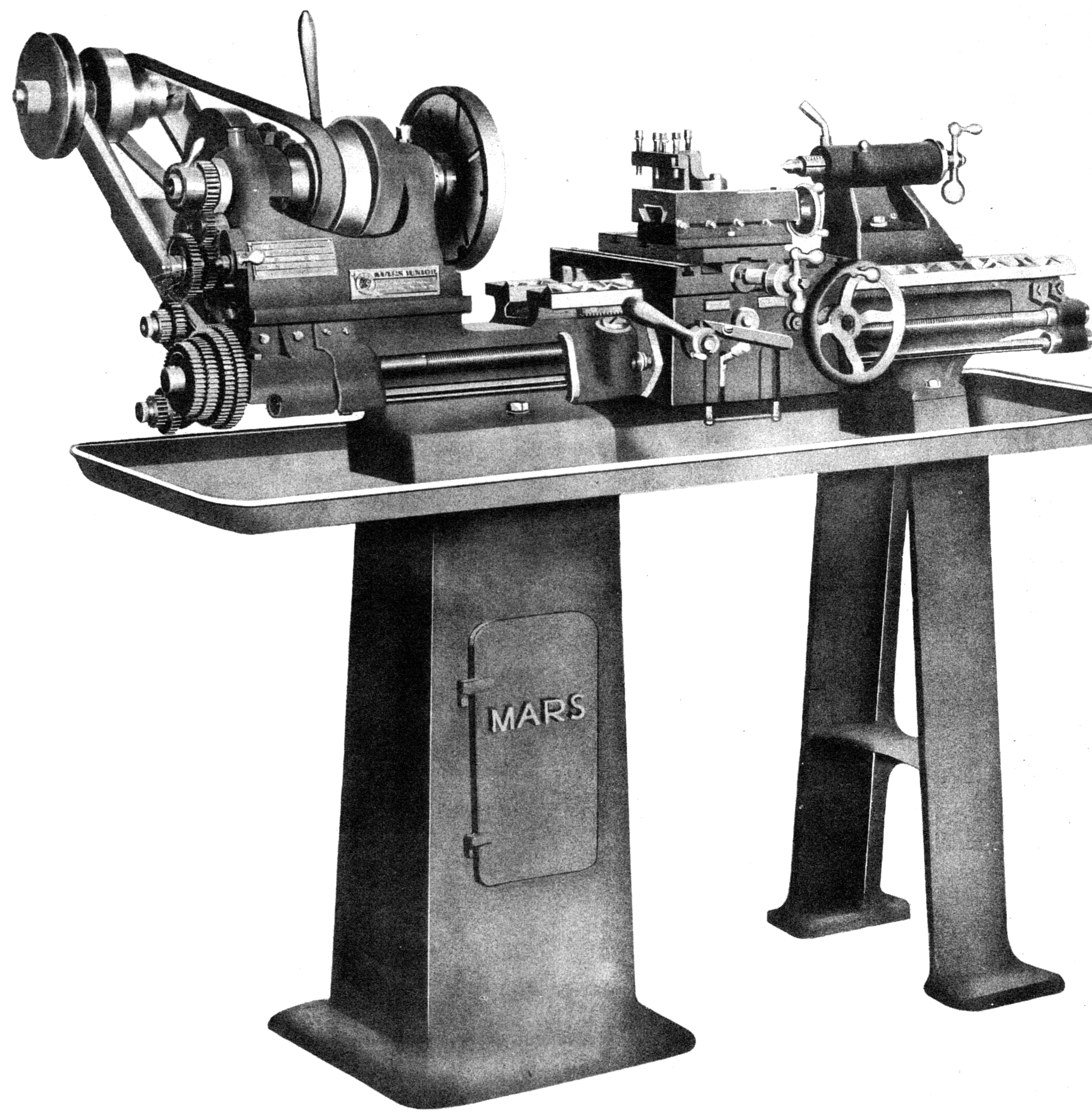
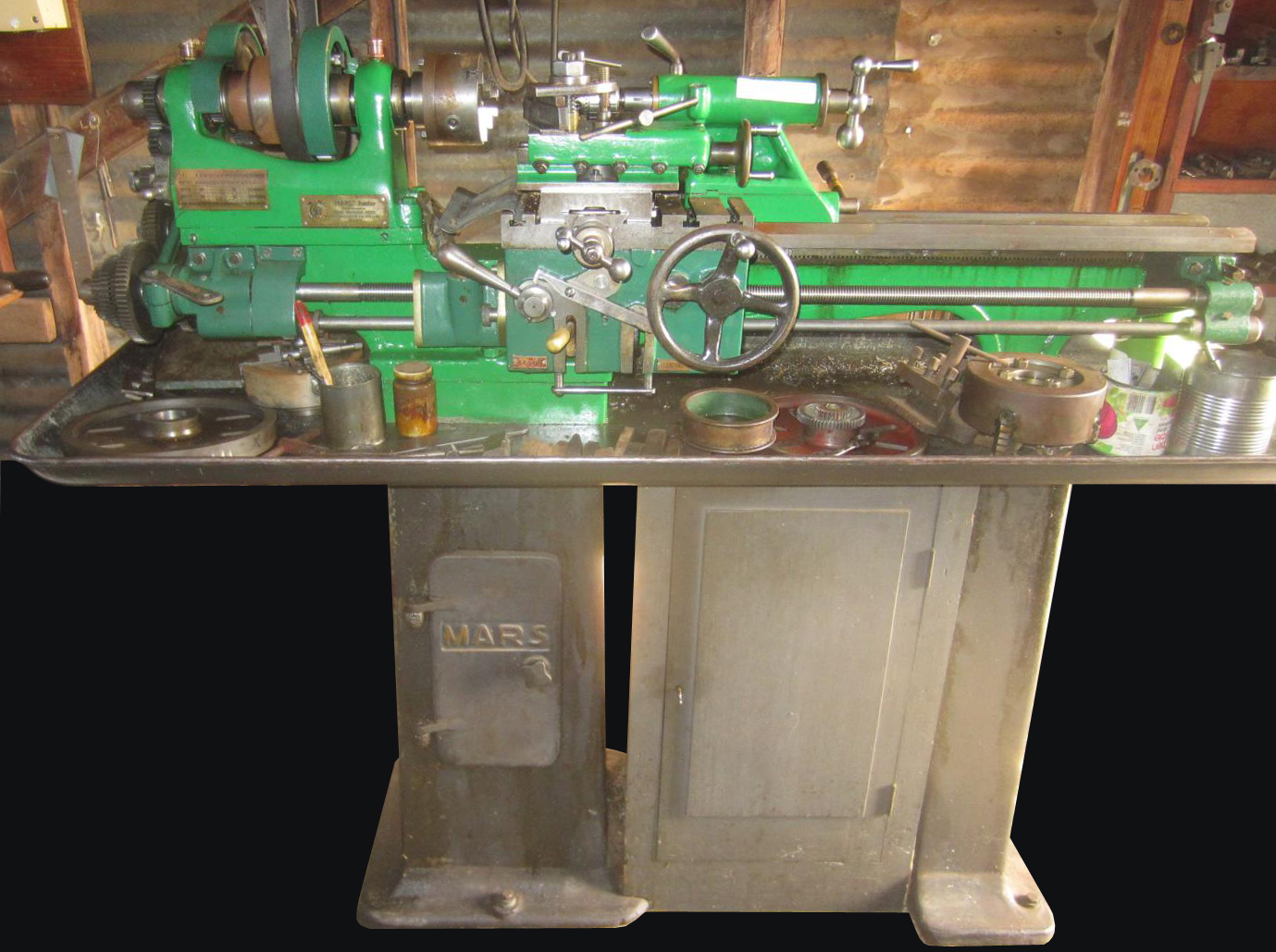
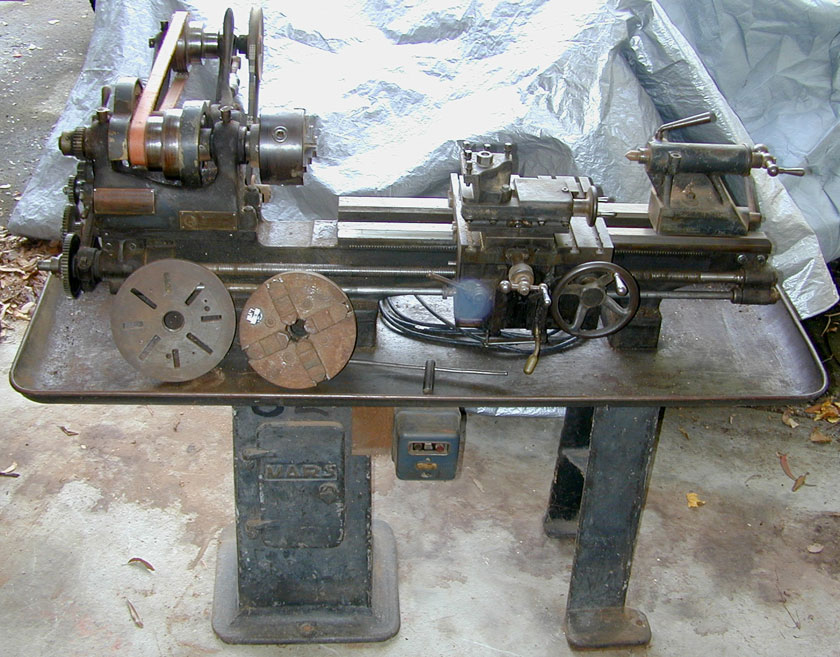
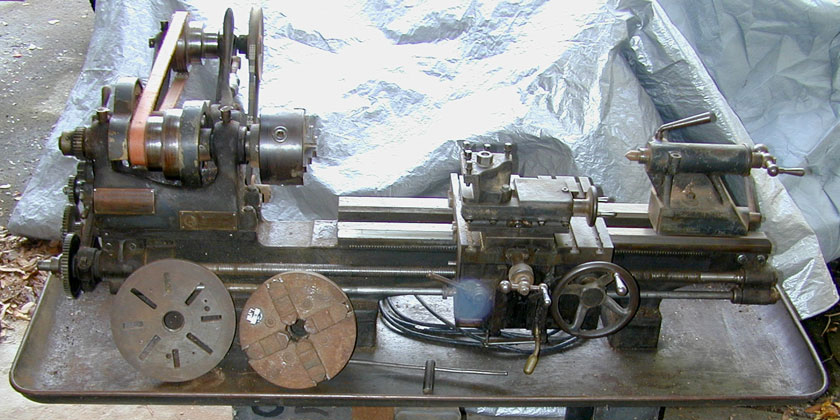
First manufactured during the 1940s, the heavily built Mars "Junior" was described by the makers as "An engineer's lathe for General purposes" and weighed, on its stand, around 750 lbs. With a 5-inch centre height and admitting 28 inches between centres, the lathe's V and flat-way box section bed was carried on a heavy cast-iron plinth at the headstock end (holding a small cupboard) and an open leg at the other. An open-gap was part of the standard specification and allowed work up to a useful 13.5 inches in diameter and up to 3 inches deep to be swung on supplied 8.75-inch diameter faceplate. Supplied as part of the standard equipment was a full-length chip tray in pressed steel.
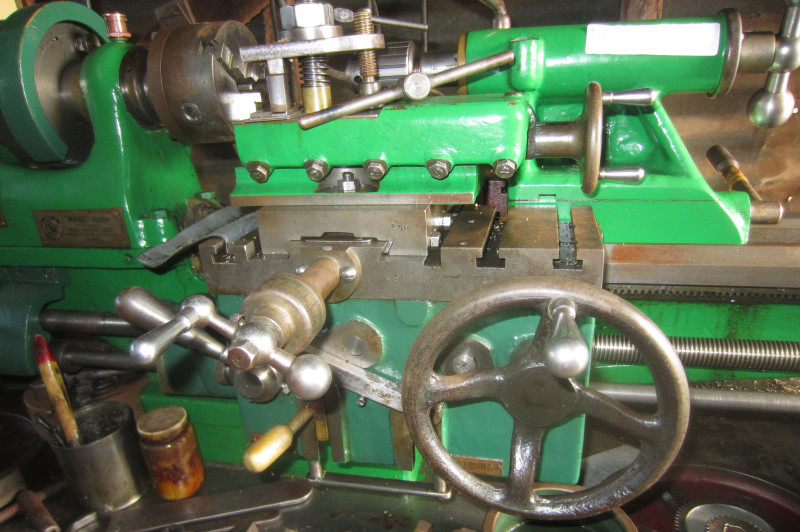
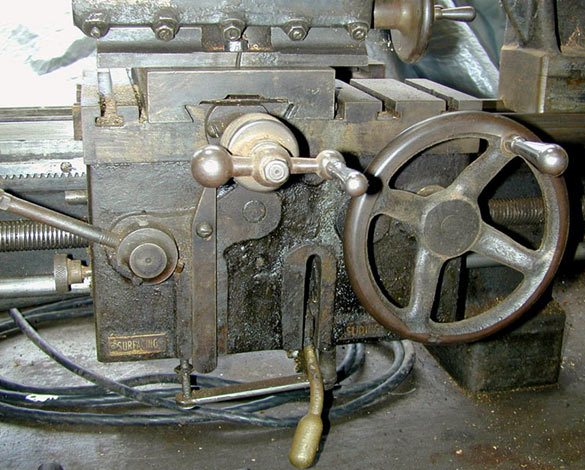
Screwcutting was by changewheels - the option of a screwcutting gearbox was not offered - the drive passing through the usual kind of tumble-reverse mechanism to allow the carriage and power feeds to be reversed. A 7/8-inch diameter, 8 t.p.i. acme-thread leadscrew and a separate powershaft were fitted, the leadscrew able to be disengaged when not in use and equipped with a thread-dial indicator. Sliding and surfacing feeds were provided, the engagement mechanism being of the same type used on contemporary Colchester lathes, a single lever sliding along the lower edge of the apron and being snapped upwards into one of two slots. While a simple system to engineer and use, this mechanism (like that on similar-equipped Colchester and other makes) suffered from the disadvantage of "loading up" when deep cuts were taken - and consequently proving something of a wrestling match to disengage. As the apron was single-sided, there was no oil bath and lubrication had to be the operator wielding an oil can - if he or she could be bothered...
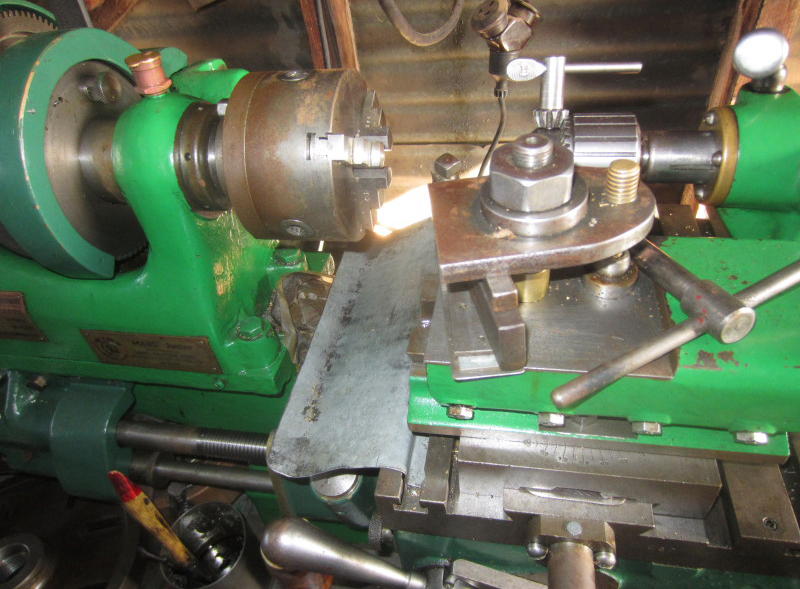
Set so that the cross slide was to the left of its centre line, the saddle was hand scraped to fit the bed and carried, in its wings, a single T-slot to the left and a pair to the right - the assembly making up a handy boring table some 10.5-inches square. With hand-scraped ways, the compound slide rest assembly had a top slide able to be swivelled 30° each side of central and fitted with five closely-spaced gip strip adjustment screws. Of the full-length kind, the cross slide had two T-slots to the rear of the top slide - but none at the front. Both slides were fitted with zeroing micrometer dials of, for the time, a reasonable diameter.
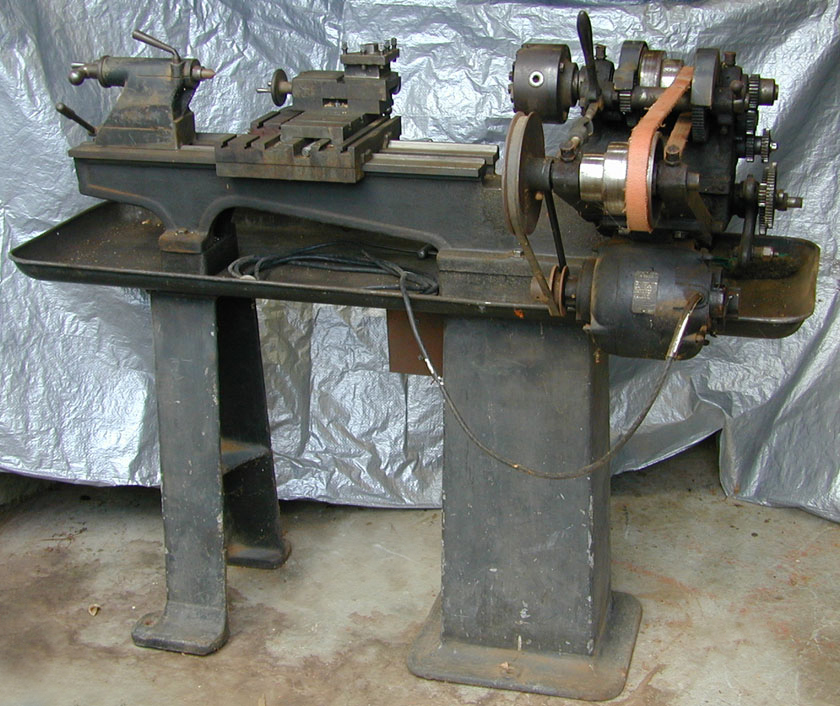
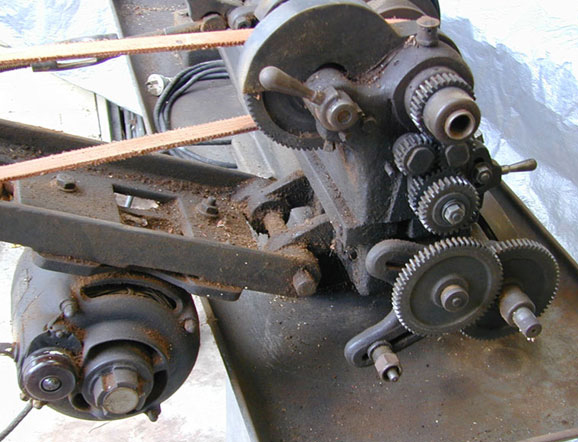
Running in what the makers described as "nickel hardened babbitted white-metal" bearings, the 13/16-inch bore spindle carried a 1.5-inch diameter threaded nose and was dynamically balanced to provide smooth running at its top speed of 2000 r.p.m. Bored on its nose No.3 Morse taper, a sleeve was provided to reduce this to a 2 Morse taper for between-centres work.. Drive came from a countershaft bolted to the bed at the back of the headstock, the 1-inch wide final-drive belt running over three-step pulley with diameters of 5", 3.75" and 2.5". The final setting of the belt's tension could be adjusted by a right-and-left-hand-threaded turn-buckle fitted to a toggle lever, the over-centre action of which locked the belt tight. Fitted with a 6 ; 1 ratio backgear, spindle speeds might have been in the range of 61 to 2000 r.p.m., although this would have depended upon the ratio of the motor to countershaft V-belt drive and might have been, more realistically and usefully, spanning 40 to 1400 r.p.m.
Fitted with a No. Morse taper spindle, the tailstock could be set-over on its base plate for the turning of a slight taper; like nearly all lathes from the period, a small reservoir was provided to hold (highly poisonous) white lead, this being applied to the Morse taper centre by dipper rod. Unfortunately, the spindle was clamped tight by a slot, cut into the casting being closed down by a screw; a poor system and one that nearly always results in a fractured casting after a long period of use.
Little in the way of equipment was supplied with each new Mars Junior lathe; just a faceplate, a pair of hardened centres, a headstock step-down sleeve and belts for the countershaft drive-but no electric motor or switchgear..
|
|