Holbrook Home Page Holbrook B-Type Lathe Accessories
Although not to everybody's taste, it cannot be denied that Holbrook made a range of very fine lathes; squat, handsome and beautifully built. Many owners are delighted with them, and would not have anything else. A delighted keeper of a good example writes:
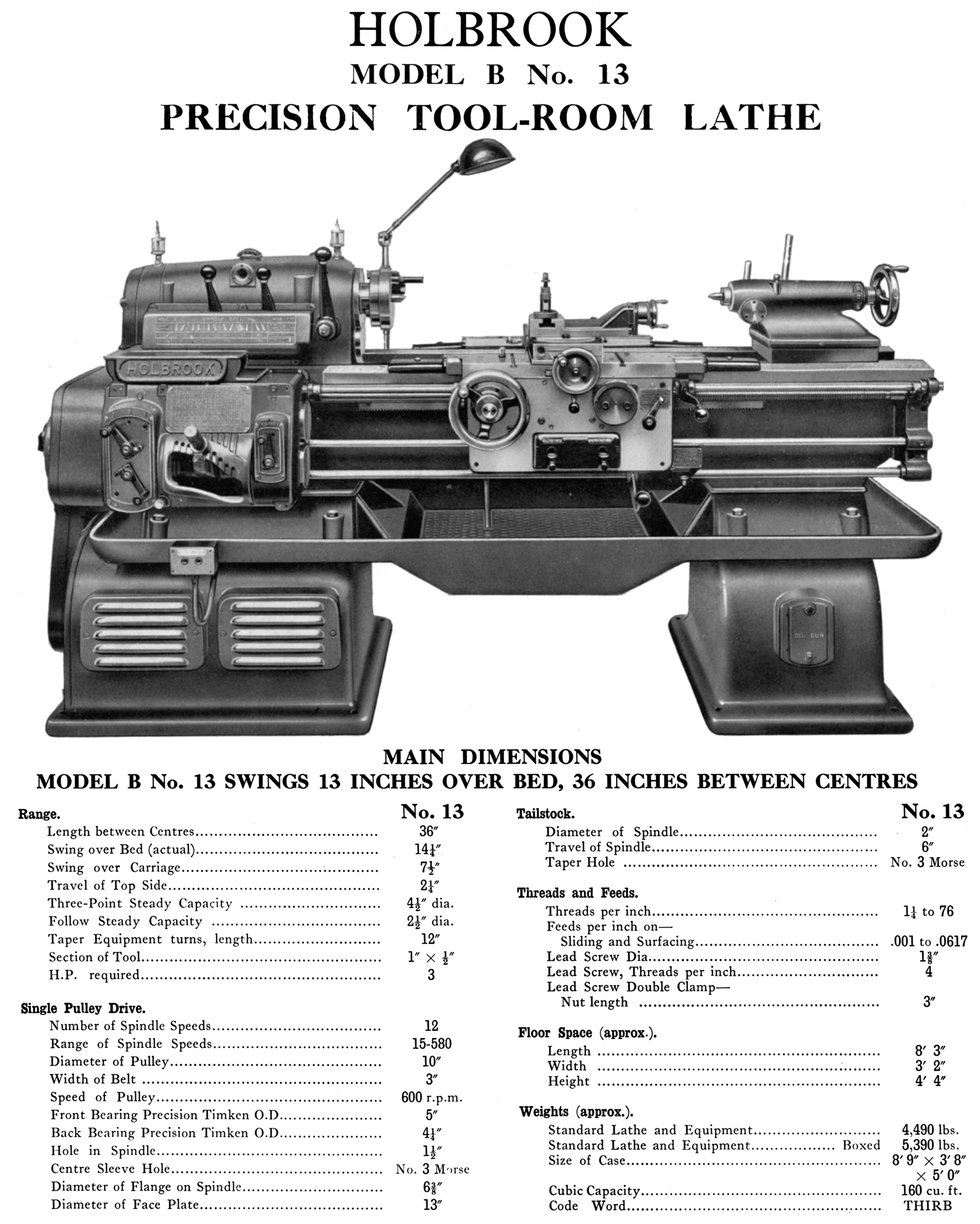
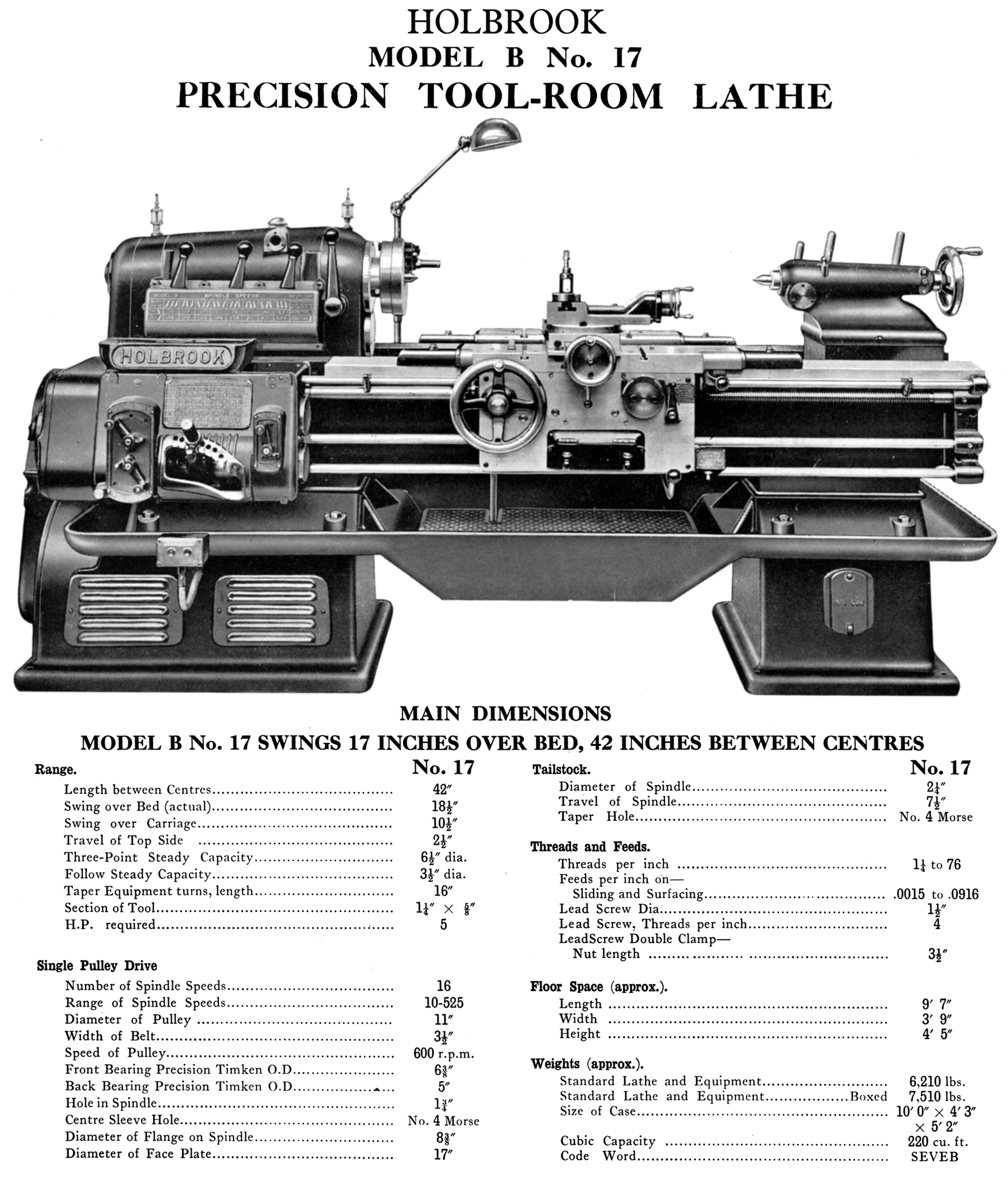
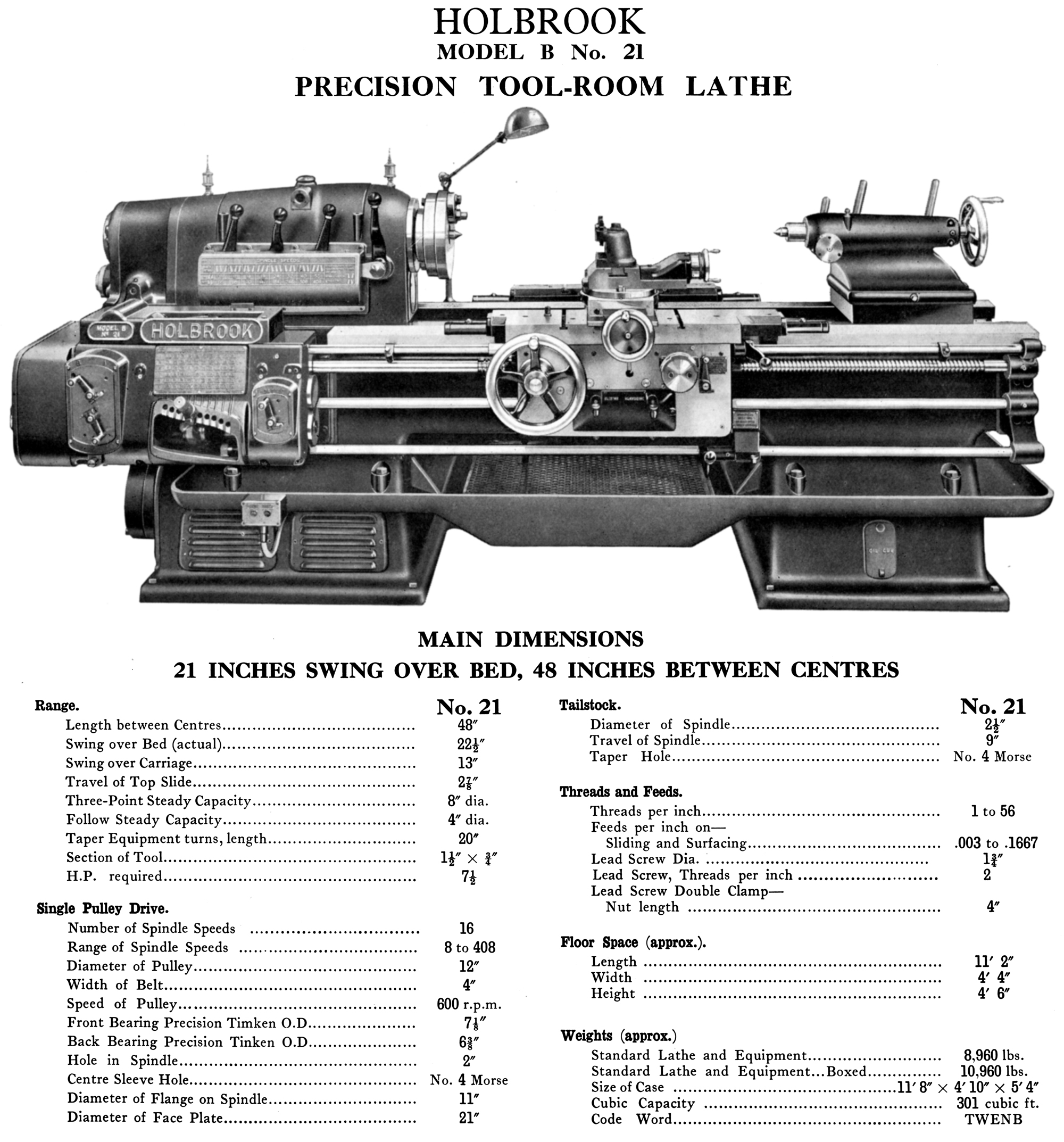
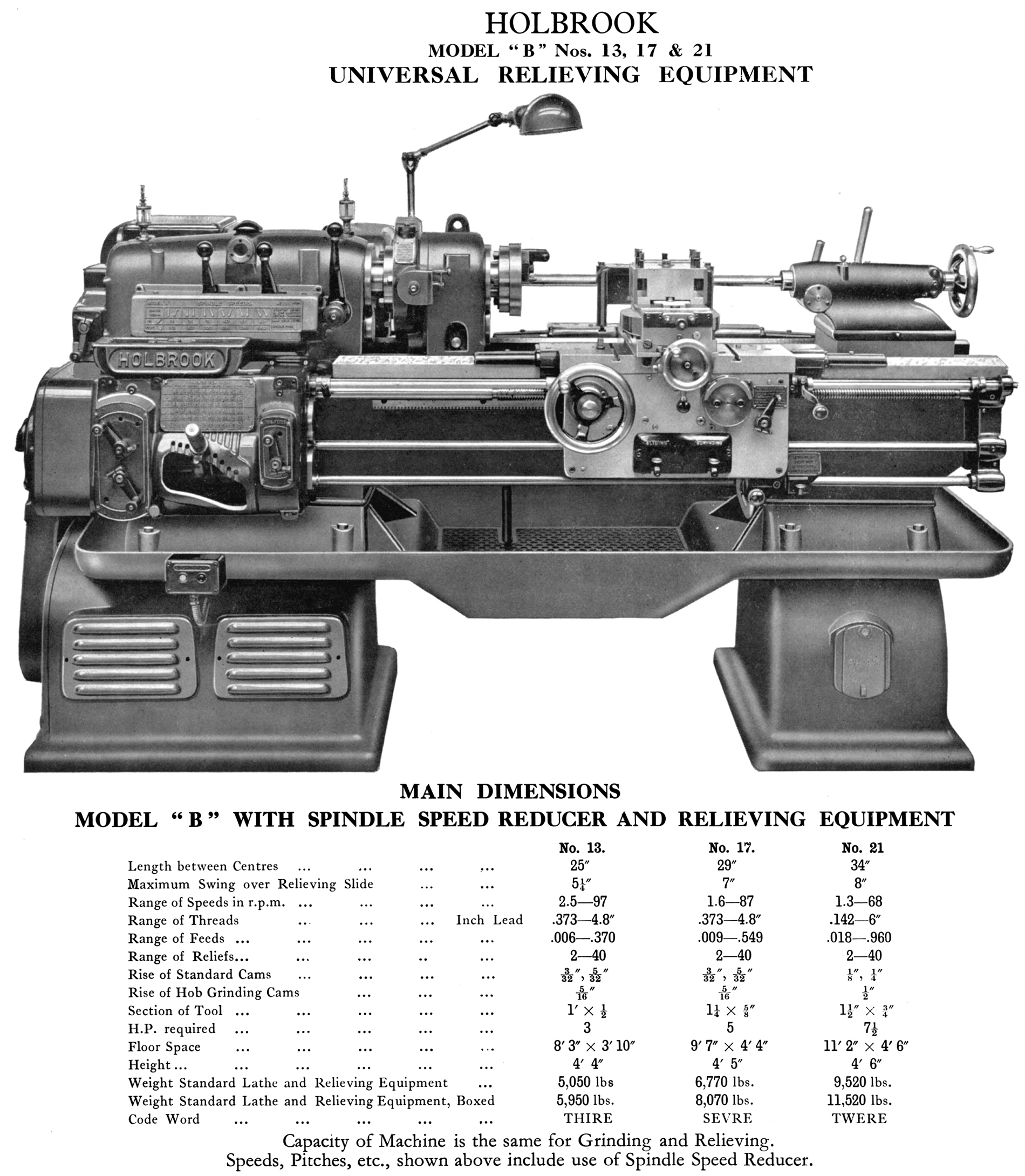
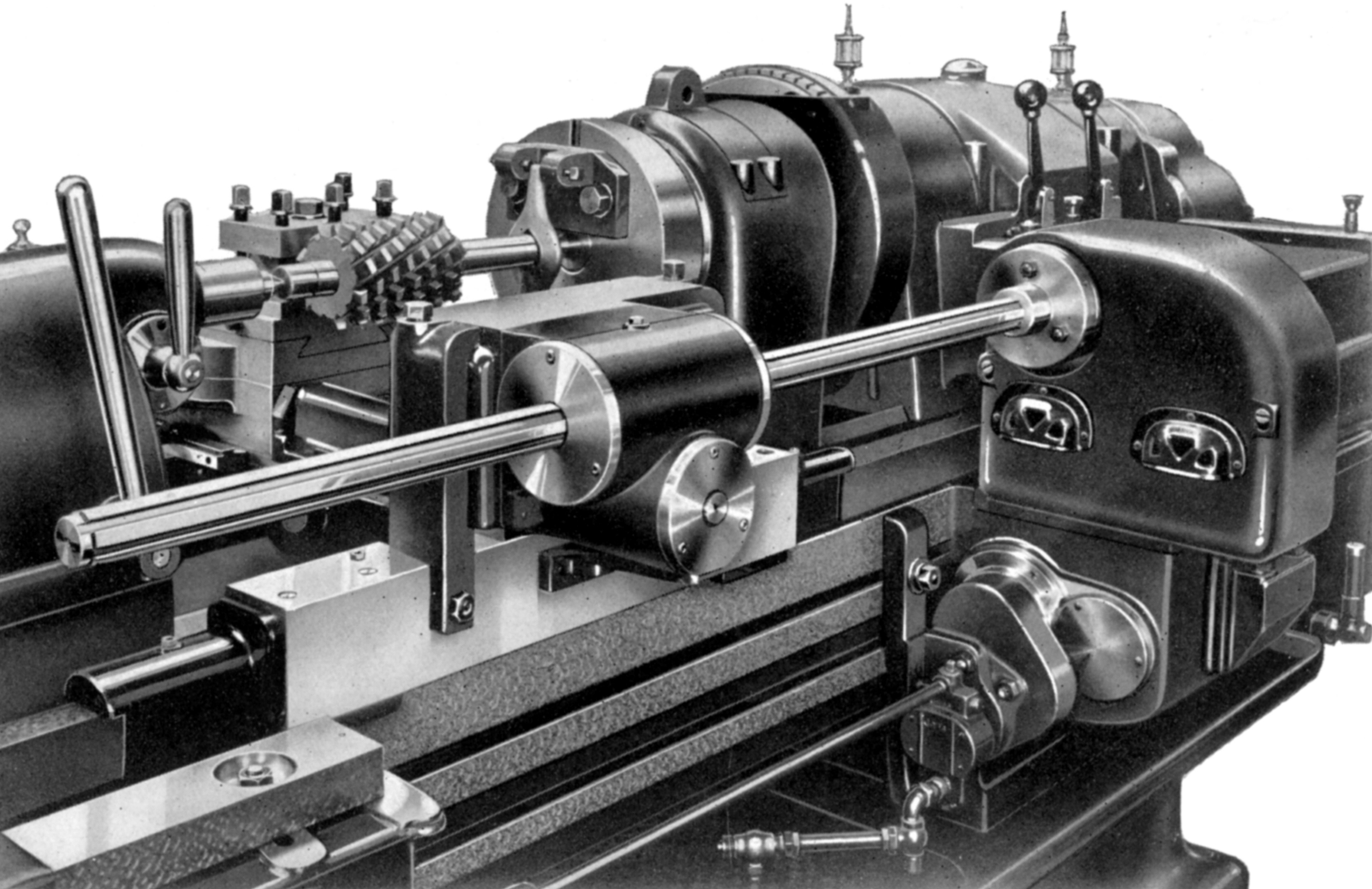
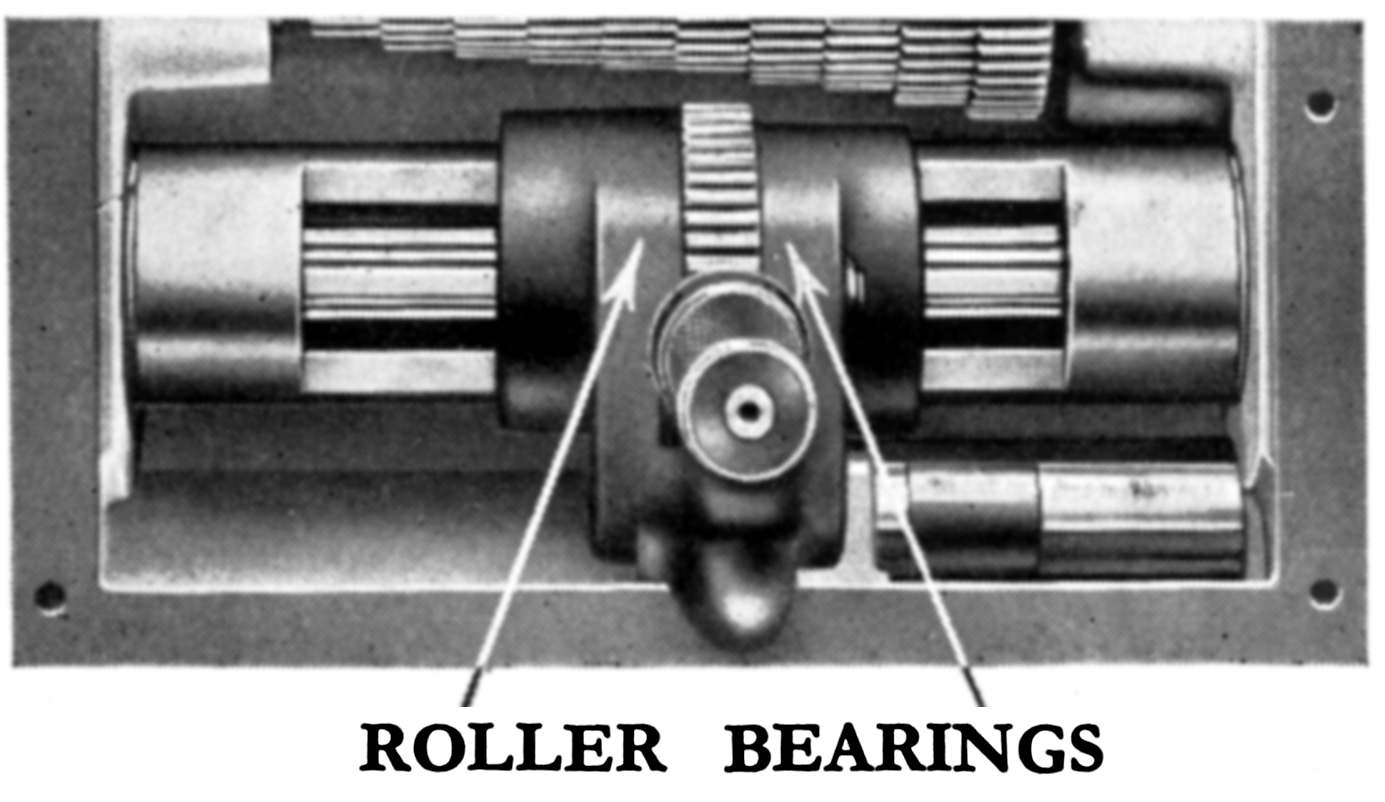
The B13 17 and 21 were essentially large toolroom lathes with lots of standard features designed to make life as easy as possible for the turner. Although the B17 was advertised as 17-inch swing and 42-inch centres, it actually turned 18.5 inches and more like 45 inches between centres. Everything on a Holbrook appears to have almost double the required amount of iron and bronze - just to be sure. The result is a lathe of superlative quality and immense rigidity. The final drive was by a helical gear that help to ensure a fine finish; all gears were hardened and ground and anything that rotated was carried on roller or taper-roller bearings.
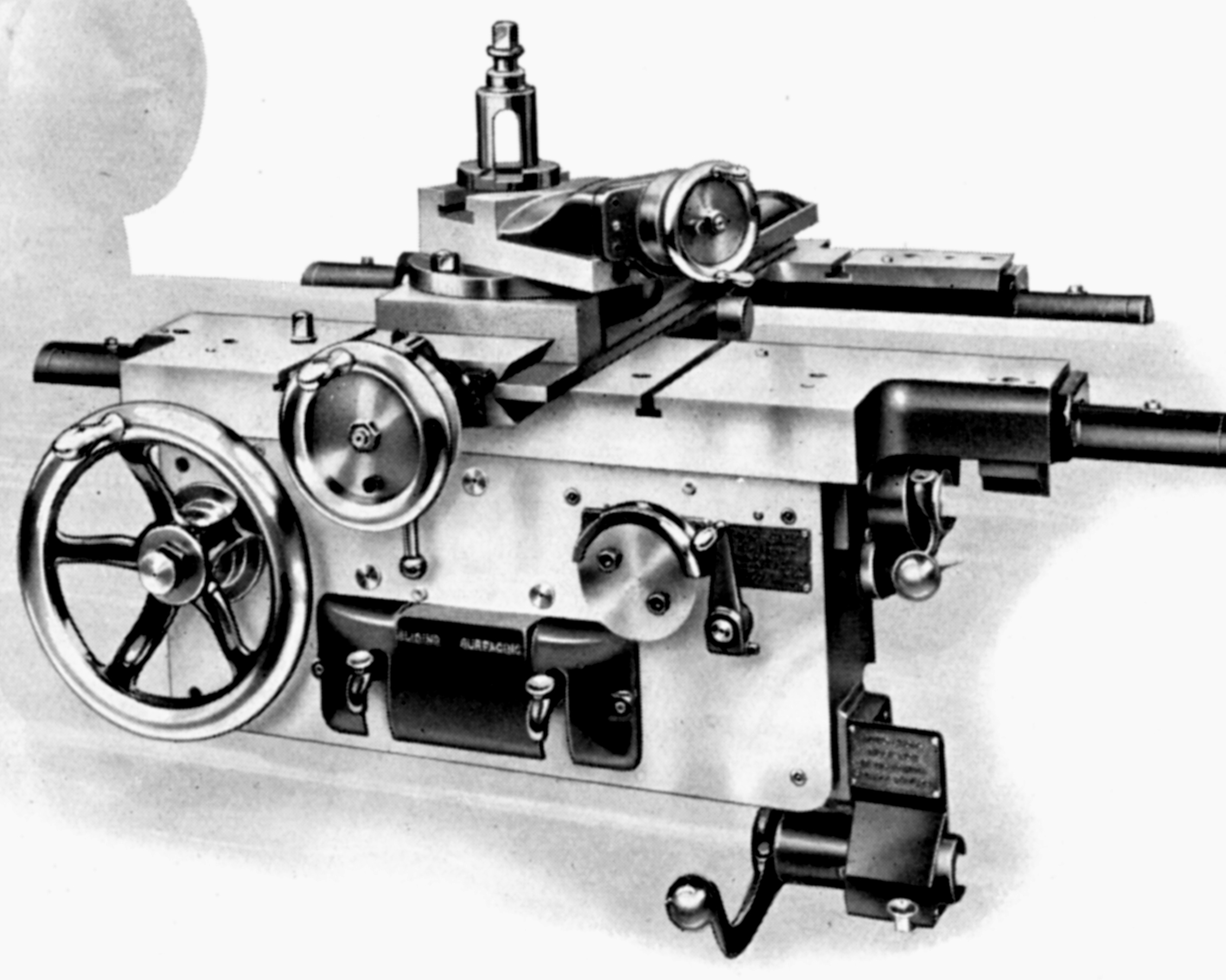
The cross slide, together with its taper-turning attachment, were both especially well thought out - the cross slide being of the "double slide" arrangement. Engaging the taper-turning simply required a conical bolt to be moved and the mechanism was engaged, the system cleverly keeping available full use of the cross slide with zero backlash. The same double slide design, combined with a double-start helical gear, enabled a lever-operated quick-retract device to be fitted that allowed fast screwcutting to be undertaken. Further screwcutting facilities were provided by an apron-operated, leadscrew reverse lever, this engaging a single tooth dog clutch - though in use spindle speeds had to be kept down. A further refinement, seldom found on any make of lathe, were adjustable stops that enable automatic disengagement at the end of the thread. Thus, combining the aforementioned features, any pitch of thread could be cut quickly and without thought, since the leadscrew half nuts never needed to be disengaged. Changewheels were of huge proportions: 12 DP and 1.125 inches thick. However, even at this size, the banjo carrying the gears had sufficient space to mount a 127t metric transposing gear and no compounding was required for most metric threads.
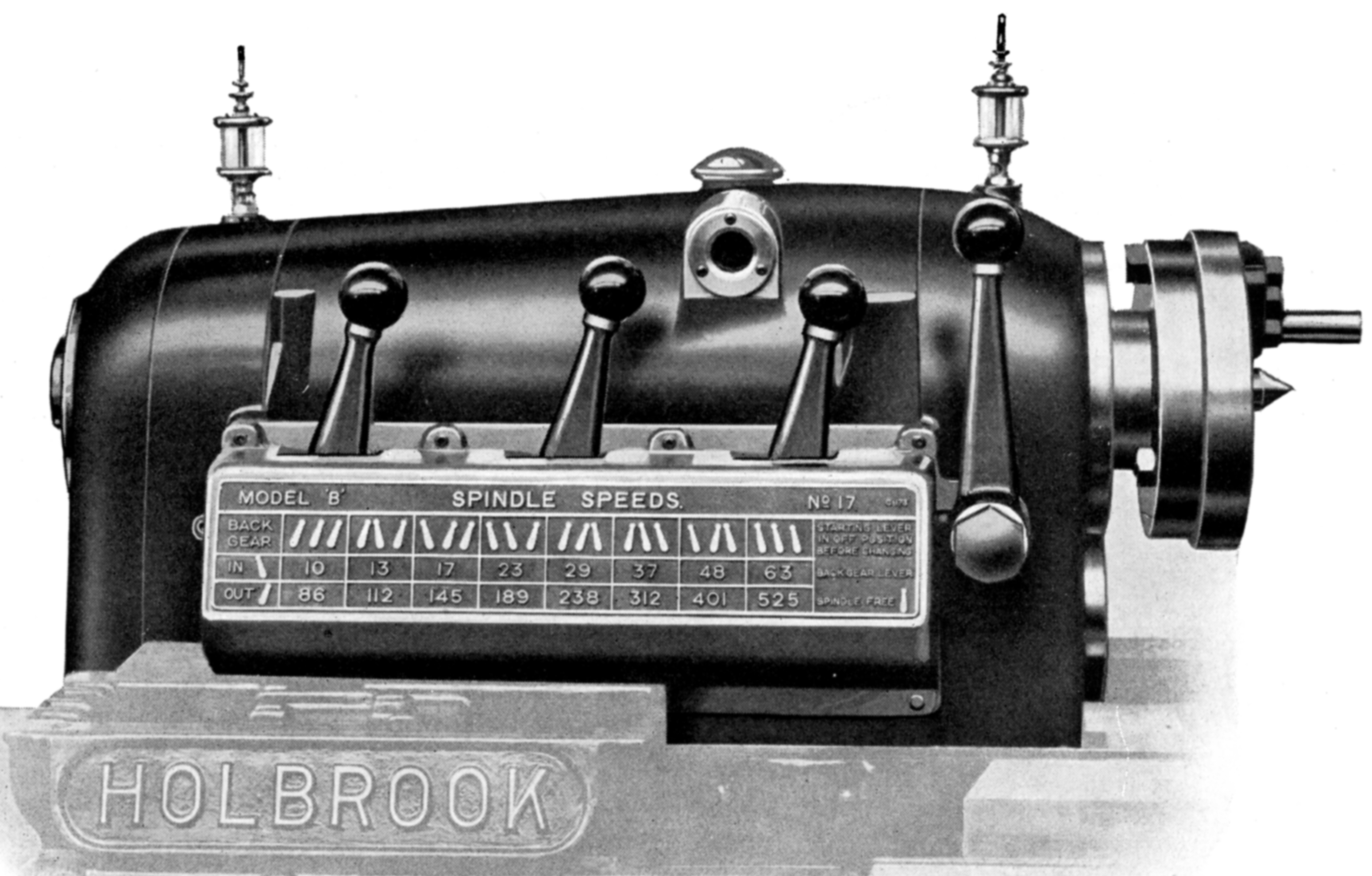
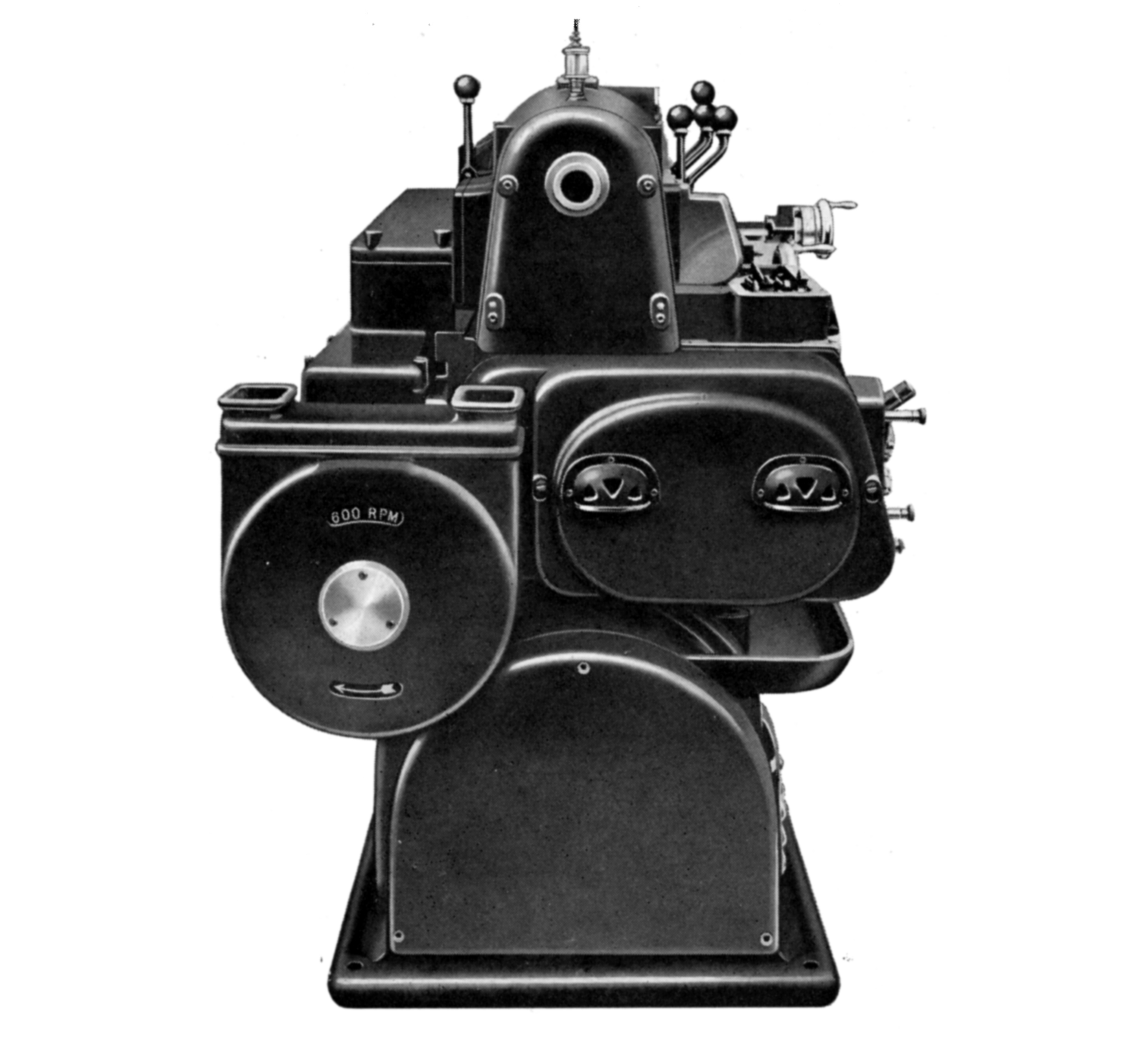
Drive to the headstock was by multiple V-belts, the drive passing through a multi-plate clutch. The spindle starting levers, mounted on the right-hand face of the apron and duplicated just outboard of the screwcutting gearbox, had a central free position with down for a very effective brake and up to engage the clutch. Four substantial headstock-mounted levers in cast iron were used to change the spindle speeds, these moving with a pleasing smoothness across their gates to engage the twelve speeds; the rear lever providing a neutral position. When running, a good example of a B-Type is almost silent, bar the hum of the motor and the ticking of the oil pump.
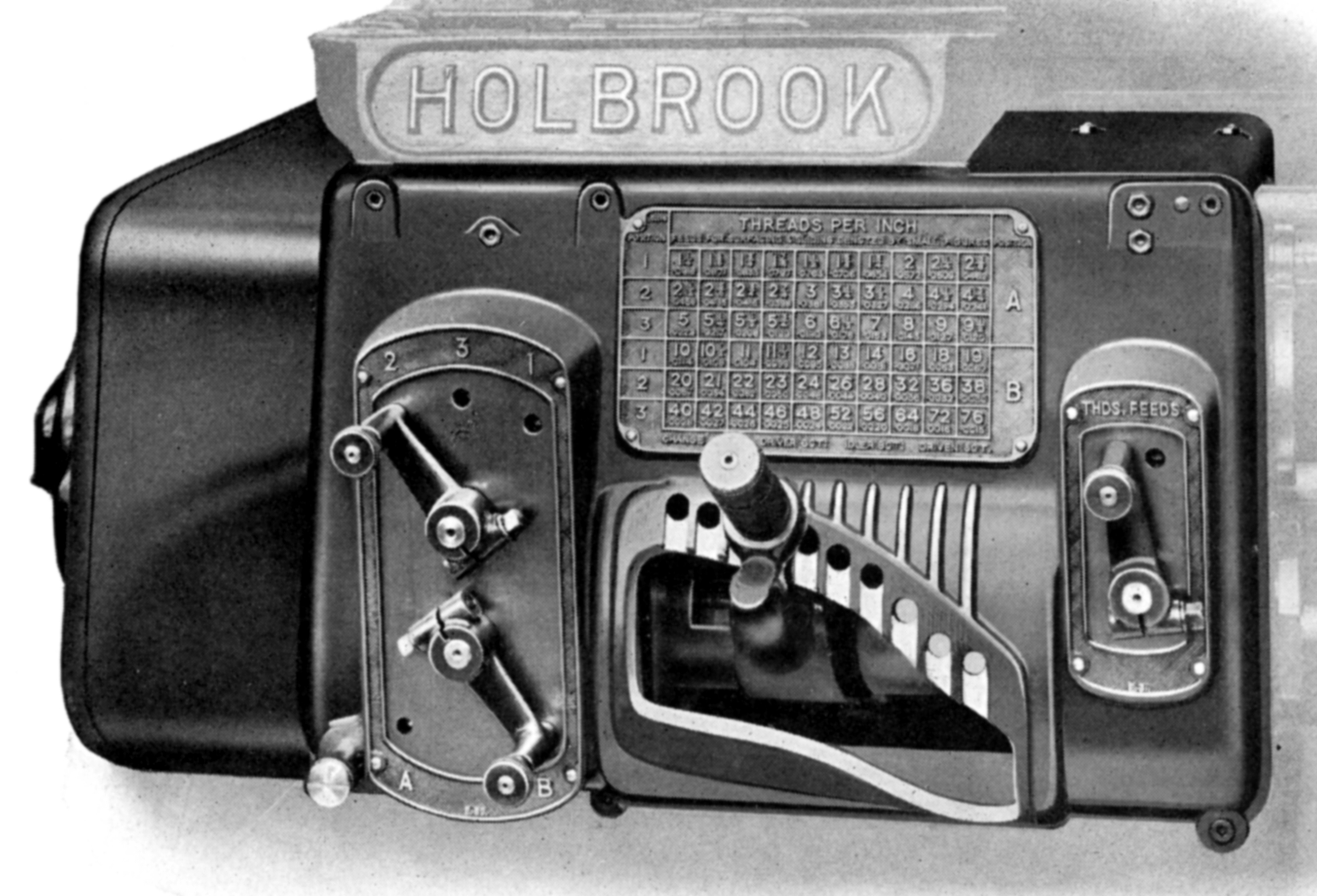
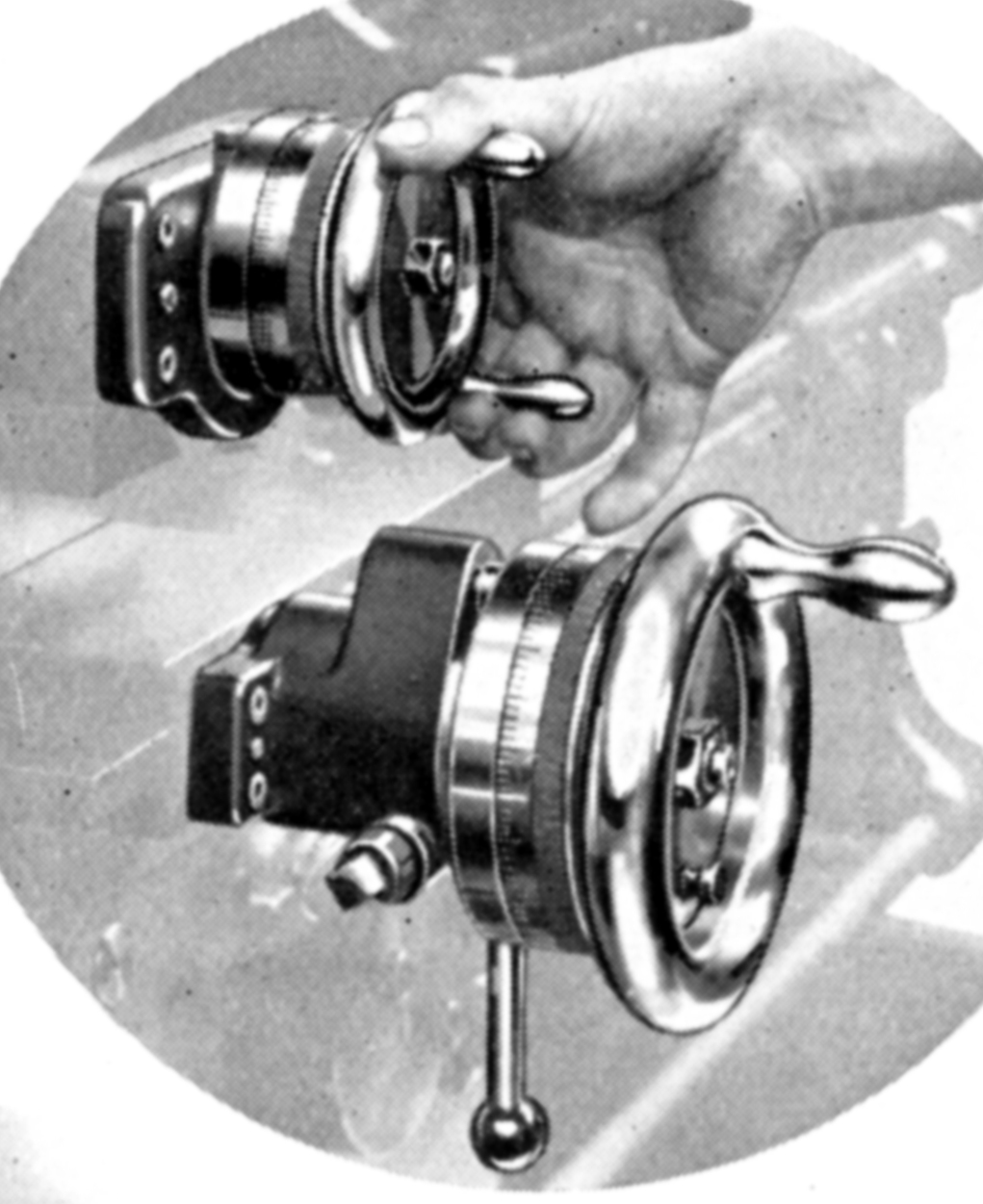
The screwcutting and feeds gearbox allowed the generation of 60 feeds and imperial threads to be instantly selected, all the controls moving with a light and smooth action.
A thread-dial indicator, permanently engaged, also acted as a saddle movement measuring device, accurate to 1/16 of an inch. The leadscrew half nuts were so sturdy built that even lathes of great age often show no measurable wear - though the makers had taken the precaution of slowing down the provision of spare parts by providing an operator-activated lever on the apron that caused a pump to direct oil around everything in the apron and saddle.
The writer, who owns a heavily used B17, can still produce work on it of excellent quality, to accurate dimension and with a beautiful surface finish - and all this despite 70 years of work, beginning at the Ransoms, Sims and Jefferies factory in Ipswich where the lathe would have been used in the toolroom, to assist in the manufacture of parts for the Company's wide range of agricultural and other equipment. The catalogue below gives full details of these fine lathes.
High-resolution pictures - may be slow to open