|
Manufactured by Berthold Hermle KG, D-7209 Gosheim in Germany (http://www.hermle.de), the Company's conventional Universal Precision Milling Machines had, unlike the traditional Deckel, Mayo and Thiel types (which all shared the same general column and table arrangements), a single type of horizontal sliding ram head with a built-in speed-change gearbox. Steadily developed from conventional, hand-operated machines, Hermle went on to produce a range of models closely based on an earlier mechanical architecture, but incorporating various types of automation including plug boards, NC and full CNC control (models so fitted included, by the 1980s, the UWF-600-CNC, UWF-802-M, UWF-900-E, UWF-1000-CNC, UWF-1200-CNC and the UWF 1202). At the same time, a few conventional milling machines were also listed including the FW-801 and FW-710, both horizontal models available with an unusually wide range of accessories and also available with either manual, plug-board or early types of CNC control.
These notes concern only the smaller, late-model Universal Precision types, the UWF-700, UWF-800 and UWF-801.
UWF-700 (UFW-800 machines are described here)
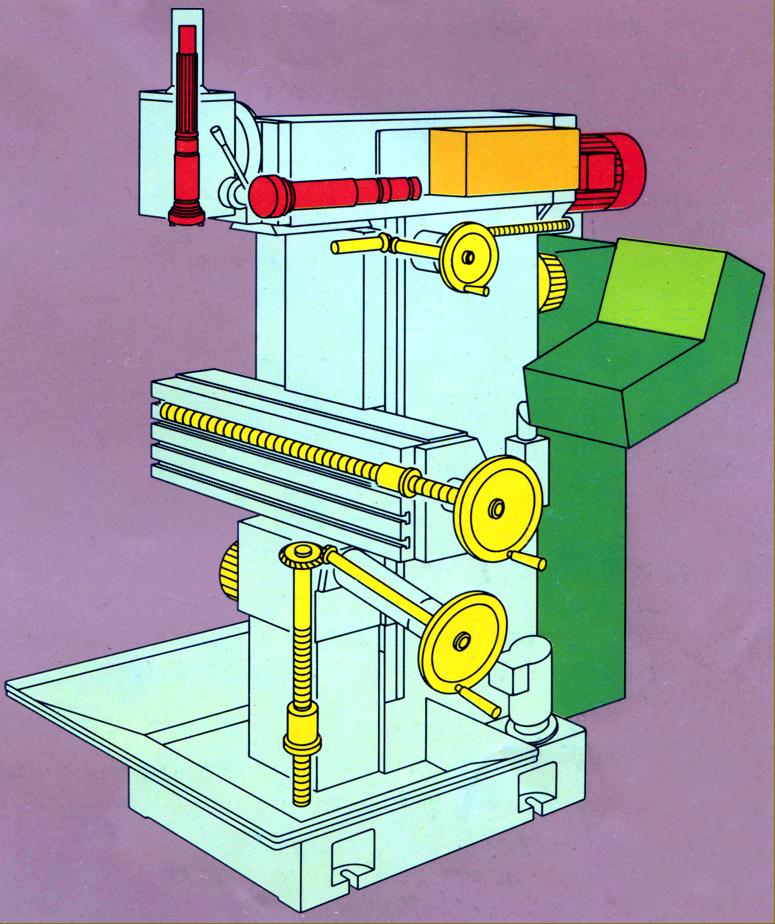
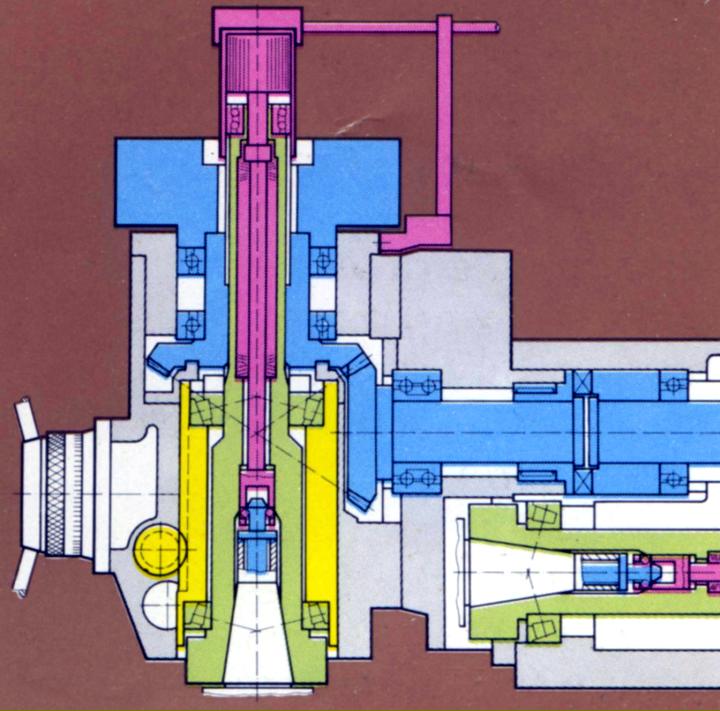
Beautifully made to a very high standard of accuracy, the original Hermle Universal Precision Milling Machine was built both as a standard model, the UWF-700 and in two more complex versions: the UWF-700-PH with Manual and Positioning Controls and a CNC version, the UWF-700. Constructed with a particularly robust cast-iron main column dowelled and bolted to a heavy, internally ribbed baseplate that held a coolant tank, the miller was designed to be capable of both production and toolroom work. This versatility was enhanced by the twelve spindle speeds that spanned, to the customer's choice, either 45 to 2000 r.p.m. or (at extra cost) 63 to 2800 r.p.m. Driven by a 2 or 2.2 kW motor conveniently flange-mounted at the back of the head, the miller had both enough power and a sufficiently wide speed range to enable the tackling of a wide variety of work. As an option, the motor could be provided with a powerful brake, a fitting that was standard on machines equipped with positioning controls. The horizontal spindle, running in high-precision taper roller bearings, had it speeds changed by the juxtaposition of levers mounted on the ram's right-hand face. Gears and shafts were all made from high-quality, heat-treated steel with the teeth ground and the whole assembly running in an oil bath equipped with a sight-glass level indicator.
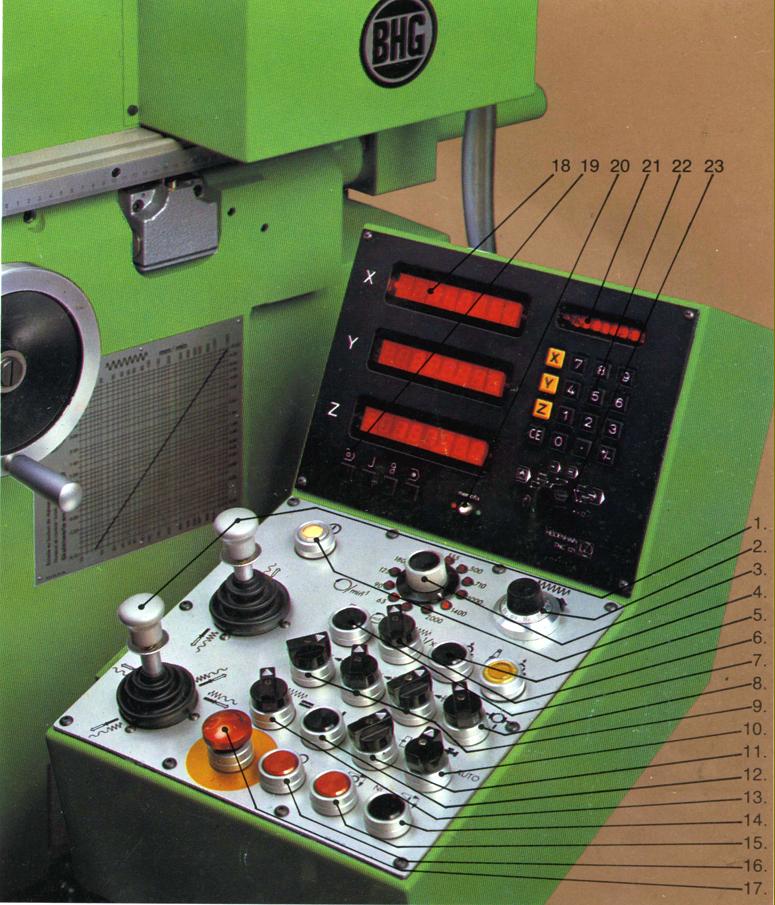
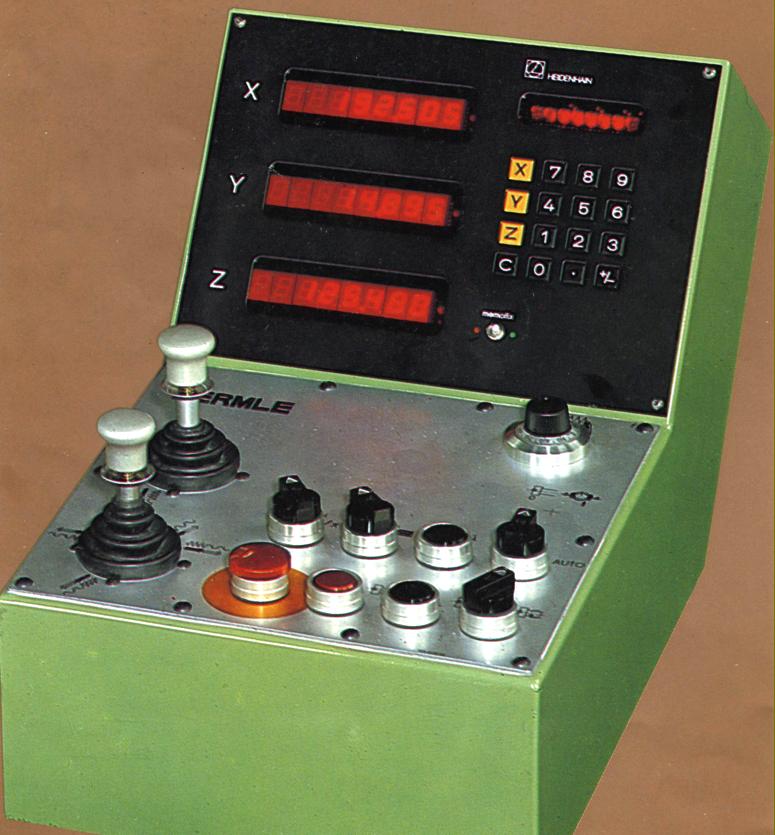
Fitted as standard was a 830 mm x 224 mm vertical table (with four 12 mm T-slots on 45 mm spacing) fastened to which was a plain, non-tilting 700 mm x 285 mm horizontal table. Feed travels varied according to whether they were hand or power driven being, respectively, 410 and 390 mm longitudinally, 310 and 290 mm in traverse (on the head) and 400 and 380 mm vertically. On machines without DRO systems it was usual to find precision rulers, intended to help coarse settings, fitted along each sliding movement. Table feeds, driven from two stepless variable-speed 0.75 kW motors through electro-magnetic clutches, were infinitely variable from 2 to 1500 mm/min in both horizontal directions and vertically - the fastest rate also doubling as "Rapids". Control of table direction was by two joysticks with speed selection on a dial and speed changes by a potentiometer knob. These were mounted on a separate consul (carried on a swing arm pivoting from the right-hand face of the main column) that also included push buttons and switches for the various accessories including hydraulic tool clamping, crawl feed, motor brake, coolant, spindle start, stop and reverse direction, emergency stop and the digital read-outs. If NC control was fitted the panel also included all the associated functions required including the input keyboard.
Overload protection for the drives was provided both mechanically, by a factory-set torque limitation on the clutches, and by electrical overload. Feedscrews (with pitches of 4 mm longitudinally, 2 mm laterally and vertically) were hardened and ground (a recipe for long, wear-free life) and ran though split nuts that could be adjusted to eliminate snatch on climb milling (with the table feed in the same direction as the rotation of the milling cutter) on both horizontal and lateral feeds. To prevent wear and improve reliability (as on many other makes of the same type) bellows were fitted to guard both slideways and screws. Although most models were fitted with manual table clamps, the factory did offer the option of hydraulic clamping, though it appears to be a rare fitting.
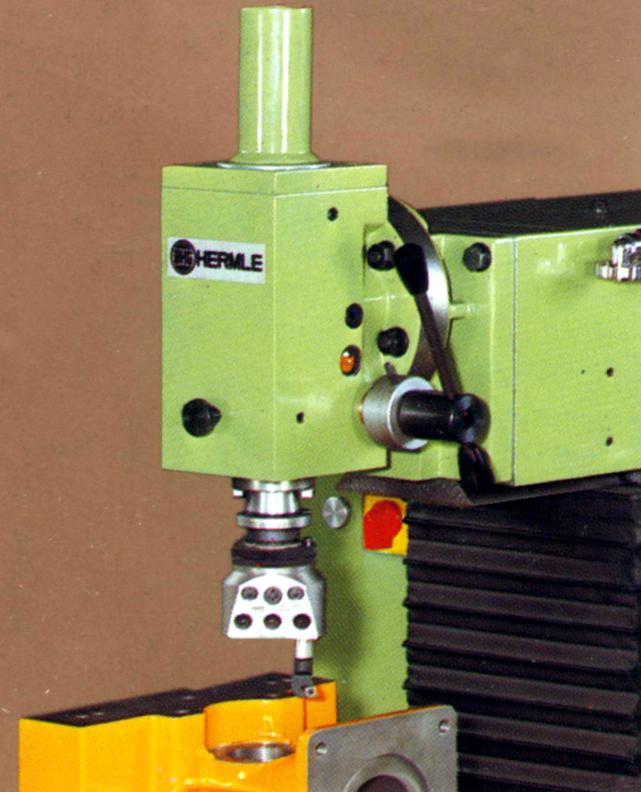
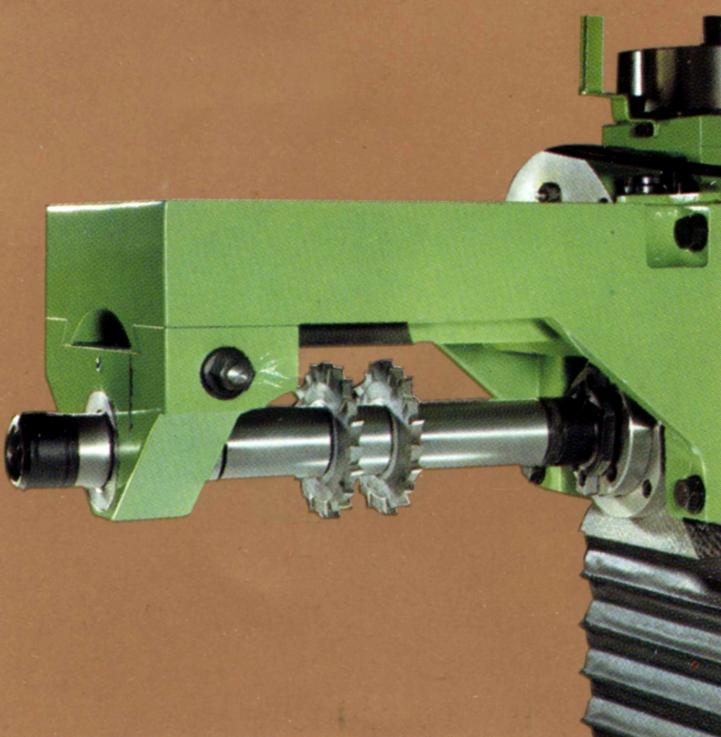
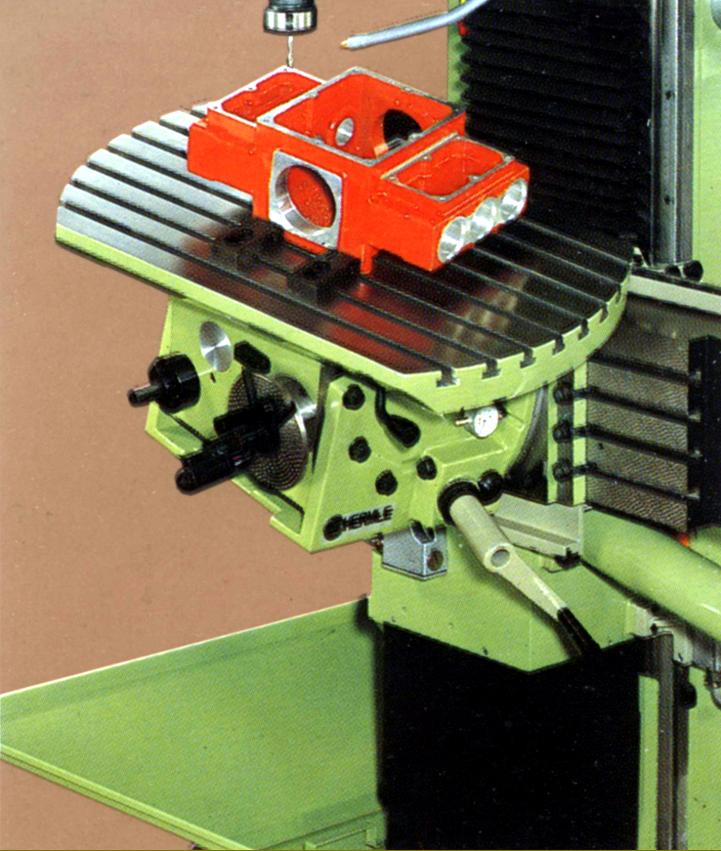
Several types of head were offered over the years including a standard vertical head driven from the horizontal spindle (most found mounted on a very convenient swing-away davit) with some versions having both quick-action drilling and fine feeds and others just the former; a horizontal conversion unit that was bolted in place on the end of the horizontal overarm Interestingly, standard machines were equipped with a special drawbar key which, for safety, had to be returned to its storage pocket before the machine could be started. One essential requirement for success when using this type of milling machine is usually the availability of different tables to mount on the front vertical. However, in the case of the Hermle, the makers incorporated a most sophisticated and robust unit that, as standard, could be swivelled on its vertical axis, tilted 45 degrees left and right from central and nodded 45 degrees front to back. Based on a heavy box casting secured in place by eight T-bolts, the central part could be either a large table with rounded end faces (with tilt and angle movements controlled by handwheels or crank handles) or a dividing unit with interchangeable division plates.
As part of Hermle's commitment to quality engineering, all versions of the miller were fitted with a centralised, pump-driven lubrication system with oil sent via metering valves to all slideways, feedscrews and feed-screw nuts. A warning light illuminated if the system failed.
Several enhanced features were available at extra cost including power tool clamping on both horizontal and vertical spindles. Secured in the spindle by a screw-bolt insert, the design enabled ordinary and inexpensive standard ISO 40 tools to be used. Also listed were hydraulically-driven power clamping of the slideways, automatic spindle speed changing, 3 axes dial-gauge and slip-gauge platforms (and in earlier years, optical positioning systems), 2 or 3-axis digital readouts (the make could be chosen by the customer for factory fitting), positioning control with a digital readout, NC point-to-point control and a version fully equipped with CNC contouring..
|
|