 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Until, in the early years of the 21st century, an example was recently donated to a museum of small machine tools, kept by the American miniature-lathe maker Sherline, the 'Guilder' had faded into obscurity, with no examples thought to have survived. In addition, there was also a dearth of contemporary advertisements literature and technical reviews to help construct anything of the machine's background. However, recent interest in the machine has revealed that the lathe was designed and developed during the early 1930s by Mr. Walter C. Guilder (born Toledo, Ohio 1877) an engineer, former toolmaker and model-boat enthusiast who ran an engineering business specialising in: "Motor trucks, burners and third axles of his own design." Guilder intended his plain-turning (non-screwcutting) "Guilder Model Builder" miniature lathe of 3" swing and 5" between centres to be as useful as possible for the home hobbyist who required several power tools in one tiny 45 to 75 lb package - just 15-inches long, 10-inches high and 12-inches front to back. The commercial potential of the new design was recognised by a friend, W. F. Crosby of Pelham Manor, New York, a navel architect (and later editor of the magazine "Rudder"). With the backing of Crosby and other friends, production began at some unknown date in the mid 1930s, almost certainly (given the trading conditions of the time) as a part-time venture alongside Mr. Guilder's established engineering business and with a very limited output. Whilst early machines were badged after Guilder's home area - Kingswood Park, Poughkeepsie, New York - during 1942 he moved his factory and offices to Wilmington (a surviving business letter confirms that all his materials were in transit during March of that year) where he established what was reported as being little more than a well-equipped, home-based machine shop. Even so, despite the modest facilities and additional difficulties of war-time production, the lathes continued to be manufactured and carried labels proclaiming: "Walter C. Guilder Wilmington Vermont". It then appears - though details of dates are uncertain - that a local manufacturing engineering company, H.E.Greene & Son, expressed an interest in the machine and, with Mr. Guilder having been in failing health for some (he died on January 14th, 1945), took over manufacture and badged them as: "H. E. Greene & Son Wilmington Vermont". The lathe was then advertised in Model Railroader Magazine from 1946 to 1948 but, by the early 1950s (and probably sooner) was no longer being made. The remaining castings, it is reported, were sold to an unknown person in Massachusetts.
|
|
|
|
|
|
|
|
 |
|
|
|
|
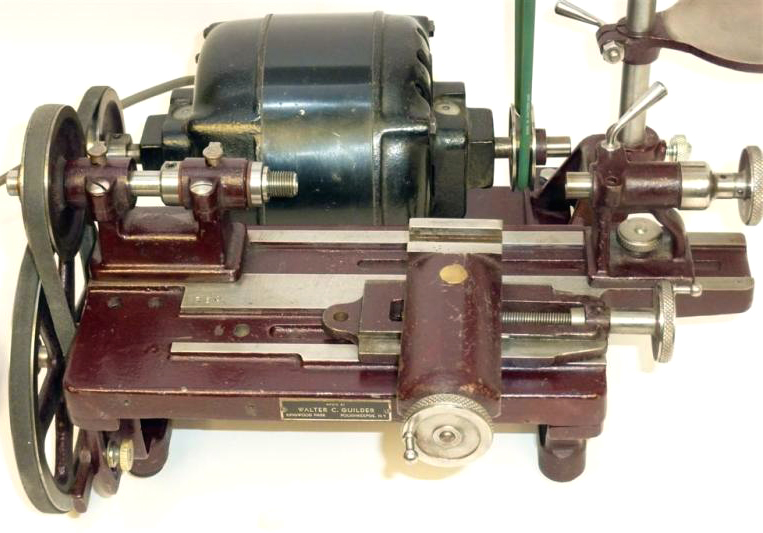
In addition to the "Guilder" name-plate, examples have also been found inscribed by the later makers: "H.E. Greene & Son"
|
|
|
|
|
|
|
|
|
|
|
|
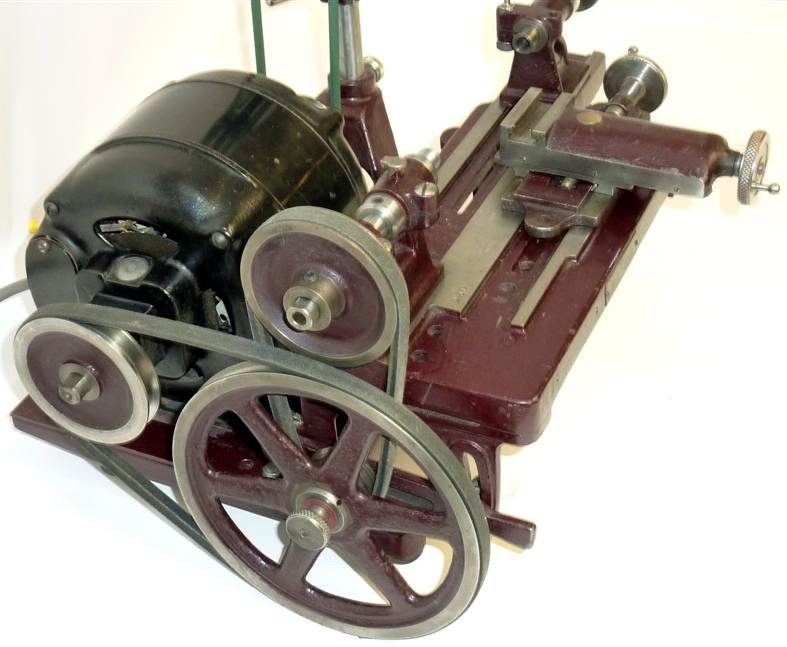
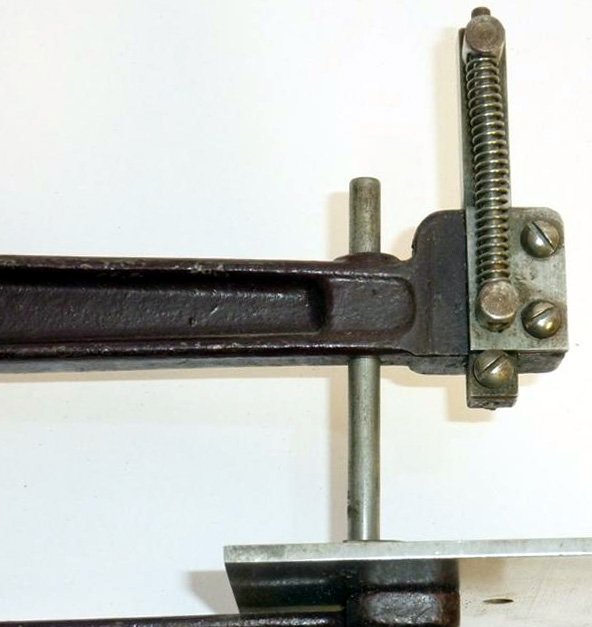
Instead of a conventional bed, the Guilder Model Maker lathe was built up on what amounted to a rectangular cast-iron plate about 7/8" thick - a similar design concept also being introduced during the 1930s on the very much more complicated and ingenious German Hommel UWG machines. Whilst the use of a simple "bed plate" allowed the Guilder be constructed very inexpensively, it did require a degree of ingenuity to provide a proper drive system. In basic form the lathe was supplied with just a single headstock pulley with the base bolted to "plain legs" for drive by the customer's own motor. However, in its more complete form, it was mounted on legs to which was attached a plate carrying full-size, double-shaft 1/6th h.p. motor with the left-hand bed foot carrying a slotted quadrant arm to carry a drive system. The latter consisted of a "countershaft" unit with a 6-inch diameter pulley, this being so large in comparison with the machine that it required the lathe to be mounted on tall raiser blocks or sited so that it overlapped the edge of a bench to allow the necessary clearances. Concentric with the large pulley was a smaller one to drive the headstock (a simple form of compound speed reduction) whilst the pulley arm was arranged to pivot and, with the aid of a built-in handle and small hand-ring nut, adjustment of both belts was easily and simultaneously set. Two pulleys, 3 and 6-inches in diameter, were provided for the headstock spindle and, to further improve the speed range, both could be interchanged with that on the motor. By juggling pulleys, a speed range covering: 108, 215, 400, 600, 850, 1200 and 3400 r.p.m. was available, the high speed being especially useful for turning small pieces of wood. Unfortunately the advertising literature contained inaccuracies in the speed calculations, the quoted bottom speed of 85 rpm being unavailable with the pulleys supplied. However, by substituting other standard and easily obtained sizes, the owner could quickly make up a range to suit his own particular requirements - or drive the various accessories at the correct speed.
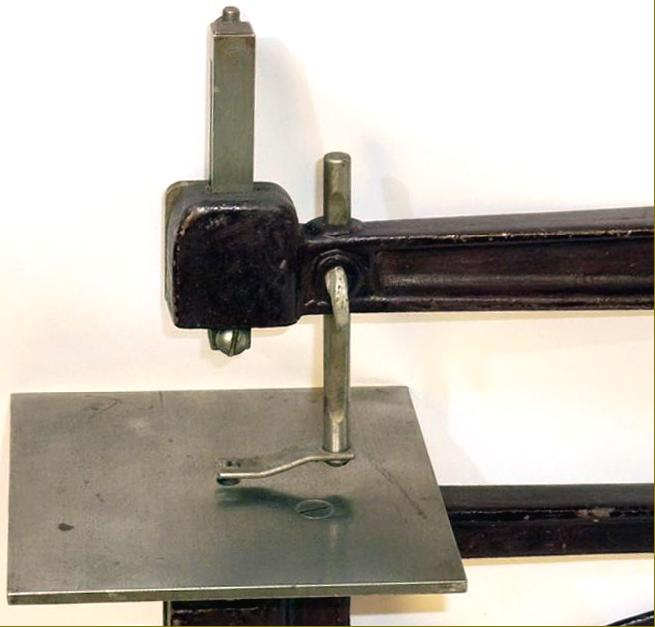
Non-backgeared, the design of the headstock was very simple with a 1/2-inch diameter spindle, bored to accept a 1/4" diameter rod, running in two decently-long plain parallel bronze bearings of the split type with bolts to close down the gap. A single, overhung drive pulley was mounted on the spindle's left-hand end with thrust was absorbed in both directions by fibre washers fitted each side of the front bearing. Both headstock and tailstock fitted into a 1-inch wide slot machined down the length of the bed, with the headstock bolted down from underneath with two 5/16" set-screws. On a small but important point, whilst most makers of simple lathes were content to drill two unprotected oil holes through the top of each headstock bearing, or use straight-feed, flip-top oil cups, on the Guilder the makers went to the trouble of specifying flip-top oilers with a wick feed - so ensuring that the bearings received only clean lubricant. Although today the simple (and cheap-to-manufacture) "overhung-pulley" arrangement is in widespread use, when first introduced it was ignored by conservative manufacturers until they were persuaded of its adequate performance and the longevity of the headstock bearings.
Driving not only the spindle, but, from its other end, a 0.25" capacity drill press mounted at the tailstock end of the bed, the motor was controlled by a switch was built neatly into the bed casting just in front of the headstock.
Continued below:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Continued:
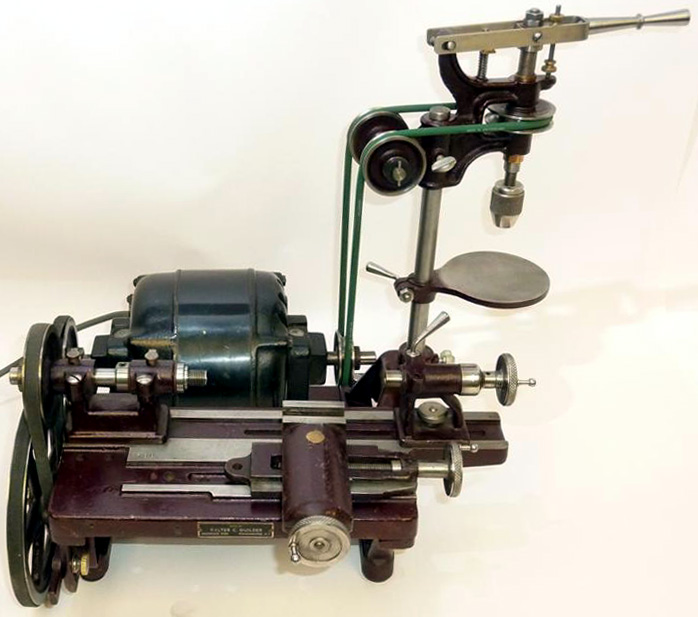
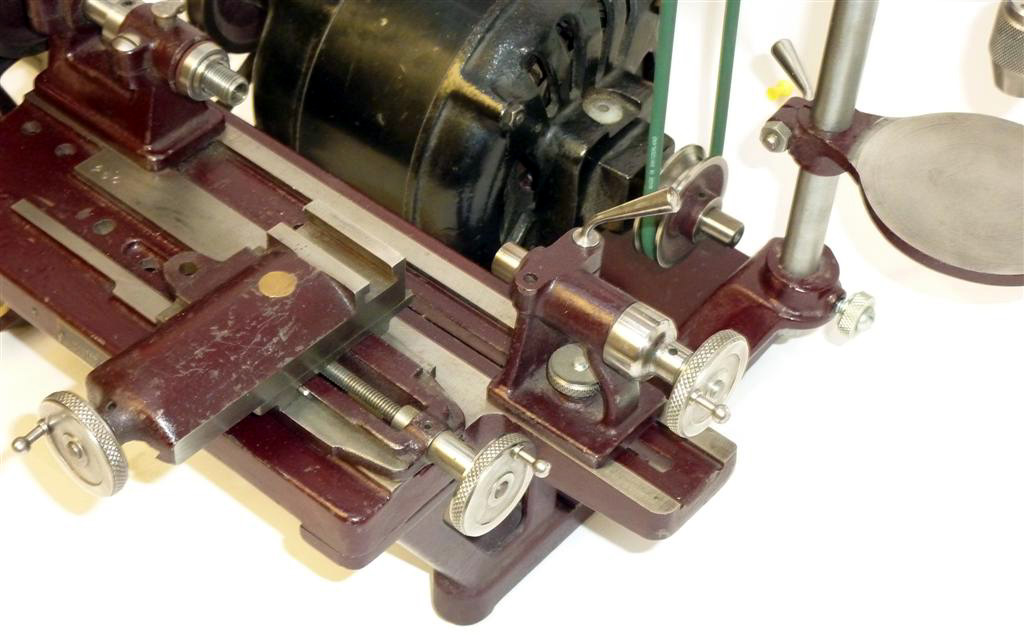
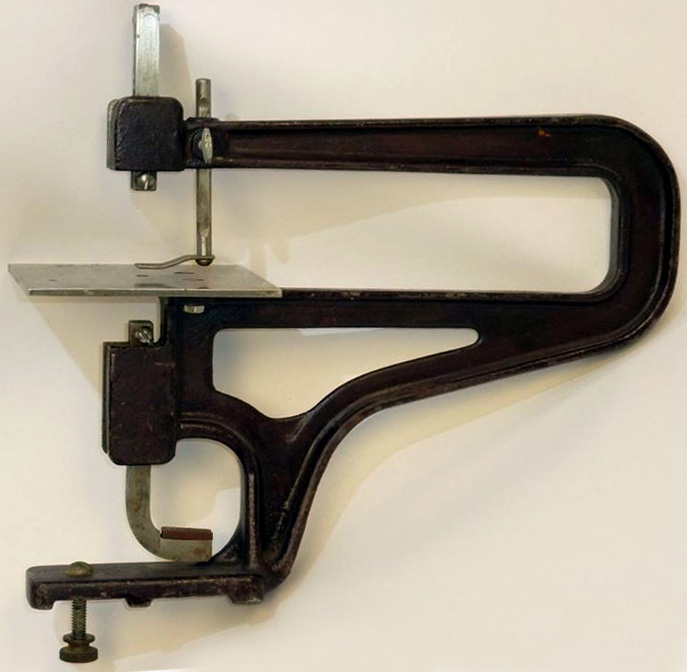
Included in the Guilder Model Maker's specification was the ability to mount - without the use of tools and all driven by the one rear-mounted motor - numerous accessories amongst which were: a drill press, a circular saw (which one owner described as, "accurate and useful"), a jig saw, disc sander and table, sanding drum, fixed steady (listed as an "extension roller rest") and a vertical-milling slide. The machine was unusual in many ways, but especially in the arrangement of the bed ways where, to obtain a longer top slide travel, the compound slide assembly was mounted on a second set of ways in front of and parallel to those carrying the headstock and tailstock. The rest could not be traversed up and down its 1-inch wide slot but, like a watchmakers' or clockmakers' lathe, was bolted into position and the cut taken with the very long travel top slide. The unit, which was without any form of micrometer collar on either slide, was aligned for longitudinal cuts by a dowel pin; with the pin removed and the T-headed clamping bolt slacked, it could be swivelled and tapers cut. Each handwheel was turned from the solid and knurled around its outer face to afford oily fingers a better grip. Unfortunately, the handwheels and their opposing collars were fastened to the shafts by pins - so ensuring that no adjustments could be made to reduce backlash as the faces wore in service.
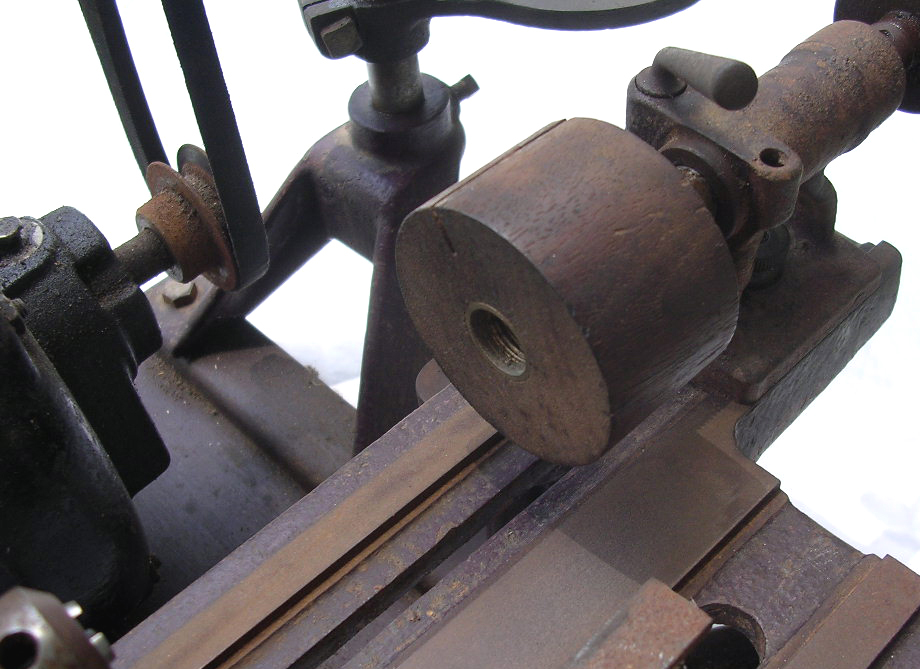
Taking its guidance from between the bedways, the tailstock had a 1/2-inch diameter screw-feed barrel with a No. 0 Morse-taper (thought a report has also been received of a Jarno taper) locked by closing down a long slot in the main casting - the slot being unusual in extending for almost the full length of the (short) barrel housing.
Continued below:
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
Continued:
With production now well established, the Guilder was now offered in various forms - from a simple wood-turning lathe on plain legs, to a very well equipped and versatile "machining centre" capable of handling both wood and metal. In 1949 it was advertised as being supplied complete with: two No. 0 Morse taper centres; 2-inch and 3-inch diameter faceplates; a compound slide rest with 2 inches of travel on each slide and graduated micrometer collars (although non are visible in the picture above); four turning tools; slow-speed attachment; drill-press attachment with a 2-inch drive pulley; belt and Jacobs 0.25" capacity drill chuck; 3-inch diameter 4-jaw independent chuck; wood-turning rest; disc sander with 3-inch metal disc; sanding planer with drum; circular saw attachment with one combination saw, rip fence and mitre; one Allen wrench - and a screwdriver. Equipped to this rather complete specification (which did not include a motor) the machine weighed a considerable 71.5 lbs Besides the accessories already mentioned, a bed-extension unit was available to increase the between-centres capacity to 10 inches, and "raiser blocks" to lift the swing to 6 inches.
Enamelled in a "rich maroon", with the bare metal parts (knurled finger wheels, screws and other small items) either polished or cadmium plated, the lathe looked very smart. Eventually, some changes to the specification were brought in and examples have been found with motors having just a single spindle (with a switch built into its wire connection box) and without the drilled and tapped bosses on the motor plate to accept the bracing bracket used to hold the drill-press column.
Prices for the Guilder varied considerable and, naturally, depended on the specification - for example, in January 1941 the simplest wood-turning version, stripped of all but the most essential equipment, retailed for $15.50 - whilst it was necessary to spend $97.50 for a fully-specified and accessory-equipped metal-turning model. By August 1945 the prices for the two disparate specifications had risen, respectively, to $21.50 and $122.50.
Immediate post-WW2 inflation during the late 1940s caused further rises to $28.25 and $130.95 - though as an interesting comparison in 1949 Sears, Roebuck were offering their popular (but lightweight) Craftsman 8-inch swing by 24 inch between centres Model 40 wood lathe at $25 and their Model 80 backgeared screwcutting metal lathe at $43. In comparison, therefore, the Guilder was very expensive - and its appeal must have been limited to those with an appreciation of its vastly superior quality and the enormous versatility it presented in a tiny package.
If the most complete specification was ordered the lathe came complete with: double-shaft, Delux 1/6 h.p. ball-bearing motor, cord and switch; tailstock with two No. 0 Morse taper centres; 2 and 3-inch diameter faceplates; compound tool rest with toolpost, wrench, and four turning tools; slow-speed equipment with four pulleys and five 3/8" V belts and motor-operating lever; Allen wrench and screwdriver; Jacobs 1/4" chuck: Watson 3" 3-jaw chuck for the headstock spindle; Vertical Milling Attachment; Drill Press unit with Goodell-Pratt 1/4" chuck, mounting plate, 2-inch drive pulley and 34-inch belt; wood-turning T-rest; three wood-turning tools with handles; disc-sander assembly with drum; circular-saw attachment with one 3-inch combination saw and a jig-saw with two blades.
Walter Guilder had been absolutely right about the concept of his multi-purpose lathe, but it was not until the quite different, mass-produced and hence affordable Emco Unimat DB200 was introduced in 1953 that the market for this type of machine jumped suddenly from a few hundred units a year in the USA to hundreds of thousands worldwide. More on Guilder here and here..
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
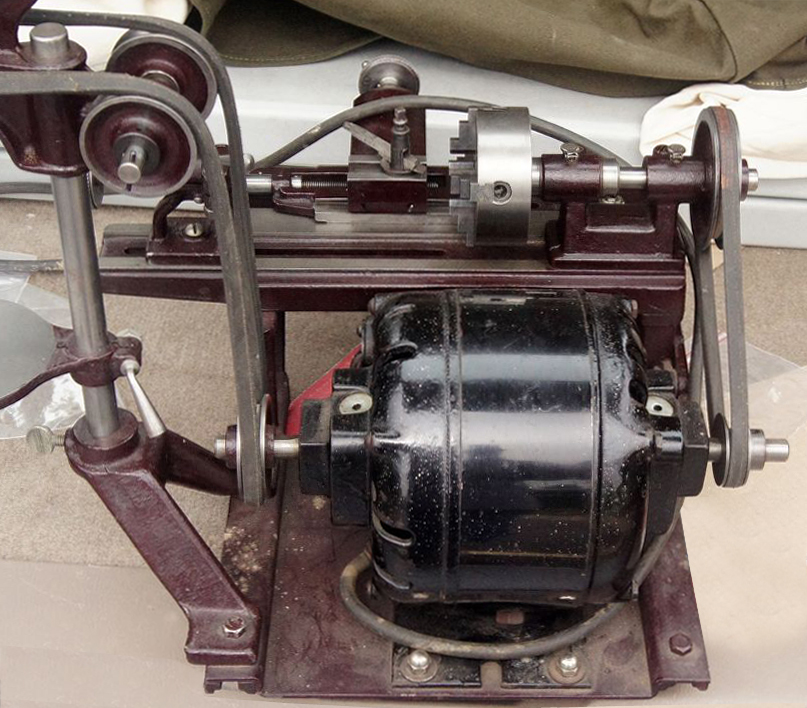
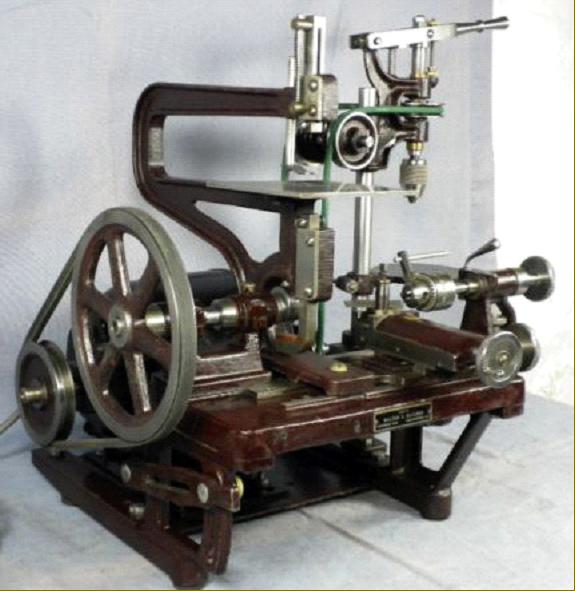
A Guilder Model Builder complete on the maker's base and stand with rear-mounted double-spindle electric motor, leg mounted slow-speed attachment and a 0.25" capacity drill press unit. Note the round Polycord drive belt
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
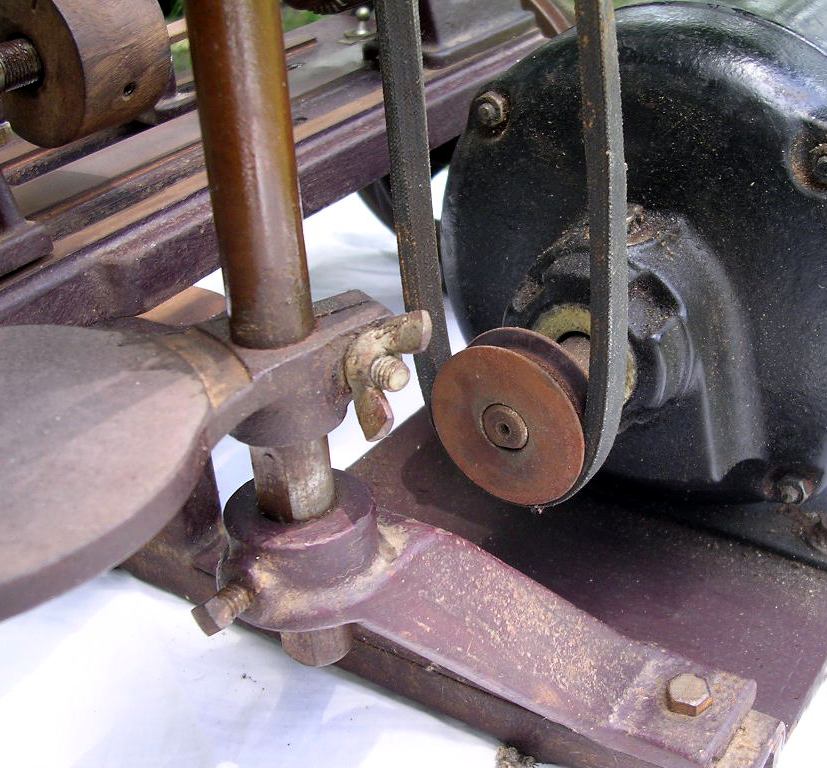
The column for the drill press was held in a bracket bolted to the motor-mounting plate.
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
Another view of the bracket used to hold the drill press
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
The tailstock barrel was locked by the usual crude slot in the main casting - but in this case one that extended for almost the entire length of the housing.
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
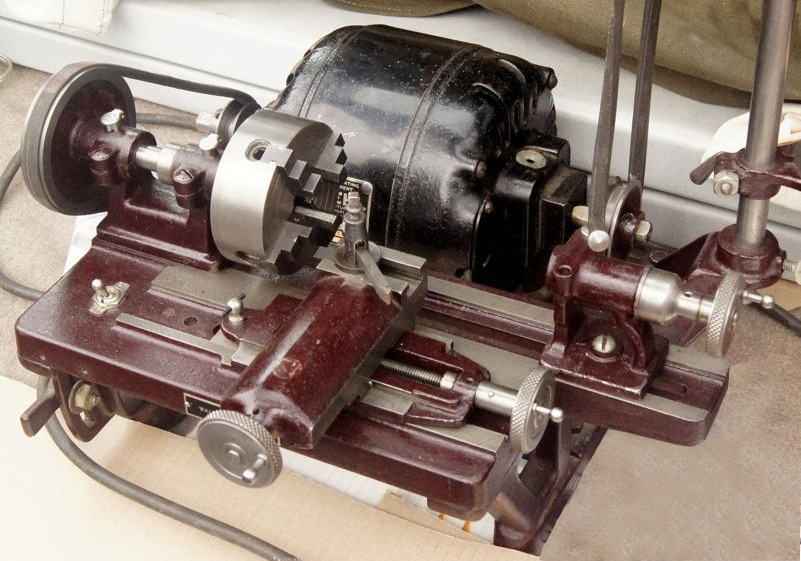
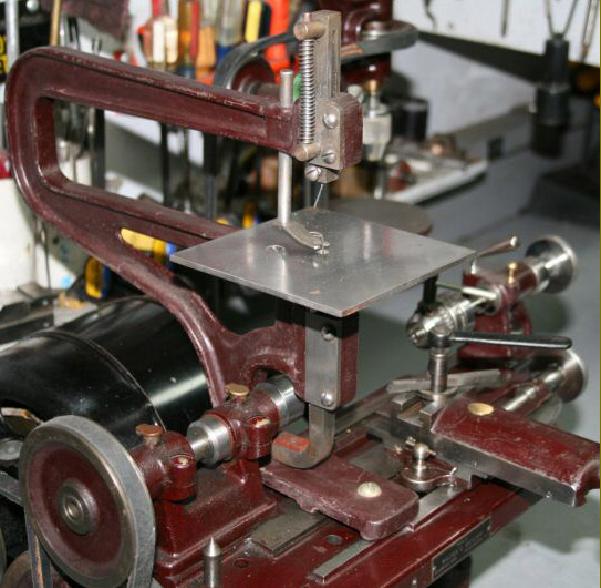
A double-shaft motor drove both the 0.25" bore headstock spindle and, simultaneously from its other end, a 0.25" capacity drill press mounted on the same base plate, but at the tailstock end of the bed. The drive belt employed is the very effective Swiss-made Polycord
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Bed extension section that increased the between-centres' capacity from 5 to 10 inches.
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
The item at the top of the picture is though to be a headstock raiser block
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
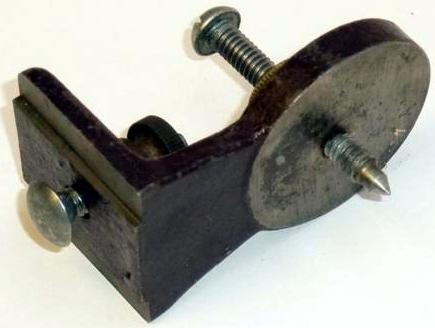
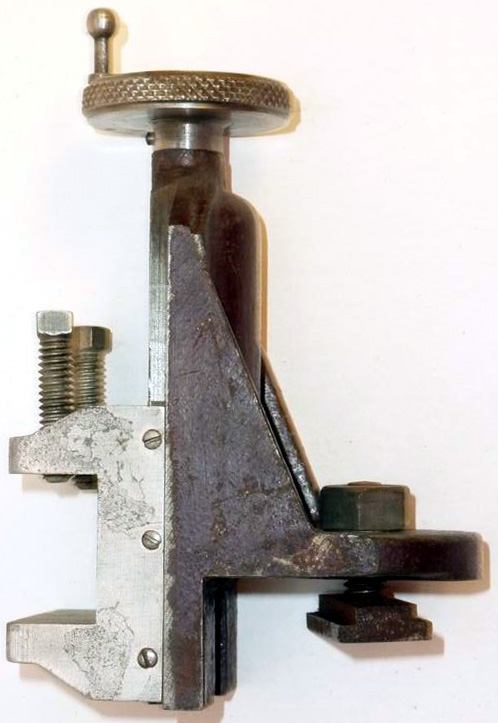
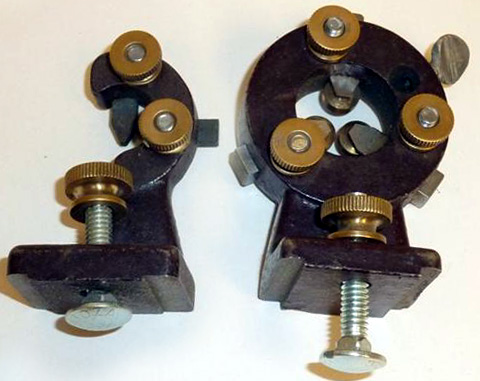
Above and below: a Guilder angle-plate adapter
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
The neat little Guilder vertical milling slide
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
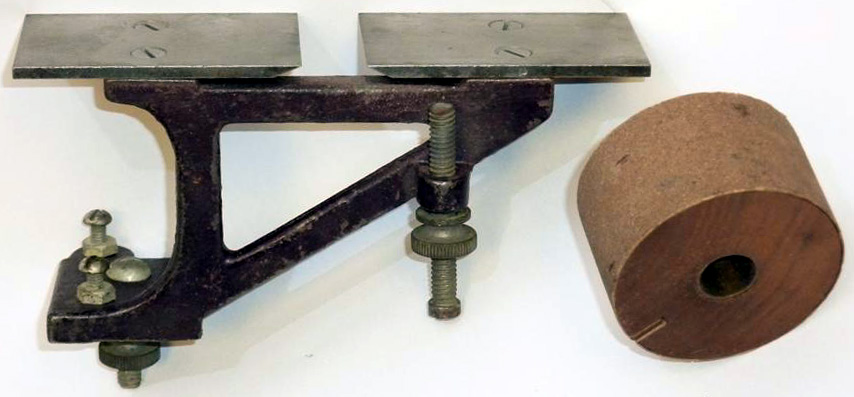
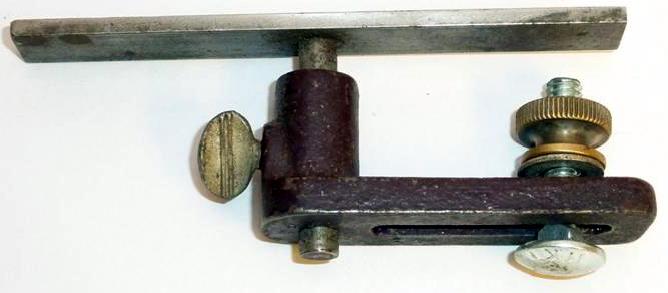
On the left the travelling steady and on the right a steady rest
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Above and below: the drum-sanding kit
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
|
|
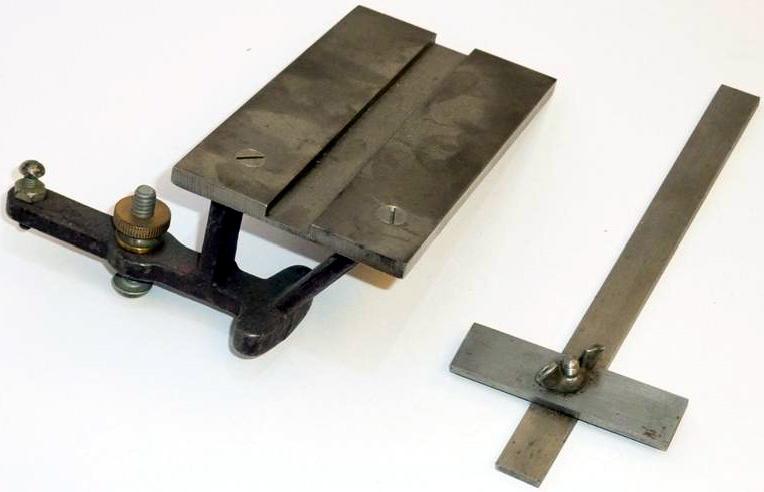
A table and mitre fence for use with a sanding disc
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
Underside of the saw bench
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|