Grimston Page 5
Founded in 1931 and based for many years in Croyden, a town to the south of London - and then in Henwood, Ashford, Kent - Grimston became a specialist in the manufacture of heavy-duty, geared-head drills of a design not unlike those by the Swedish Arboga Company. Indeed, some Grimston drills have been discovered that were re-badged Arboga units, especially the types EM825, 2508 and U2508. However, while Arboga offered a range of vertical milling machines based on the heads also employed on their drilling machine (with a suitably modified tapered nose to retain a milling chuck), Grimston stuck resolutely, at first, to making just drills - though they did, finally, offer a pair of well-made, bolt-on compound tables the No. 1 and No.2 that allowing co-ordinate drilling and light milling to be undertaken.. If they had continued development - and fitted the same some sort of screwed-on, nose-cap cutter-retaining mechanism used by Arboga (the built-in motor prevented a drawbar being used) they would they would have had a very handy proper vertical miller as well.
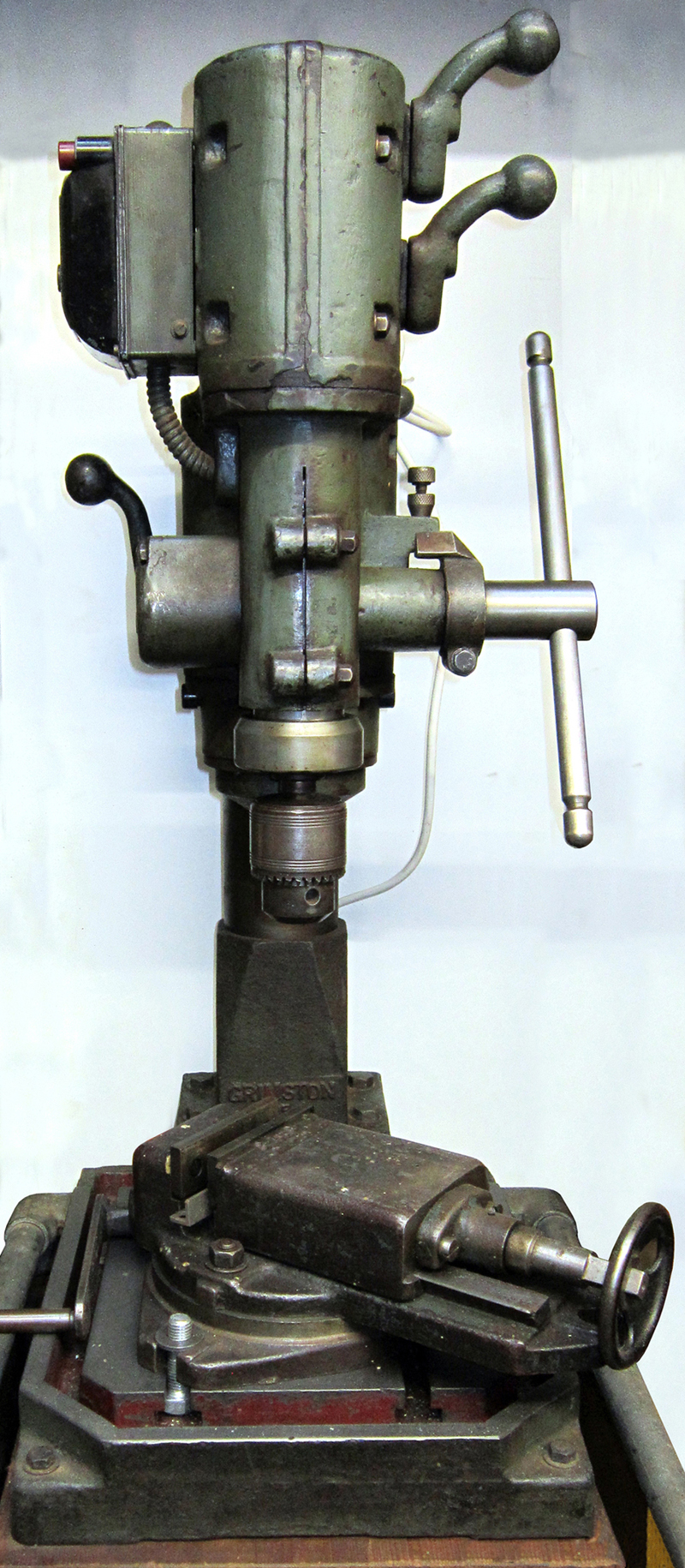
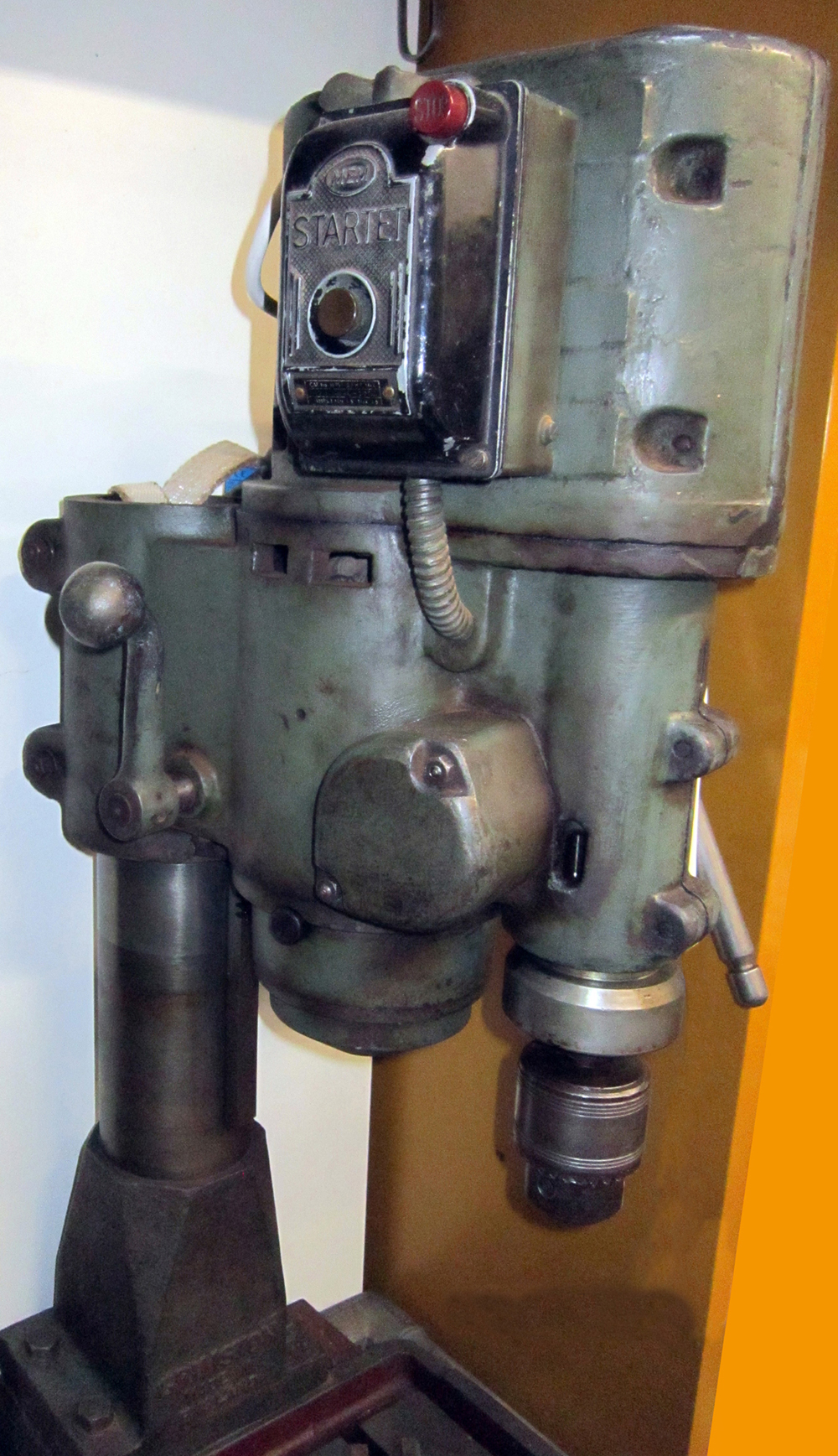
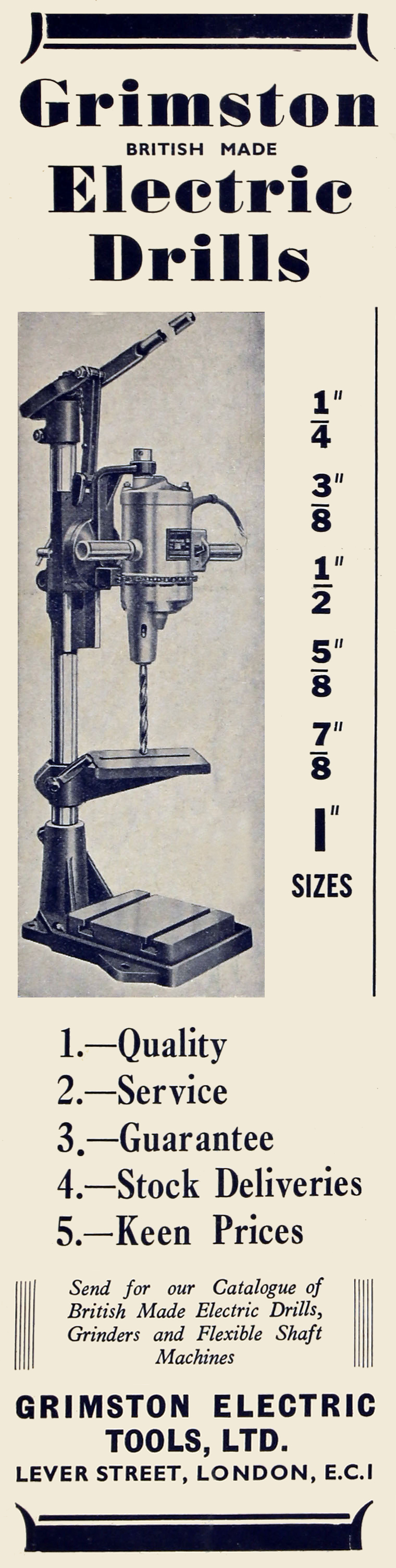
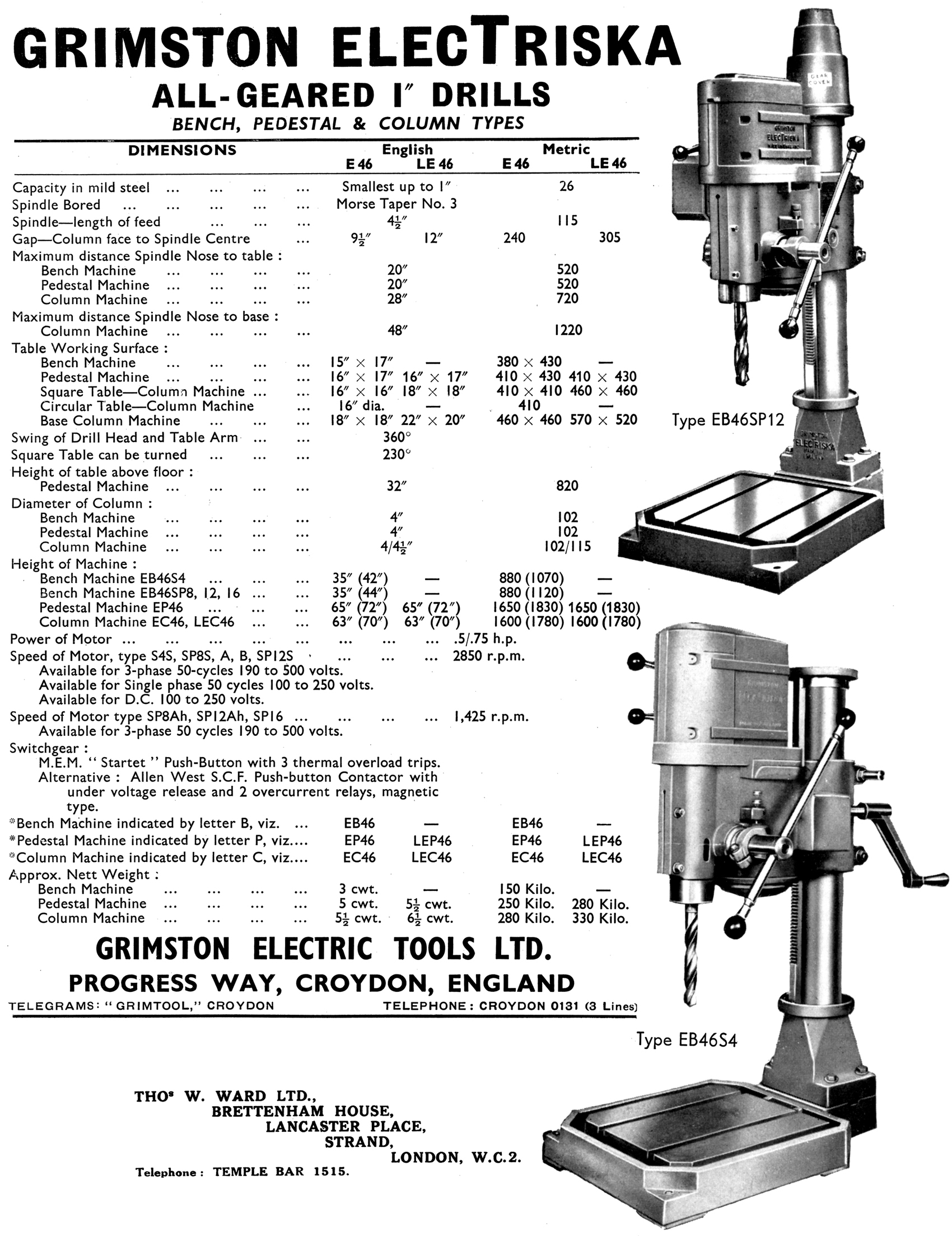
Having advertised themselves as, "Grimston Electric Tools" based in Lever Street, London where they made various forms of grinders and electric hand drills and (unusually robust) stands to convert them into drill presses, the heavier machines entered production at some unknown date during the late 1930s - the first examples having their speed change handles on the right-hand side of the head. By the end of WW2 the range of models had expanded considerably and also included a pair of conventional belt-driven drills, the 5/8" capacity, No. 2 Morse taper 1B bench and 1P pillar - both shown on this page and identical in layout to other drills of the same type by, for example, Fobco, Meddings and Progress. The geared-head drills included ones with a drilling capacity in steel of up to 1.25 inches in both bench and column types - the latter by far the most common found today and almost always fitted with the unusual arrangement of crank-handle operated, rack-and-pinion gearing to lift both the head and the table assembly, independently, up and down the column. With the table swung out of the way, and a tall job fixed to the T-slotted footplate, the head could be quickly and easily be adjusted for height and swung into the right position - this arrangement vastly increasing the overall usefulness of the machine.
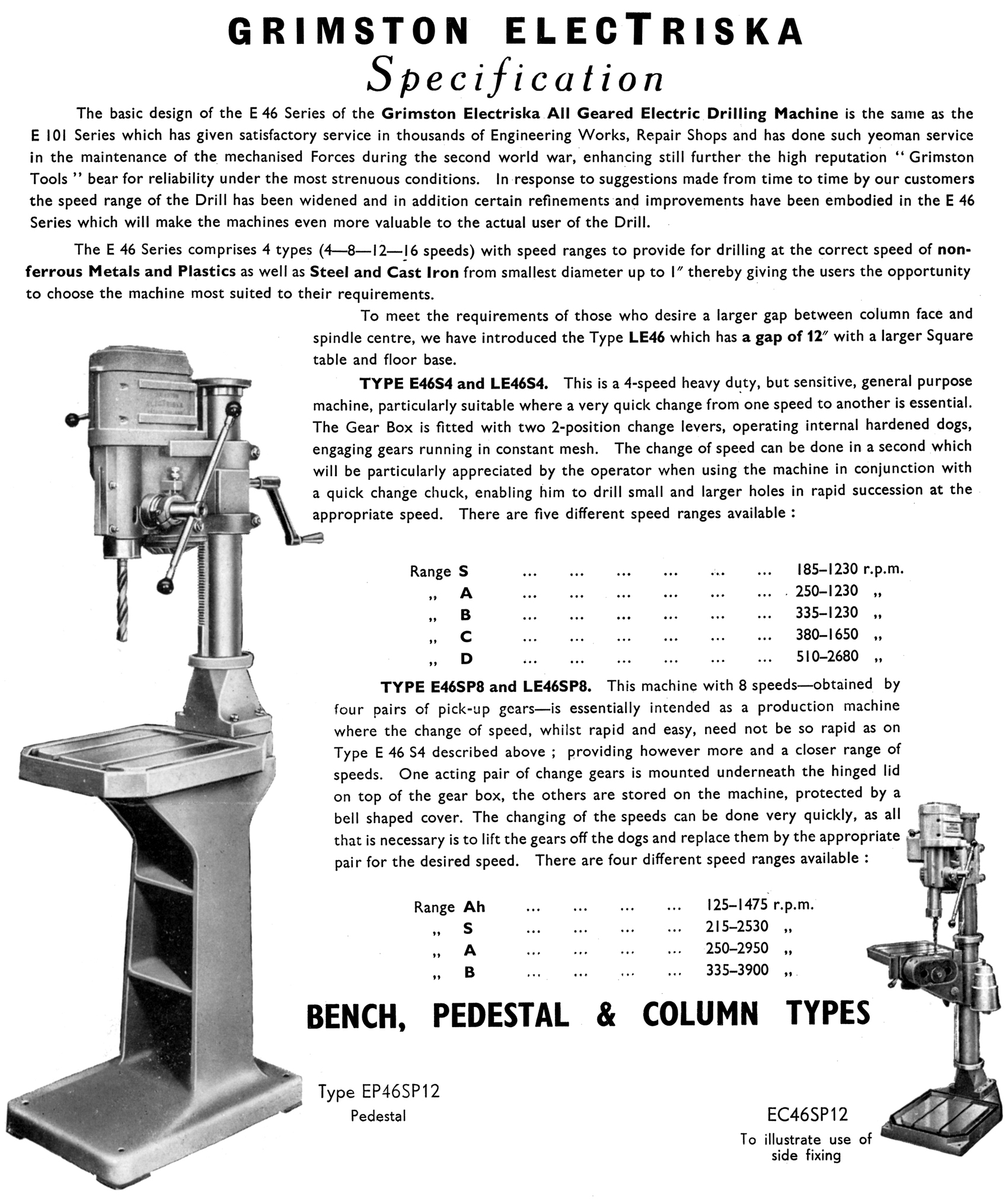
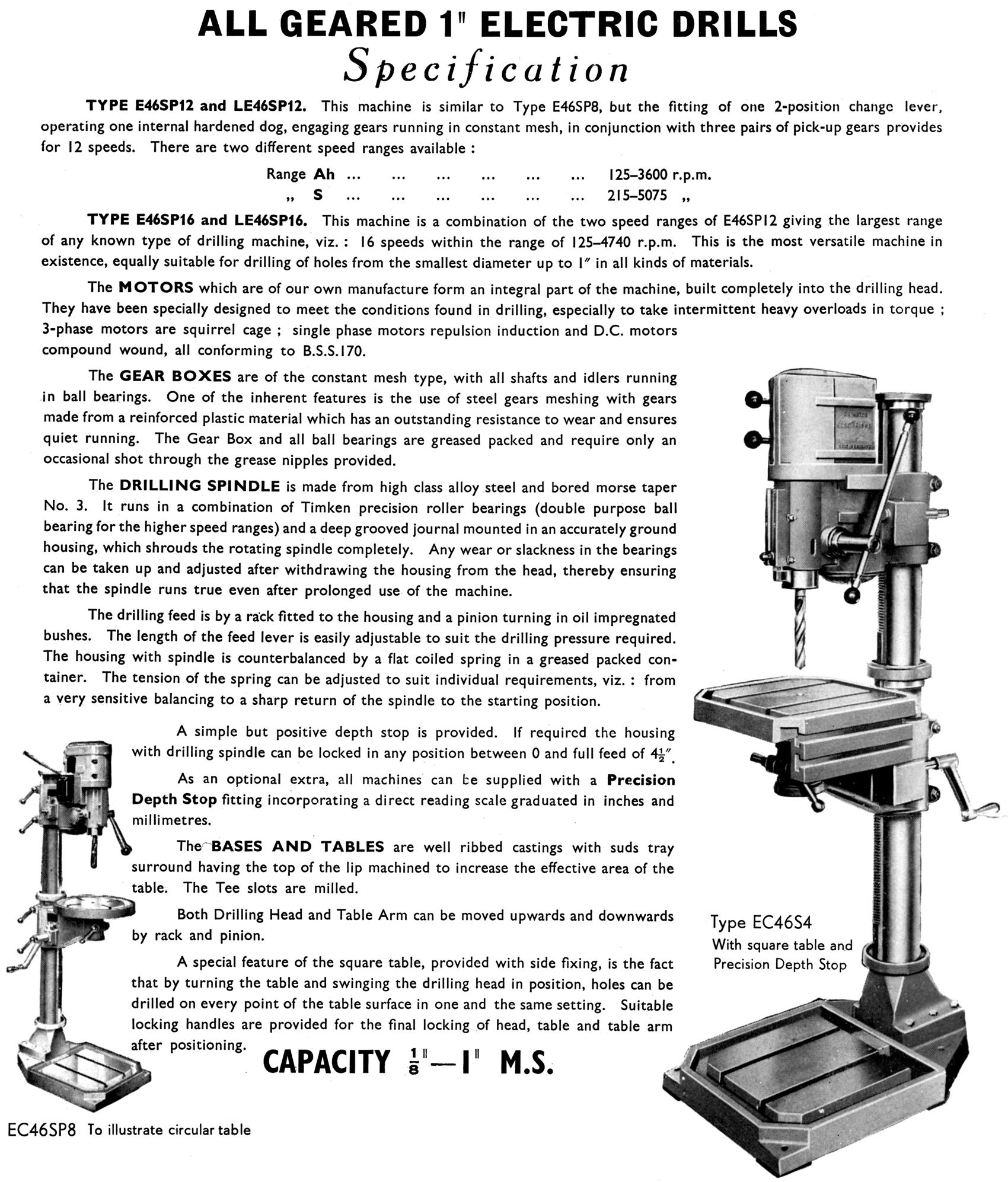
While some models had just 4-speed internal gearing - sometimes supplemented by the fitting of 2-speed motors - other incorporated a pair of quickly-changed "pick-off" gears, these being instantly accessible under a hinged cover on top of the head with the spare gears stored securely in a bell-like cover attached to the table mounting (pick-off gears are run in pairs, on fixed centres, and are interchangeable; hence each matched pair - one larger than the other - can be swapped over to give both a high and low speed range). If, as was offered by Grimston on many models, a set of four gear pairs was ordered, this allowed some 32 different spindle speeds to be obtained with a single-speed motor. A typical example was the Series 46 drills: by juggling the r.p.m. of the electric motor and using pick-off gears, these drills were offered with sets of four, eight, twelve or sixteen speeds - the latter type (as the models E46SP16 and LE46SP16) having an extremely wide range that stretched from a low of 125 to a high of 4740 r.p.m. The 4-speed versions had, with pick-off gears, five independent ranges and, when similarly equipped, the 12-speed model four ranges and the 16-speed three ranges - each range being divided into high and low settings. By this means the Company could offer customers either an almost custom-built speed range or a drill that was very strong, highly versatile and able to tackle almost anything from small holes in plastic to large ones in steel.
Electric motors were an integral part of the head unit and made by Grimston themselves and, though usually of the 3-phase, squirrel cage type, single-phase and DC ones could also be supplied. Gearboxes were of a constant-mesh design with engagement by internal, hardened dogs and grease packed - and occasional shot through the grease nipples provided being sufficient in the way of attention.. Shafts ran in ball races and the gears a combination of hardened steel and what the makers described as "reinforced plastic material" - probably Tufnel.
Spindles were made from alloy steel and ran in Timken taper roller bearings with a shrouded, deep-grooved journal bearing for thrust. However, it appears that machines with very high speeds had what the makers called "double-purpose ball bearings" - though details of this installation are sketchy.
All models had a very heavy, T-slotted foot and many a choice between T-slotted round and square tables - all with a coolant trough around their periphery, the edge of which was machined level with the top to increase the effective clamping area. Rectangular tables were often fitted with a T-slotted section formed at right-angles to the top surface, the whole assembly able to be swivelled through 90° to make use of the facility.
Bench drills with geared heads all lacked a moveable table - just a T-slotted foot being provided with the head moved up and down the column using the usual rack-and-pinion gearing. However, the makers did offer a very heavy cast-iron stand for these models, the T-slotted table being incorporated into the structure together with two open storage shelves - examples of the type being the EP46 and LEP46 made to carry the Model EB46S4 bench drill.
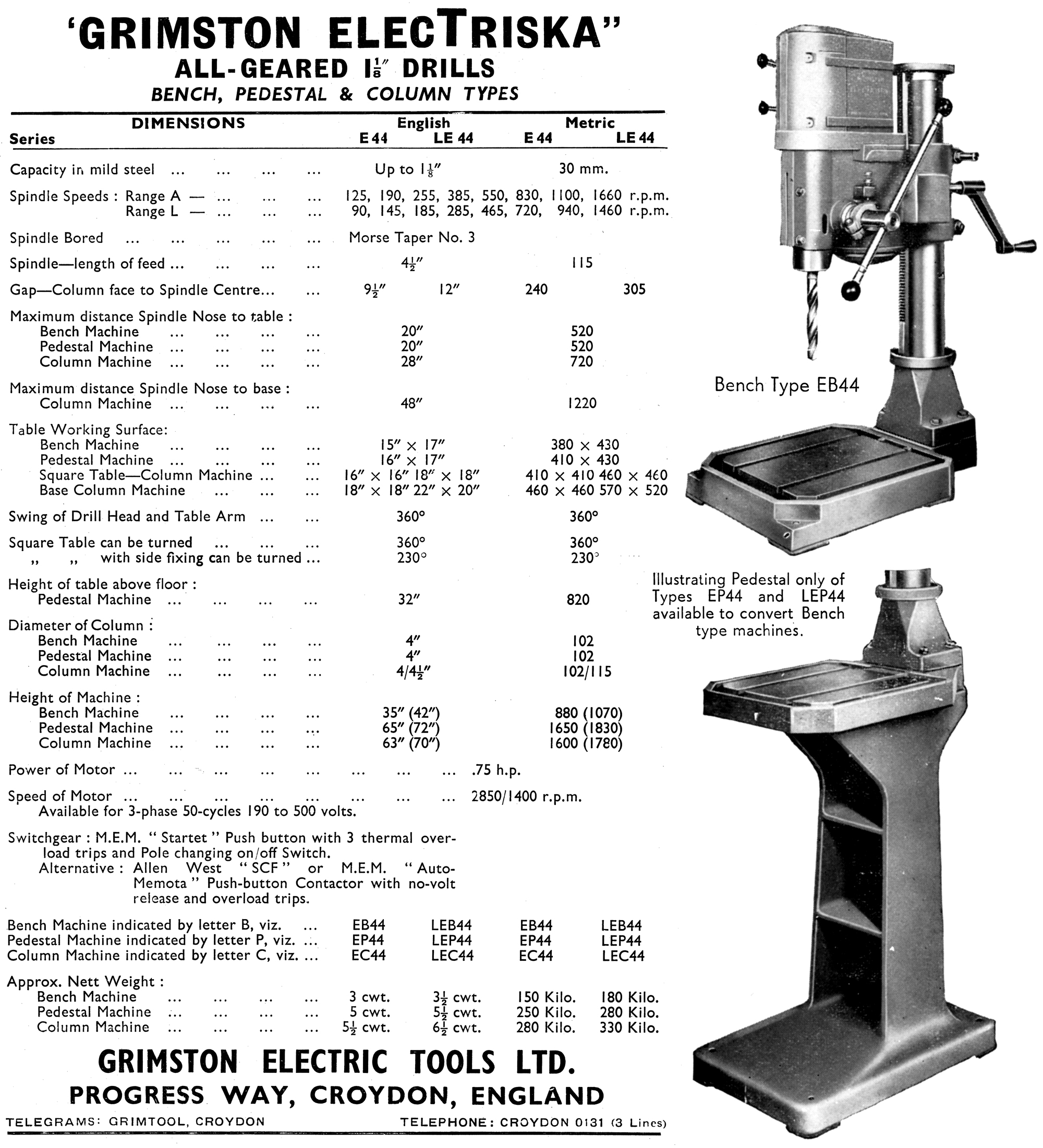
On this page and the following is a selection of Grimston catalogues showing most of the Company's drills and their accessories as made from the late 1940s until the 1970s. Most drills carried a detailed specification plate, so determining what you have should be easy. However, if the plate is missing, a trawl through the pages should reveal at least a close if not exact match. Heavy, industrial-class geared head drills were generally listed as the E44, E45, E46, E47, E48 and E49 with the full maker's model designation giving a clue as to a particular machine's specification: e.g. the suffix "B" indicating a machine for bench mounting, a pedestal machine by the letter "P" and a column model by "C". The number of speeds available was generally indicated by the last two digits following the letters "SP" - hence, as an example, the Type EC46SP12 would have been a Series 46 with a column support and 12 speeds. If the letter "L" was included, this meant a machine with a longer column- the LEC46SP16 being a Series 46 with a long column and 16 speeds.
Advice when looking to buy a Grimston drill? Apart from the obvious mechanical one, check to see if it's the pick-off-gear type by lifting any head cover; if it is, are extra the pick-off gears with it? If not, the speed range may well be limited in range.
Picture are high-resolution and may take time to load