|
|
|
|
|
|
|
|
|
email: tony@lathes.co.uk
Home Machine Tool Archive Machine-tools Sale & Wanted
Machine Tool Manuals Catalogues Belts Books Accessories
EMCO Milling Machines
& Milling Attachments
FB-2, F1 & FP, etc.
Early Belt-drive Emco Miller Emco FB-2
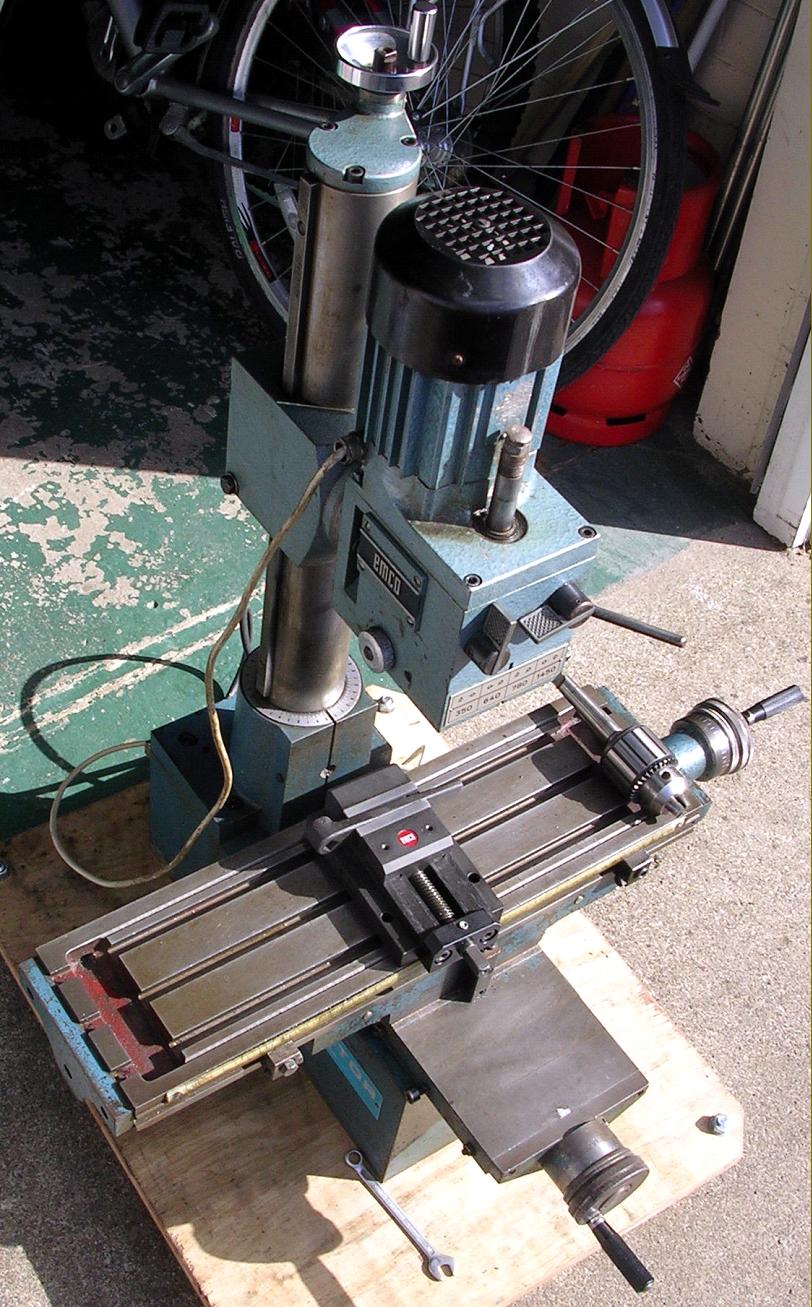
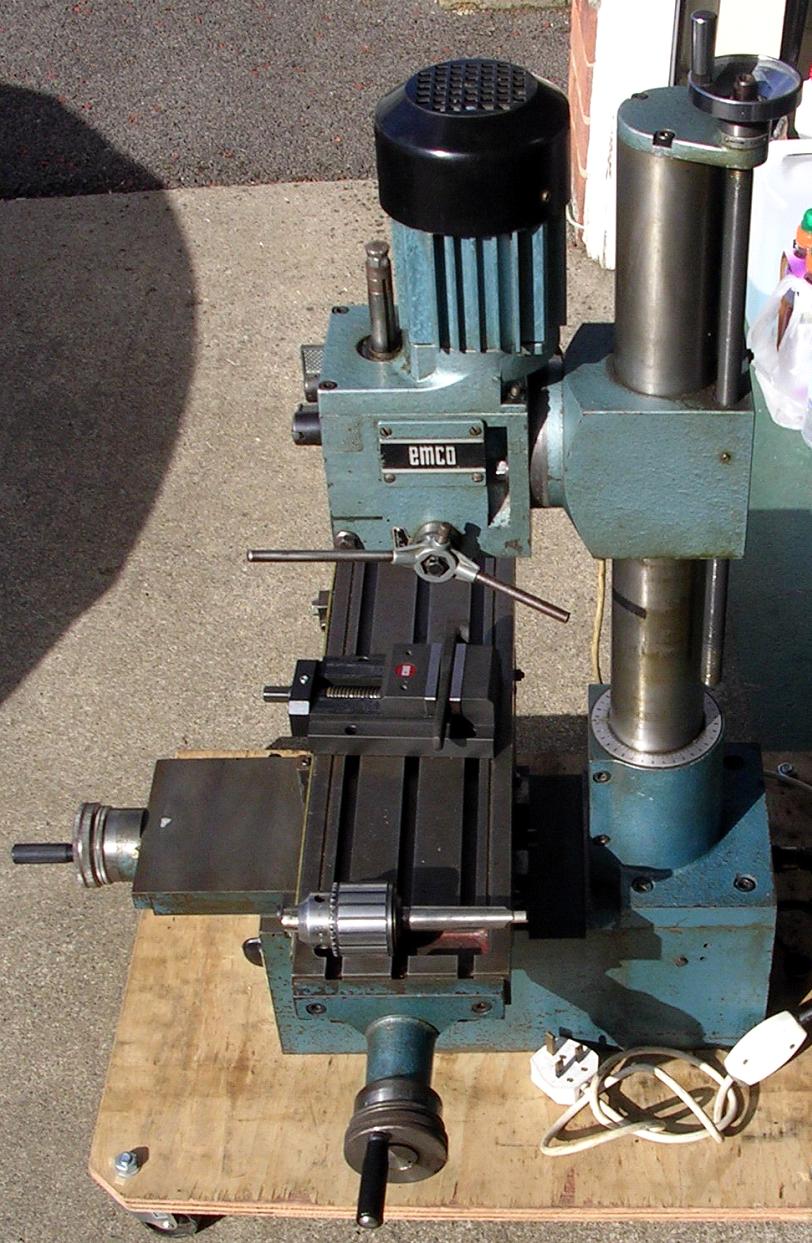
Emco FB2 Photo Essay "Compact 5 & 8" Mini Miller
EMCO F1, FP 7 F1CNC Milling Machines Emco F3 Emco Lathes
Operating Manuals and Parts Books are available for the FB2
F1 CNC Operation F1 CNC Maintenance & Parts
F1 & FP1 Operation, Service & Parts
Surprisingly, for a company so devoted to its range of amateur and semi-professional machine tools, to took emco until 1978 before they produced a full sized milling machine, the very modern looking, Deckel FP-type (though slow-selling) F3. Before that the company had manufactured just two small, self-contained conventional vertical machines - one also intended to fit the Emco Compact 5 and Compact 8 lathes and a "Mill/Drill" unit (also sold for use on Emco 7, V8, 10 and 11 lathes) that was to evolve through three versions, the final incarnation being the popular though very expensive FB-2. However, Emco's first effort was not a complete machine, but a vertical attachment designed as an accessory for the Series 3000 lathe. The attachment, consisting of a shortened replica of the lathe bed and headstock bolted vertically to the back of the actual bed, worked effectively as the headstock was fitted with a built-on, all-belt-drive motor/countershaft system and sliding spindle, the design giving both the required drive and a vertical quill feed. More affluent owners could opt for the machine to be fitted with a second headstock and its motor permanently mounted, meaning the machine was ready for immediate use as either a lathe or miller. Although very rare (and jolly expensive), Emco might also have offered the lathe headstock and bed section set up as a complete machine, the base section bearing some resemblance to that used on much later models with a simple 4-bolt flange running along each side of the casting.
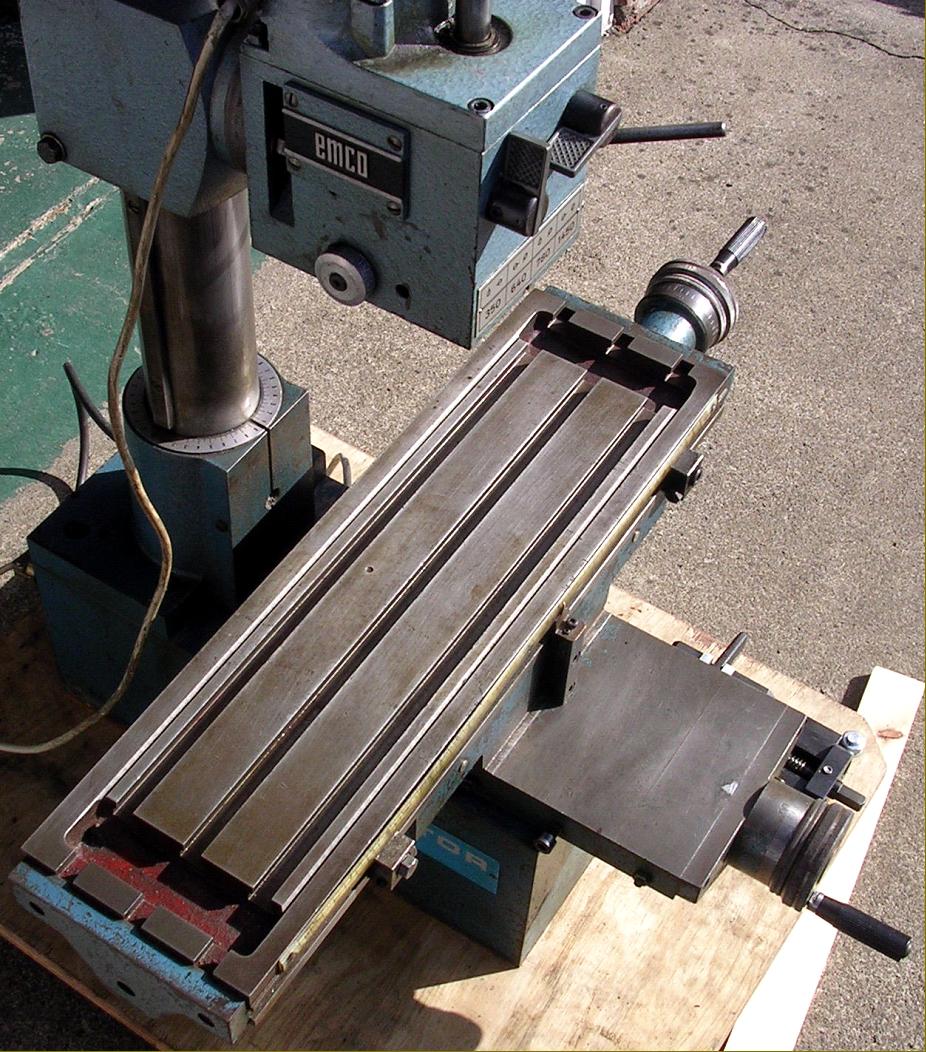
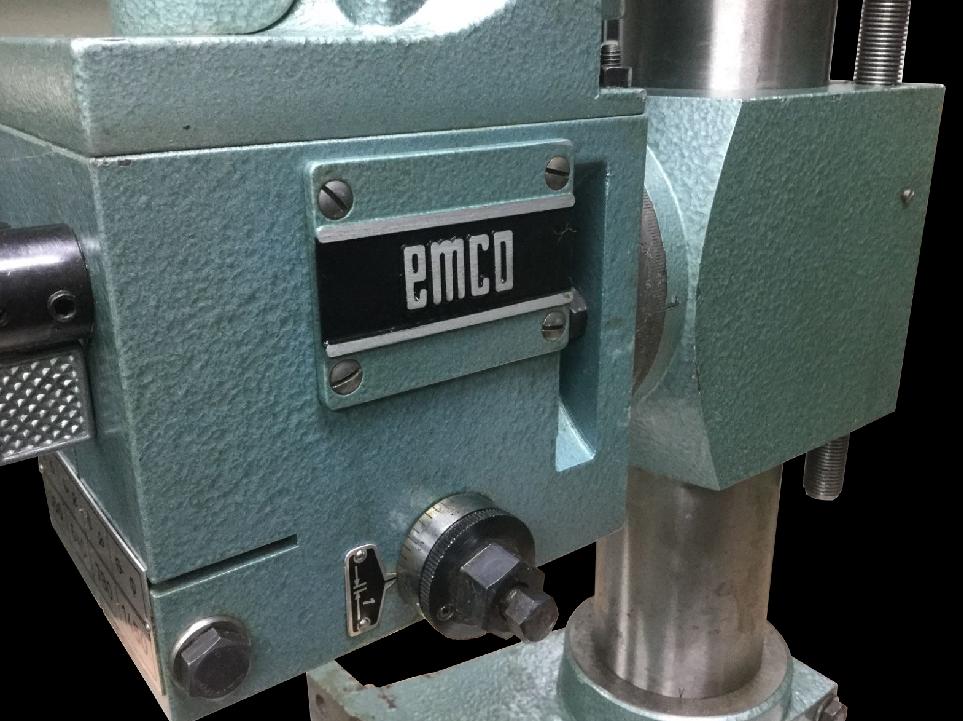
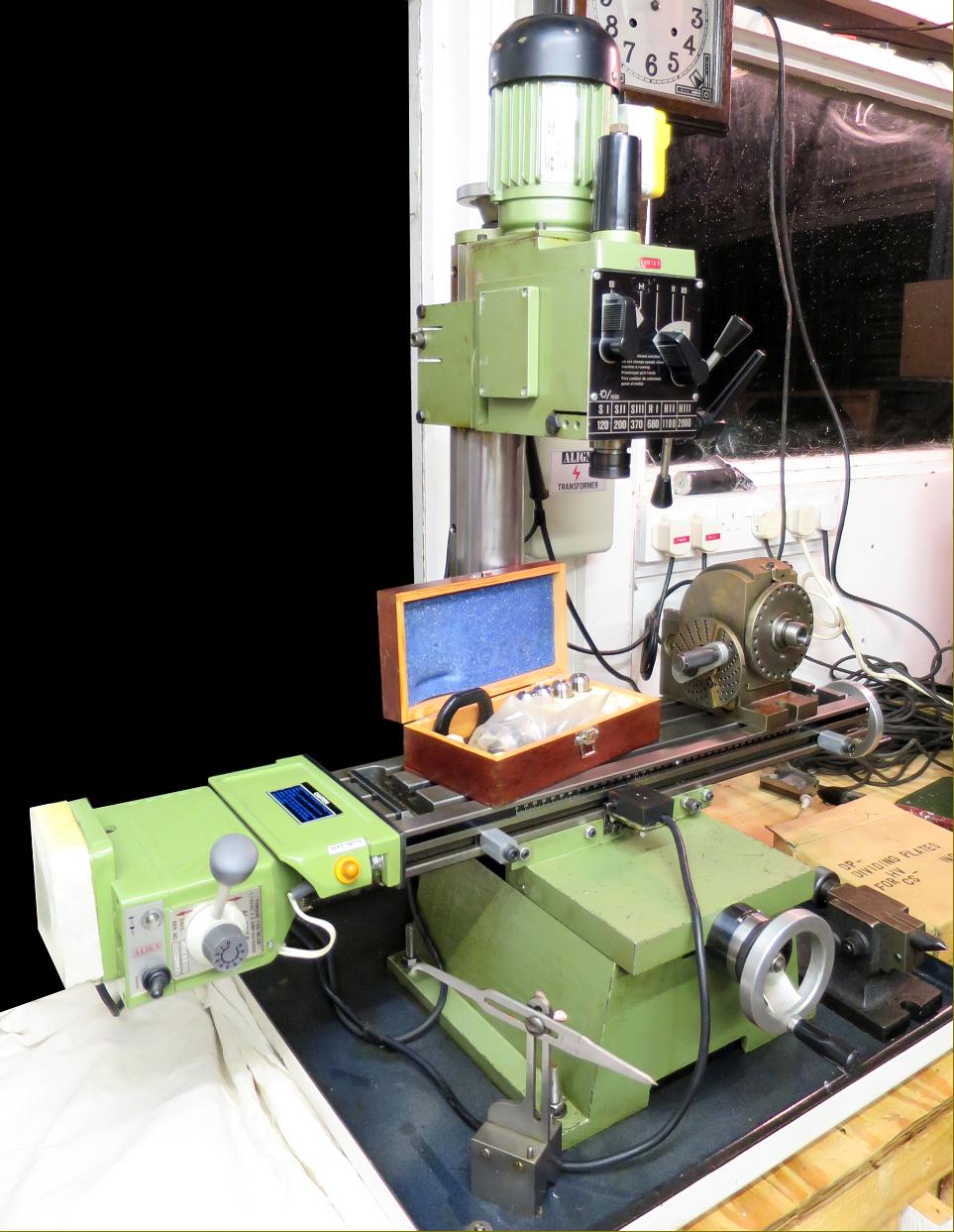
When a new range of Emco geared-head lathes, the 7, 8.4. 8.6 and 10, were introduced during the 1960s, the design of milling attachment followed suite, being fitted with a 4-speed head and offered, like its earlier brother, as a stand-alone machine that was often catalogued in the UK as the "Mentor" (though this was a designation more usually applied to educational versions fitted with armoured electrical cables and safer switchgear). By the 1970s the miller had evolved into the much improved, 6-speed, geared-head FB-2 fitted with a useful 630 mm x 150 mm table with 380 mm of longitudinal travel and 140 mm in traverse. By the 1980s the machine was in its final form as the simplified and cheaper-to-manufacture F1 and FP models, each fitted with belt-driven heads - the former with a miniature V-belt and the latter with a better-gripping Poly-V type. The F1 was also available as a CNC machine, intended for industrial training as well as hobby use. Besides being sold as a complete milling machine the 4 and 6-speed heads, together with column and socket unit, were offered as optional-extra on most of the larger Emco lathes including the 7, 8.4, 8.6 and all versions of the V10, V10P and Super 11. The Emco-made FB-2 has also been found badged as an "Ajax" (a name used by a UK-based import company, originally based near Stockport in Cheshire) and also, in a Taiwanese-built form, as a Warco. All varieties of the later stand-alone miller, from first to last, had tables 150 mm wide (with 3 full-length T-slots) but that on the 4-speed model was, at 520 mm long, some 110 mm shorter than the other versions and its longitudinal travel (of 350 mm) 30 mm less. However, at 150 mm, the 4-speed model enjoyed 10 mm more cross feed than the other types. While "newer" can often mean "better", in the case of the table's longitudinal stops the reverse was true. The original fitment was a pair of decently-sized, chrome-plated handles that allowed settings to be made without recourse to a spanner, but these were replaced first by square blocks held by socket-headed screws and then, on the 6-speed model, by even simpler and cheaper-to-make buttons. Although these change saved the company a few pence per unit Emco also (at some point) exchanged the table's original and cheap-looking plastic handwheels for what must have been very much more costly and attractive aluminium items with chrome handles, identical in design to the type originally used on the head's fine-feed control. When the F1 was introduced the aluminium wheels were retained, but the handles reverted to plastic. The feed-screws, which ran through nuts that were slotted and adjustable by twin clamping screws (to reduce backlash) were fitted with clearly engraved and zeroing-micrometer dials of a good size. Although not listed for either the 4-speed geared-head or FP models the FB-2 was offered with the option of an expensive (and so now very rare) 3-speed table-feed motor unit that worked through a safety-overload clutch and gave travel rates of 1.3, 2.5 and 6.7 inches (33/65/170 mm) per minute. All years of production were fitted with a handy metal-ruler scale, engraved with inch or metric markings, on both X and Y axes.
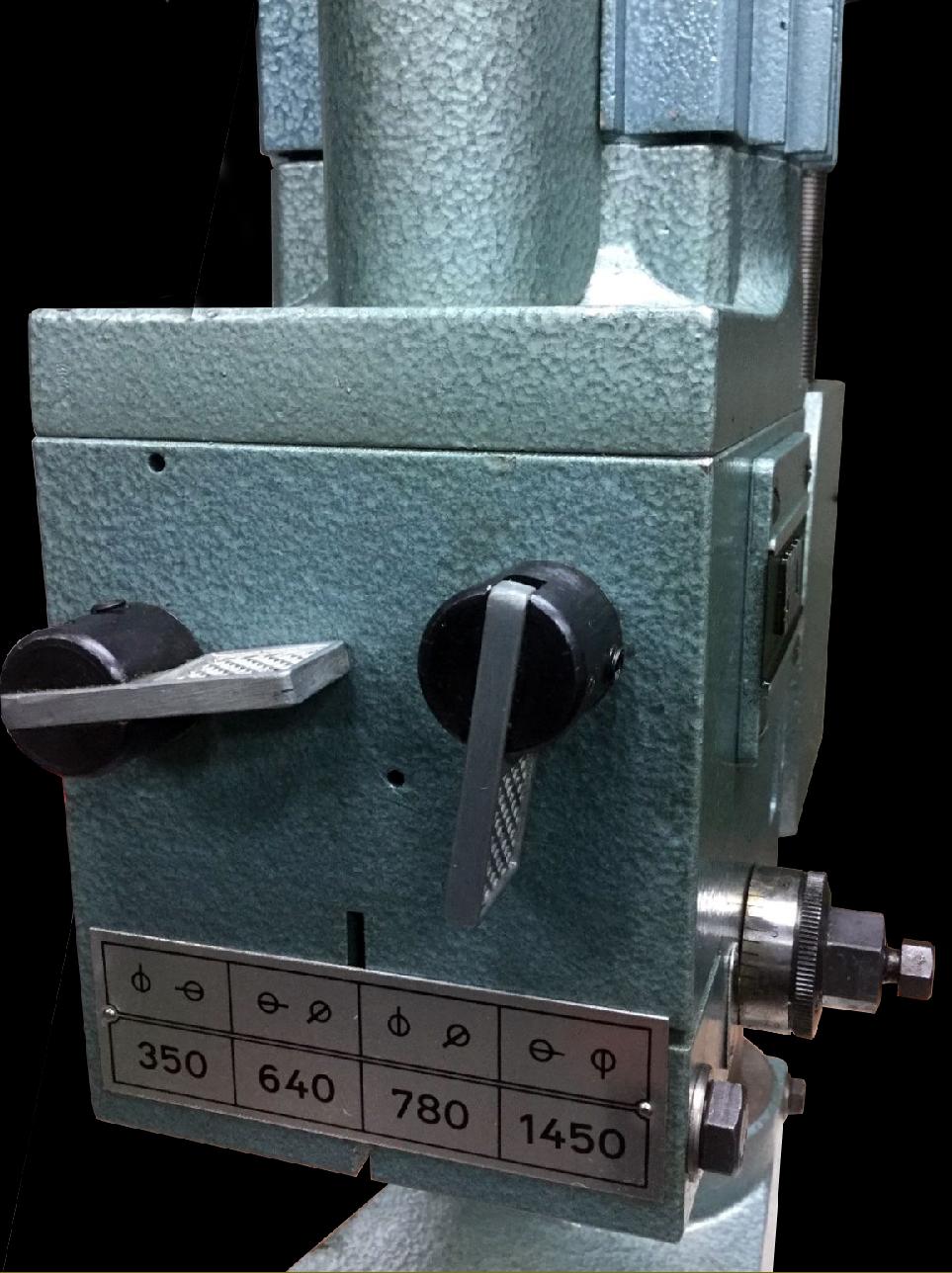
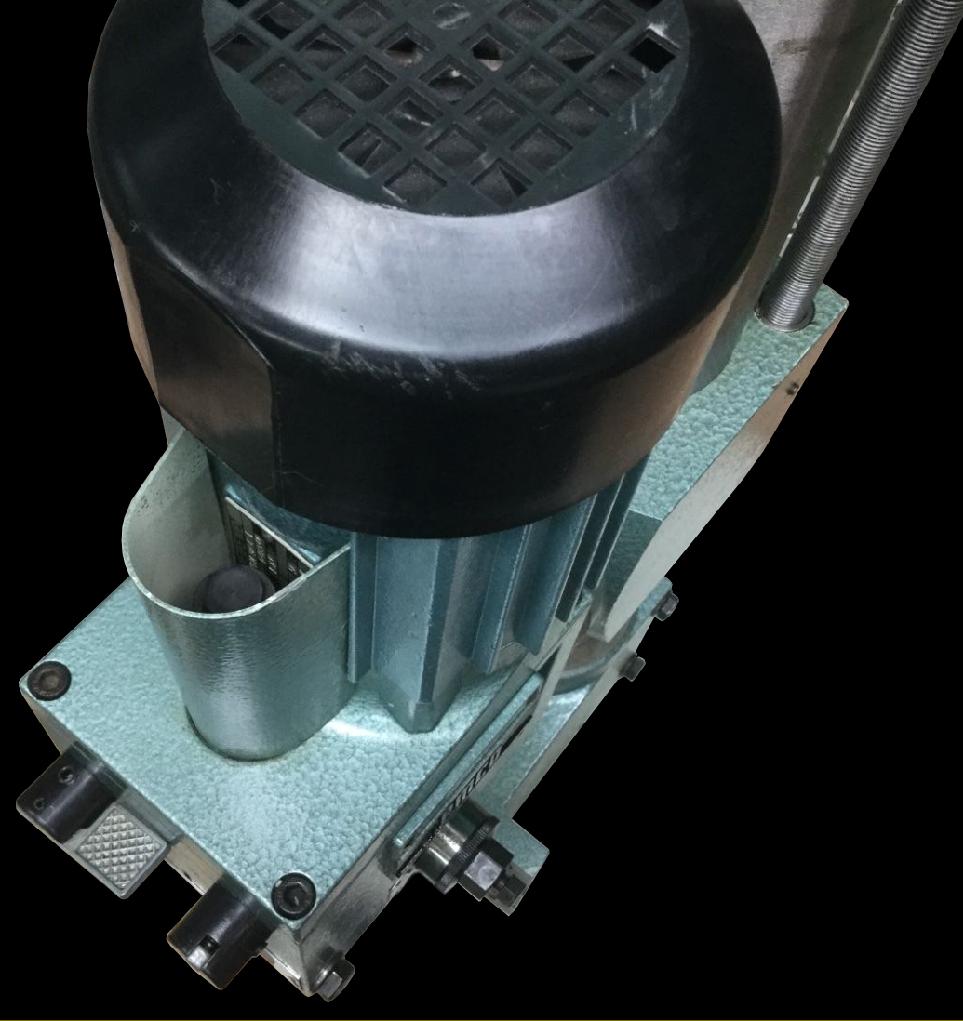
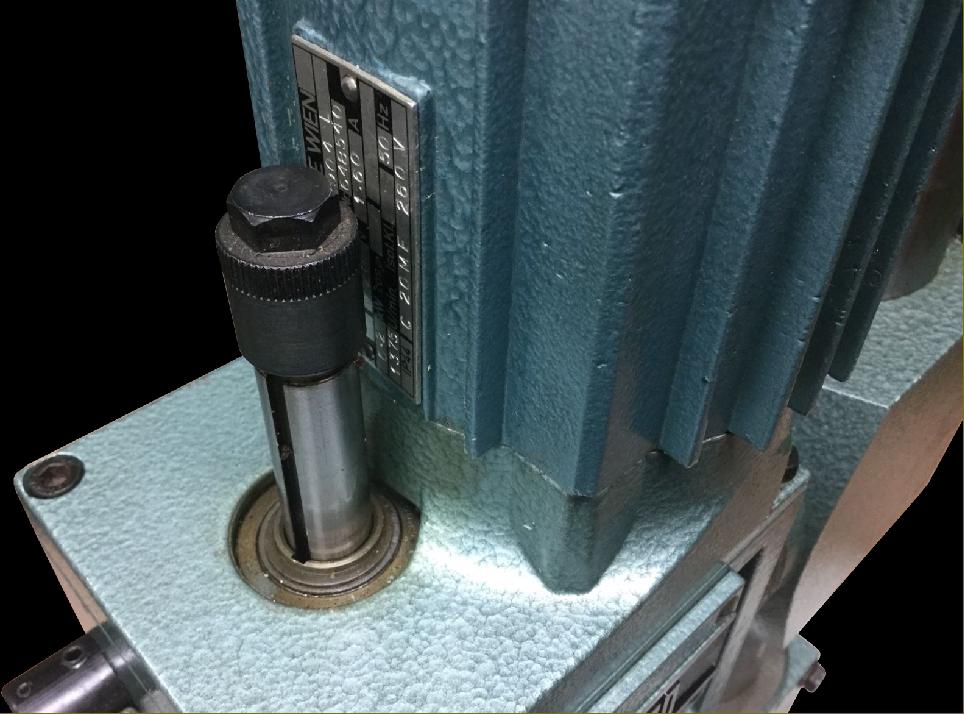
Of particularly neat and compact construction, early heads were produced in two versions: one carried a side plate labelled "Emcomat" and was fitted with a 0.14 h.p. 1-phase motor with the other badged "Maximat" and equipped with a slightly taller and more powerful 0.20 h.p. 1-phase (or 0.35 h.p. 3-phase) motor. All 4-speed heads were lubricated by grease (Emco order 602-005, but which today can be replaced by any good quality, high-temperature lithium-based product) and ran at 350, 640, 780 and 1450 rpm. However, the 6-speed unit was lubricated by an oil-bath and enjoyed a very much more useful range of speeds: 120, 280, 370, 1100 and 2000 rpm speed. The final production model, the belt-drive FP1, attempted to compromise with 350, 600, 1100 and 2300 rpm. Most versatile of all was the F1P when fitted with the optional variable-speed motor; as the machine also retained its 4-step belt drive this gave speed ranges on each pulley setting of: 100 to 500 rpm, 200 to 1000 rpm, 400 to 2000 rpm and 800 to 4000 rpm. A computer-controlled model was also offered, the F1CNC, a type that found favour in many colleges and schools through Europe.
When fitted with a 60 rather than 50-cycle motor spindle speeds were generally some 25% faster. To users of older machine tools the finned-body motors all appear to run very hot - but this was merely a result of their volume-to-power ratio and reflected the use of efficient modern insulation materials. Even so, these units do not enjoy a reputation for long-term reliability and replacements are both difficult and expensive to obtain.
Continued below:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
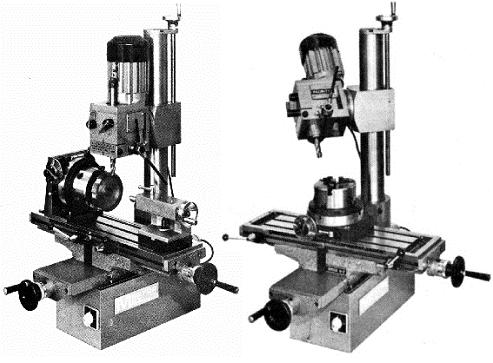
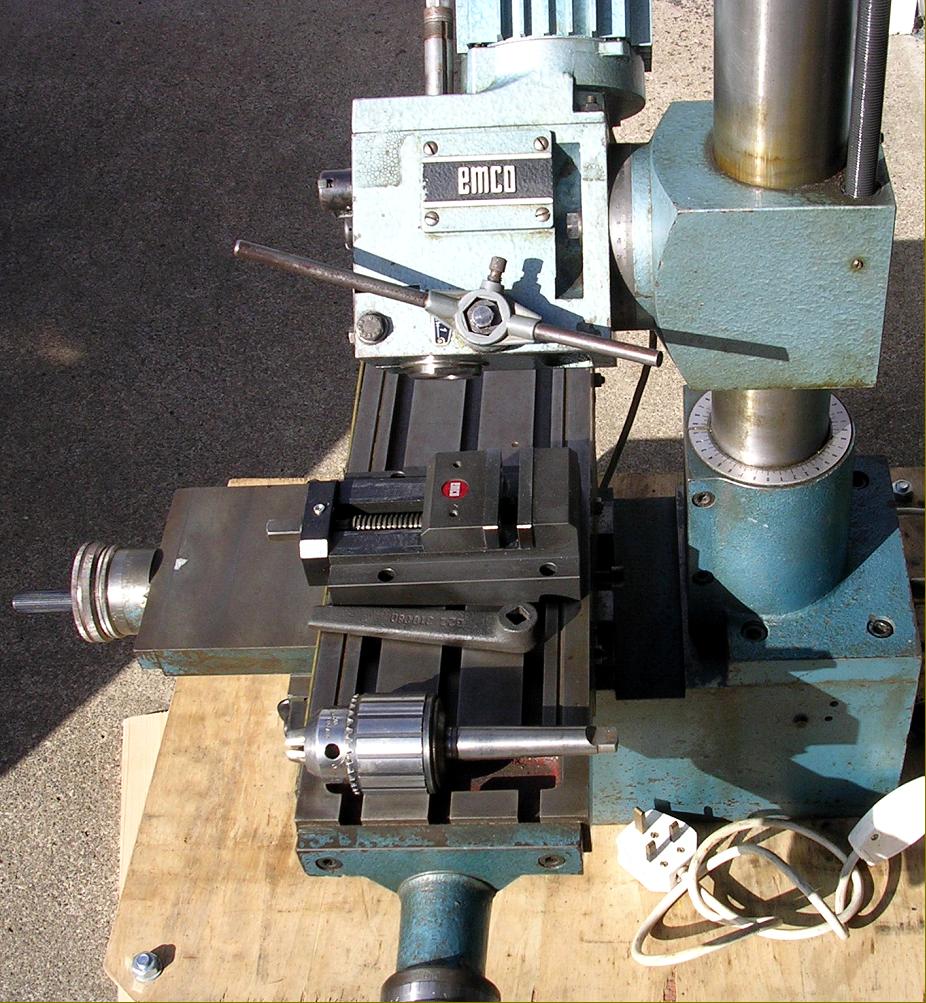
The original Emco self-contained, geared-head 4-speed milling machines
Continued:
While the 4-speed head used paddle-type speed-change levers located by tiny, fiddly-to-engage pins (as also found on Emco lathes of the time) the 6-speed version had much larger, more easily-gripped plastic handles fitted with spring-loaded indexing. The belt-drive models were, of course, a lot slower to change speed: the belt-guard plate on the side of the head first had to be removed, the motor unclamped and swivelled to slacken the belt, the belt shifted to its new position and tensioned, the motor clamp retightened and finally the guard-plate replaced.
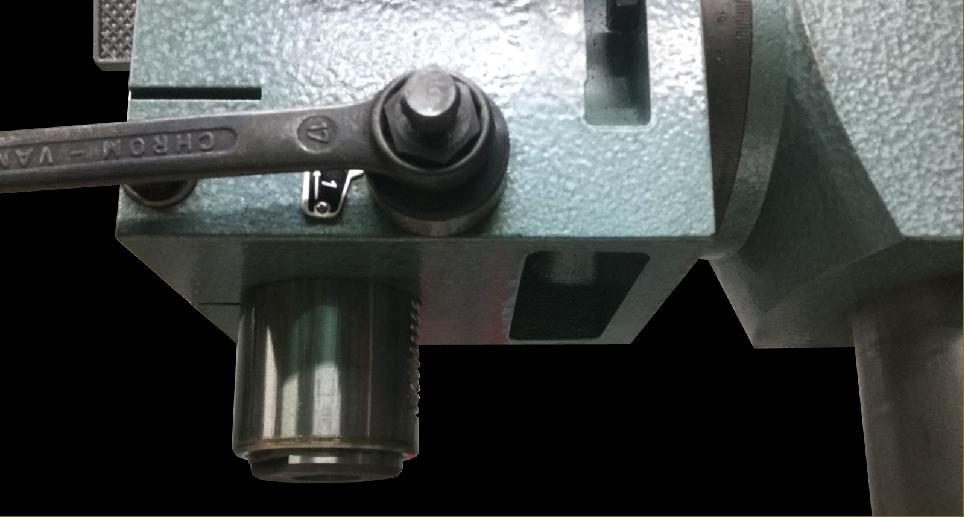
All models had a head that swivelled through 360-degrees (with a vernier scale for precise setting), a No. 2 Morse taper socket and a quill under the control of a quick-action, spring-return lever working through a rack-and-pinion drive. The quill (together with the bolt head for the draw bar) protruded though the top surface of the head and, while protected by a flimsy plastic cover on the 6-speed models, was left exposed on the 4-speed version. The head had a fine-feed drive, but only at 90-degrees to the table and by winding the whole head up and down the column; hence, with feeds along the axis of the quill limited to rapid-action the machine's capacity to handle very sensitive angled jobs was restricted to setting them up in an angled vice, or similar. Although resetting the head's vertical position on the column took much twirling of the control handle it was (unlike the competing Taiwanese mill/drills) guided by a gib block and so stayed in perfect aligned throughout its travel. If the head needed to be rotated around the vertical axis of the column the latter could be unclamped from its housing by two socket-headed screws and, guided by a ring of degree markings, swung to whatever position was desired. While quill travel on the geared-head models was 40 mm, on the belt-drive types this was increased to 50 mm. The 4-speed head had a throat of 145 mm, the necessarily deeper 6-speed FB2 version had 163 mm of clearance and the belt-drive units - which required an even greater spacing between their pulleys - 195 mm. Although the latter figure gave the belt heads a capacity advantage over the geared type (and was a useful feature in so compact a machine) the extra leverage it imposed between cutter and column meant that rates of metal removal could not be as heavy. Both the spindle and "head-to-column" were locked by simple clamp bolts fitted, on the 4-speed model, with ordinary nuts but on other versions by a type of propriety lever that could be indexed round to the most convenient operating position.
Always an expensive proposition, in 1992 the FB-2 was listed at over £2500 and by the time a stand and chip tray, table-motor unit, vice and collet-chuck were added this rose to over £4200, a figure then well beyond the pocket of all but the wealthiest amateur and one that explains the attractions of the cruder, less versatile but tough Mill-Drill machines from the far-east that sold for between £650 and £1200. Almost exact copies of the FB-2 were also made in Taiwan and marketed under various brand names e.g. Poseidon in the U.S.A. and Warco in the U.K. These copies, very much less expensive than the Austrian-built machines, still appear to have been a soundly engineered proposition and the few examples encountered by the writer all worked quietly and with commendable precision..
|
|
|
|