|
Home Machine Tool Archive Machine-tools Sale & Wanted Omnispeed, Omnitool & Omniturn Lathes Handbooks and Parts Lists |
|
From the 1940s to the late 1970s the Elliott Machine Tool Group made and marketed a number of different lathes - including late, angular-styled models badged Omnispeed, Omnitool and Omniturn, these lathes also being Branded as by Butler, then a company owned by the Elliott Group. Of the earlier models, the most popular seem to have been the 7", 7.5" and 8" centre height Major, 8.5" Senior, 9" Prefect and the 11" Crusader, all produced by an Elliott manufacturing subsidiary, the "Cardiff Lathe and Tool Works" with a factory in Taffs Well, a village six miles north west of Cardiff city centre. Constructed during WW2 as the "Patons Works" for the manufacture of ammunition, the building still stood in 2010 painted white but with the original green beginning to re-emerge. The chief designer during the 1950s was Charlie Robinson who, like many of his kind, had been trained at Herbert, in Birmingham. Until about 1954, the beds were unhardened, but after that the factory was equipped with flame-hardening equipment, though the process caused much trouble and proved a difficult process to master. Beds were hand scraped until the early 1960s when, at last, a full-length grinder was installed. |
|
|
||
|
The Prefect and Crusader looked identical Continued: |
|
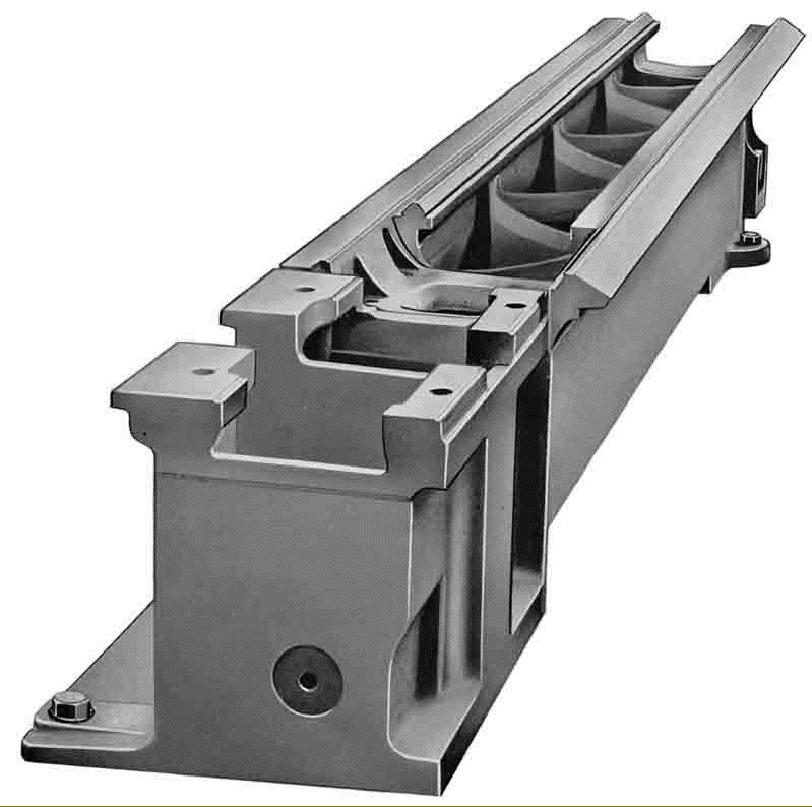
Wide and deep. The two longer versions of both the Major and the three larger Cardiff lathes could be ordered with a gap bed whilst the 30-inch capacity versions of all models had what the makers called a "Chip Flow" design - with that section of the bed normally occupied by the detachable gap bridge replaced by a straight piece with the centre section opened up to allow swarf to fall through more easily. The bed was enormously wide, one-and-a-half-times the centre height, a figure better than many toolroom lathes whose bed widths only equalled or slightly exceeded it. |

|
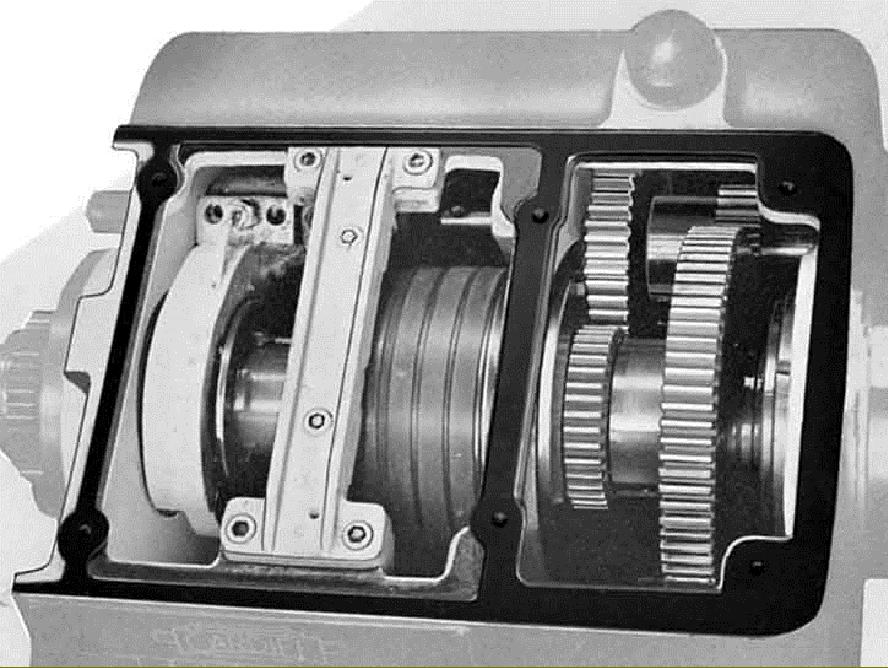
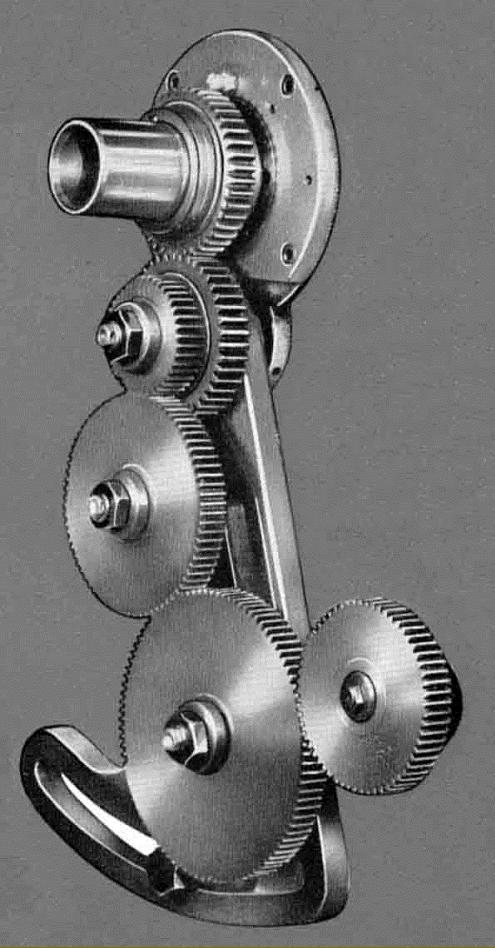
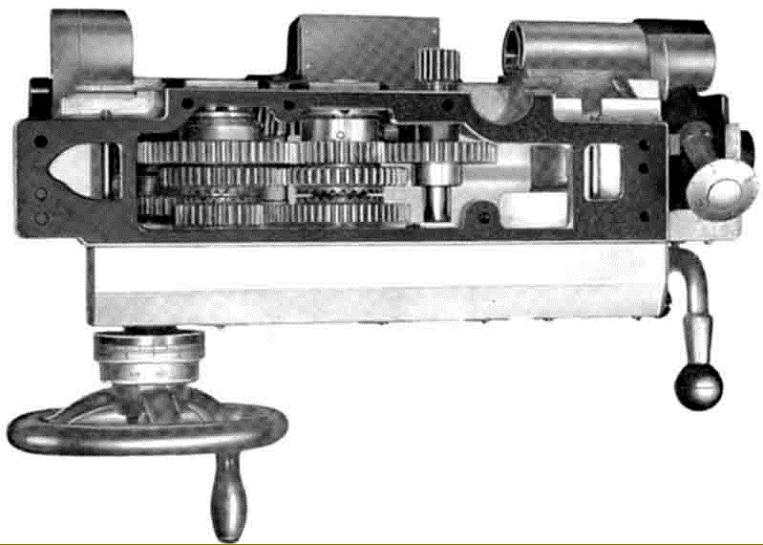
The drive system was interesting and reflected a practice normally reserved for toolroom and better-quality lathes where, in order to prevent the transmission of vibration-induced "gear-tooth" marks to the turned surface, the main transmission gearbox was mounted in the cabinet base next to its (3 hp) electric motor. The 9-speed gearbox was a very heavy-duty affair, oil-pump lubricated and containing forged-alloy, hardened and ground gears; the speeds were changed by two concentrically-mounted levers on the front face of the stand. |
||
|
Drive to the headstock on the 7.5 and 8-inch models was by triple V belts that wrapped around the headstock pulley between its bearings and whose tension could be set by altering the setting of a (patented) eccentrically-mounted output pulley on the gearbox. The headstock itself contained a conventional backgear assembly, clustered immediately behind the front bearing, so producing a total of eighteen spindle speeds from 27 to 757 rpm or, fitted with the optional high-speed pulley set, 35 to 1000 RPM. An America L0 taper or, alternatively, the maker's thrust-plate arrangement, was fitted to the hardened and ground, 5 Morse taper spindle which was bored 117/32" (39 mm) and ran on twin opposed precision taper rollers at the front and a parallel roller race at the rear. |
||
|
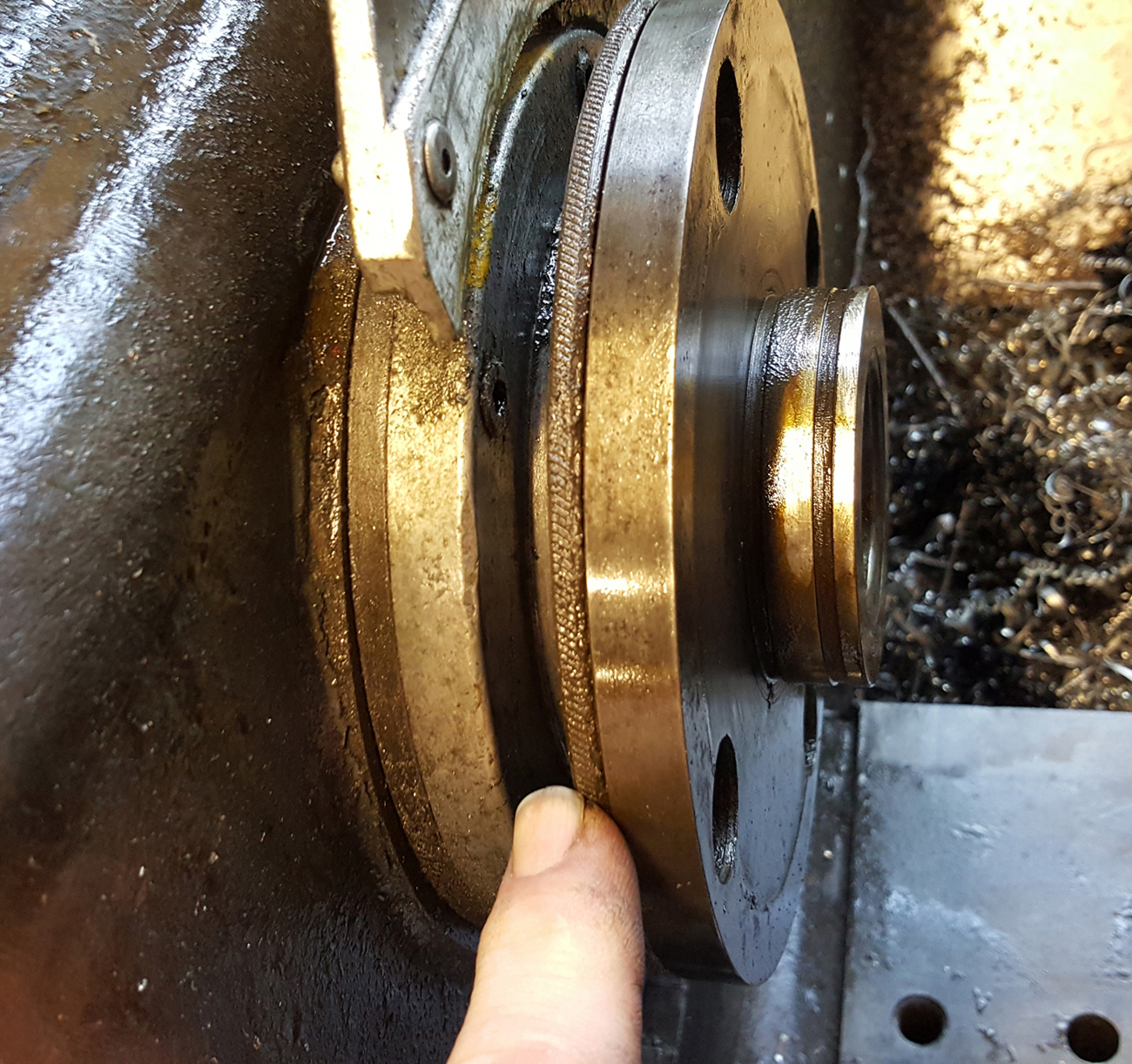
At first - on what appears to have been the just the 7-inch and 7.5-inch models - the spindle-end fitting was of a most unusual quick-release type with the spindle ending in a flange but with a narrow, knurled-edged "thrust plate" fitted immediacy behind it. The flange and plate were each drilled with four holes into which fitted threaded studs on chucks and faceplates; to remove a spindle fitting, the nuts were slackened and the thrust plate rotated slightly to line up the holes - whereupon the fitting could be slid off. |
||


|
The pressure-lubricated screwcutting and feeds gearbox could generate either 45 English or 20 metric threads at the flick of a lever with additional gears of 30T, 66T and 21T supplied as part of the regular equipment to extend the threading range to pitches below the 23/4 to 80 t.p.i and 0.1875 to 5 mm range offered as standard. Ranges of Diametral and metric module pitches were also available and listed on the comprehensive chart above the gearbox. |
||
|
Changewheel bracket with nuts on the front of the gear studs allowing quick changes of ratio when special threads had to be cut. |
||
|
Hardened and ground, the gears in the oil-immersed apron were controlled by well-thought out, patented snap-action controls with levers, mounted on a shaft travelling the length of the bed, provided by both the headstock and on the apron, to control the electrical stop, start, forward and reverse of the headstock spindle. A dial thread indicator was built in to the right hand side of the saddle and the extra-large top-slide micrometer dial would have been appreciated by a busy operator. |
||
|
|
||
|
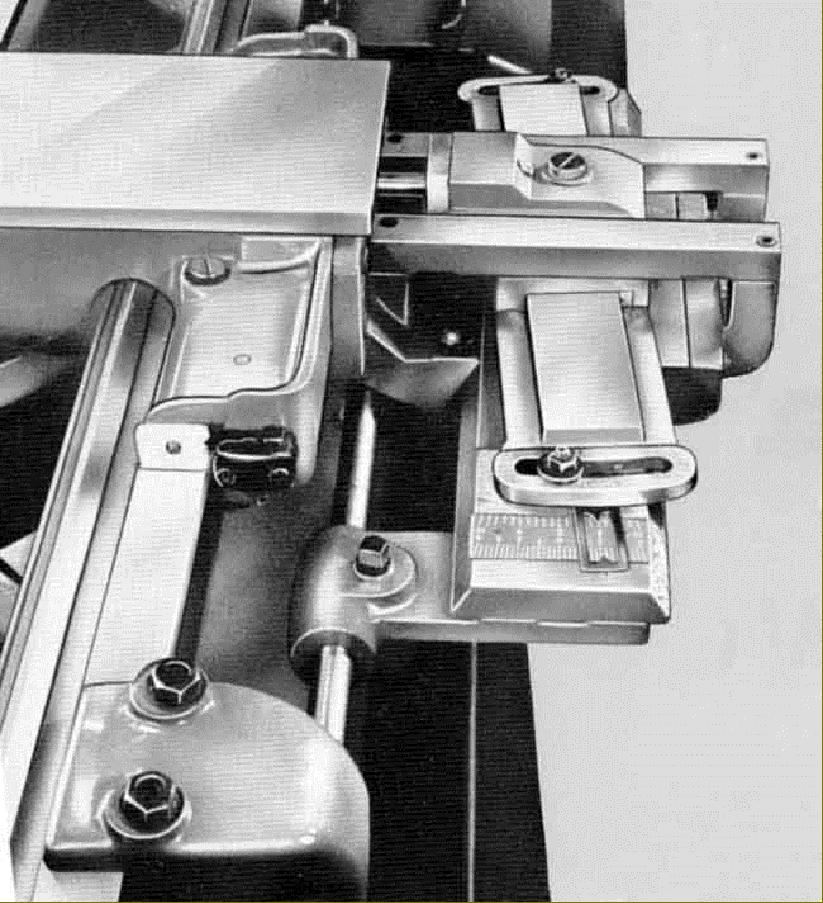
The taper-turning unit was especially well thought out with the unit brought into operation by tightening just the two bolts holding the anchor bracket to the bed and once in use it was still possible to operate the cross slide normally. The scale was marked both in degrees and inches of taper per foot. |
||

|
A poorly designed fixed steady with very limited capacity. Travelling steady |
||
|
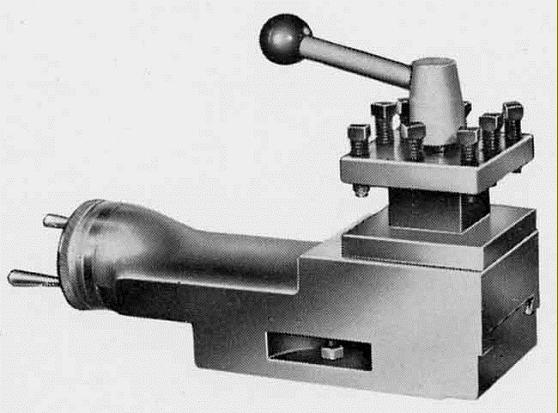
A 4-way toolpost was standard, but the slide to which it was fitted was not T-slotted making changes difficult than they should have been; however, an alternative toolpost, below, included a T-slotted casting. |
||

|
|
||
|
Handbooks and Parts Lists Omnispeed, Omnitool & Omniturn Lathes Home Machine Tool Archive Machine-tools Sale & Wanted |