|
Home Machine Tool Archive Machine-tools for Sale & Wanted Co-ordinate Drilling & Milling Machine Mk.3 Downham Excel No. 1 Borer & Machine Dimensions Excel Die Miller An Instruction Manual is available for this Jig Borer |
||
|
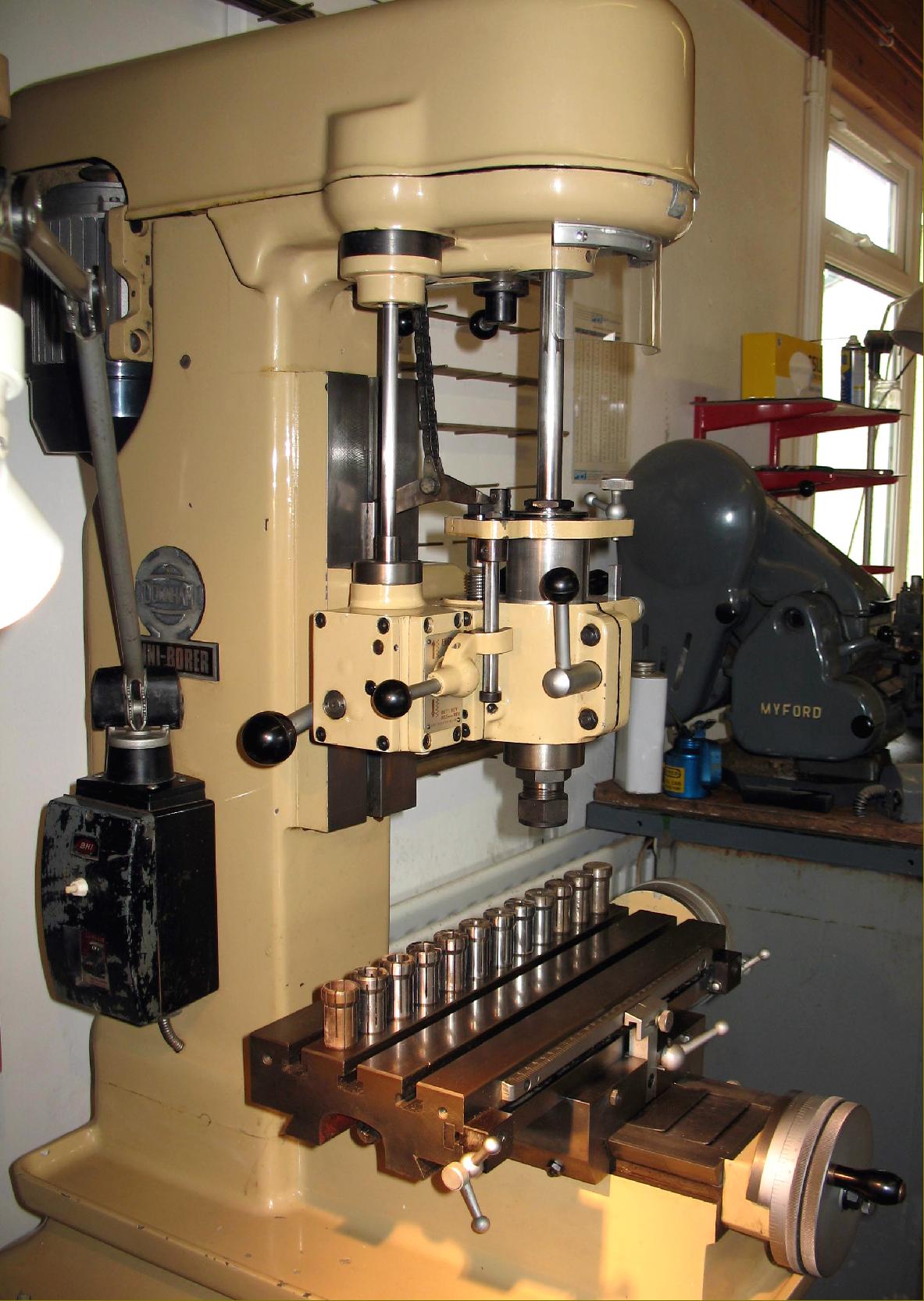
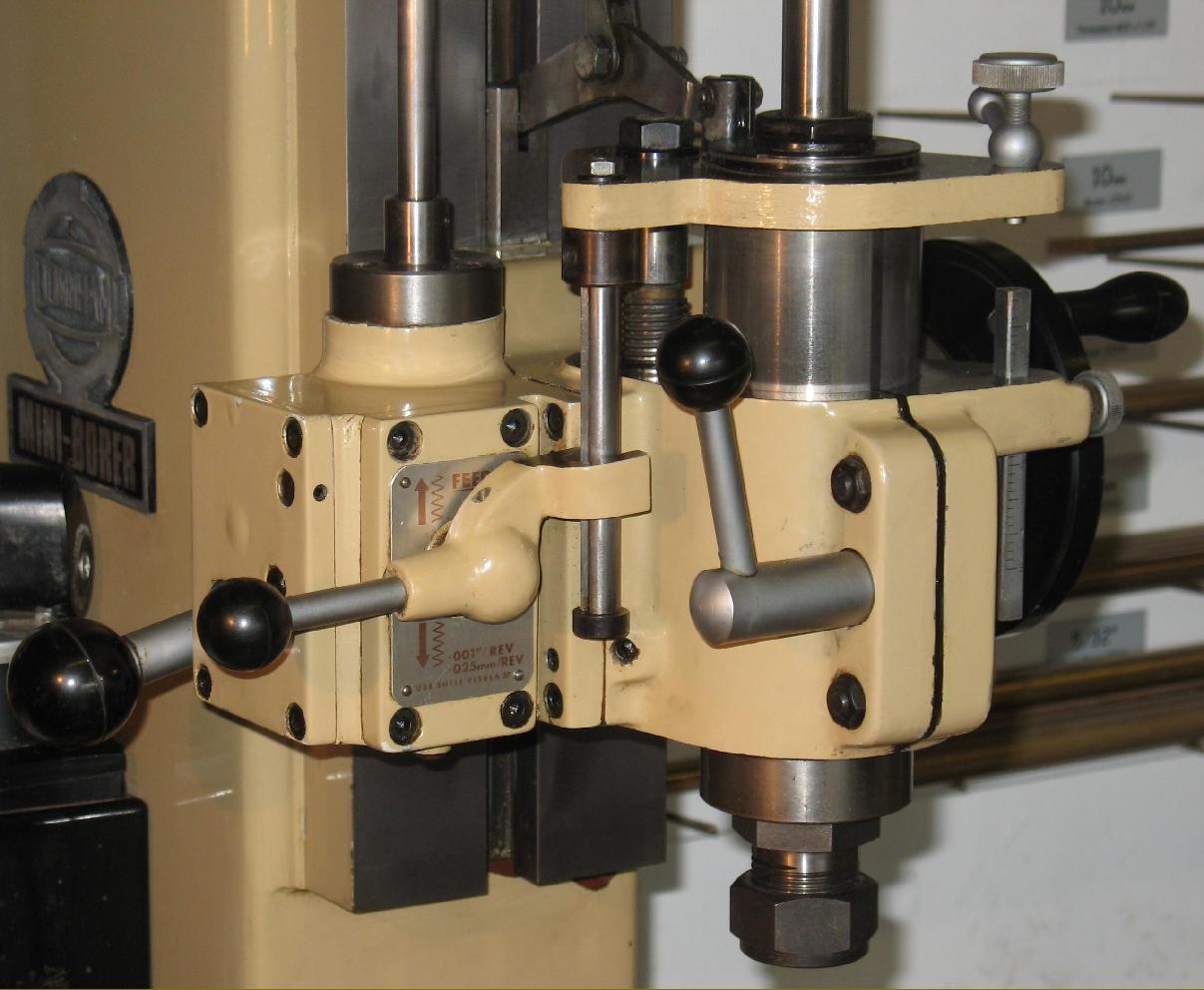
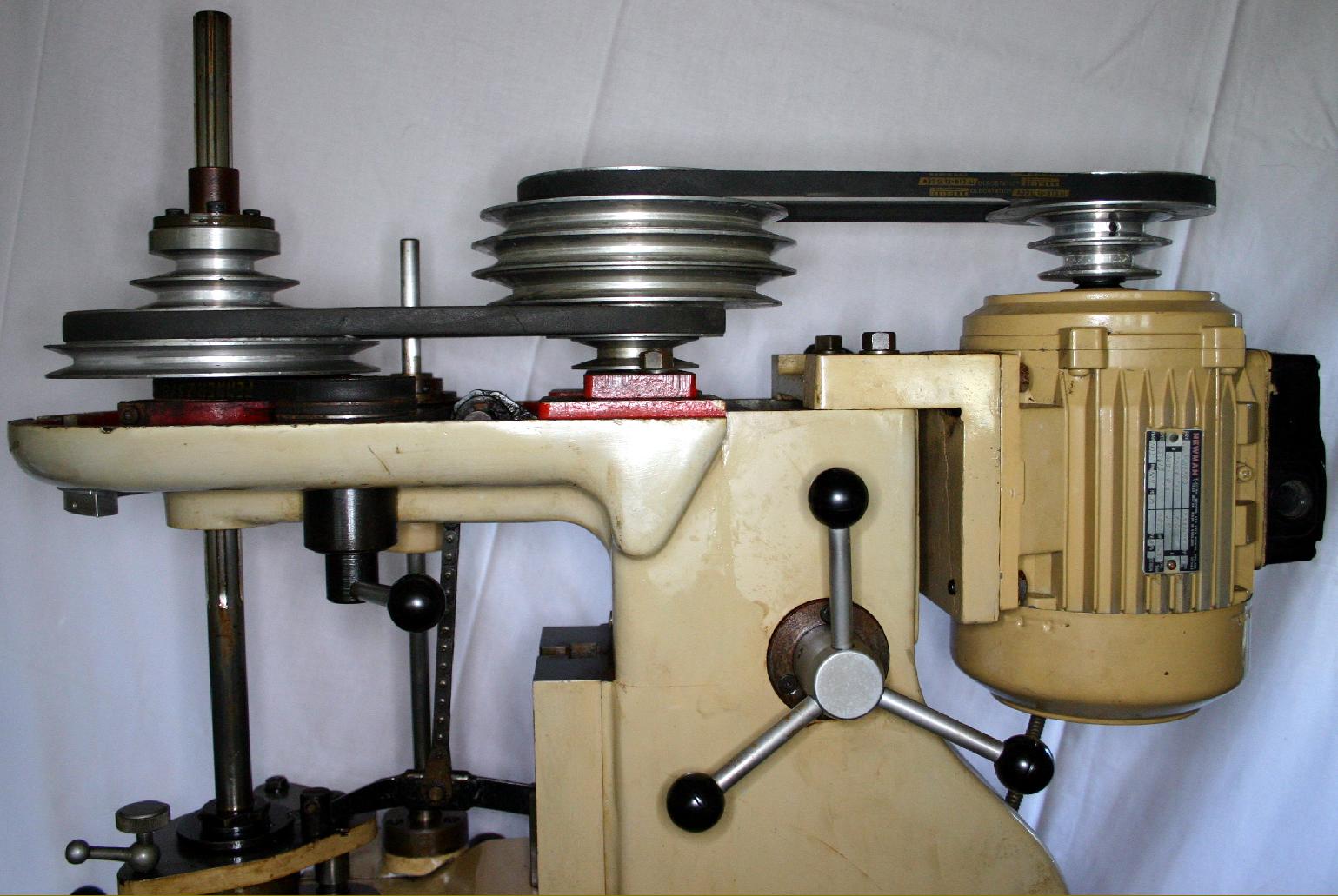
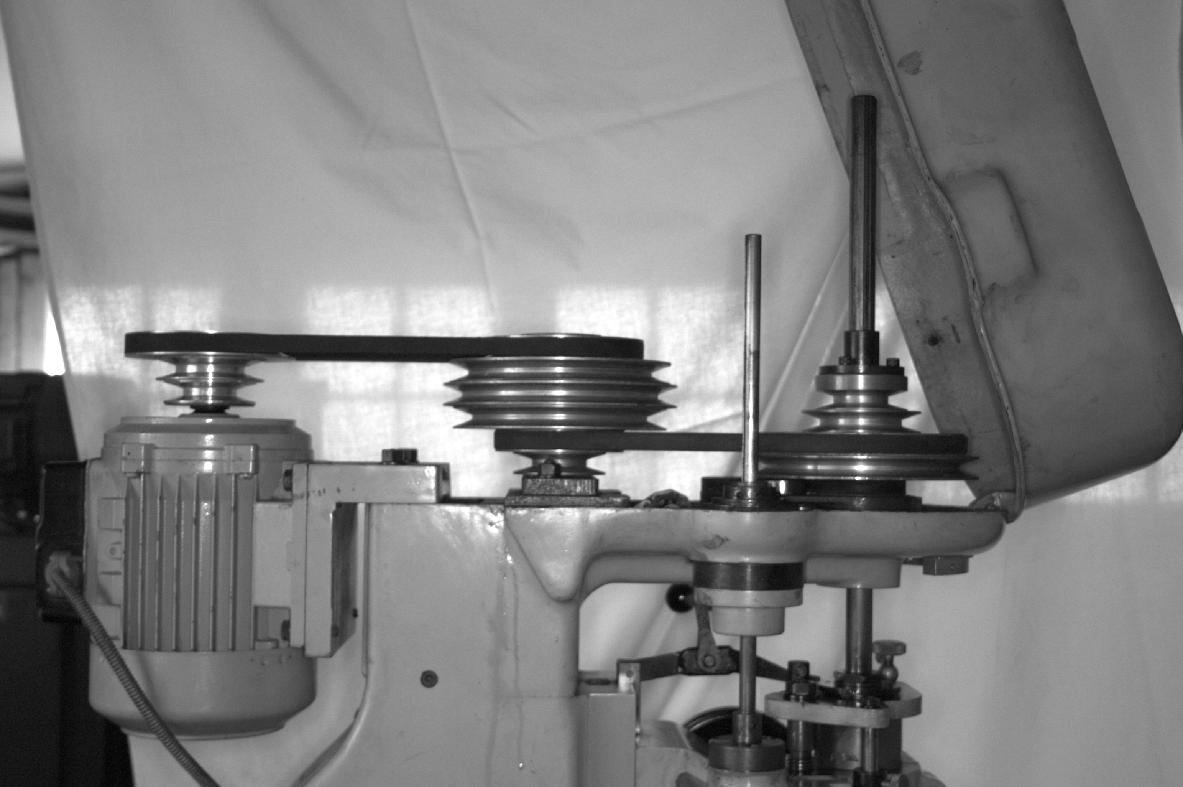
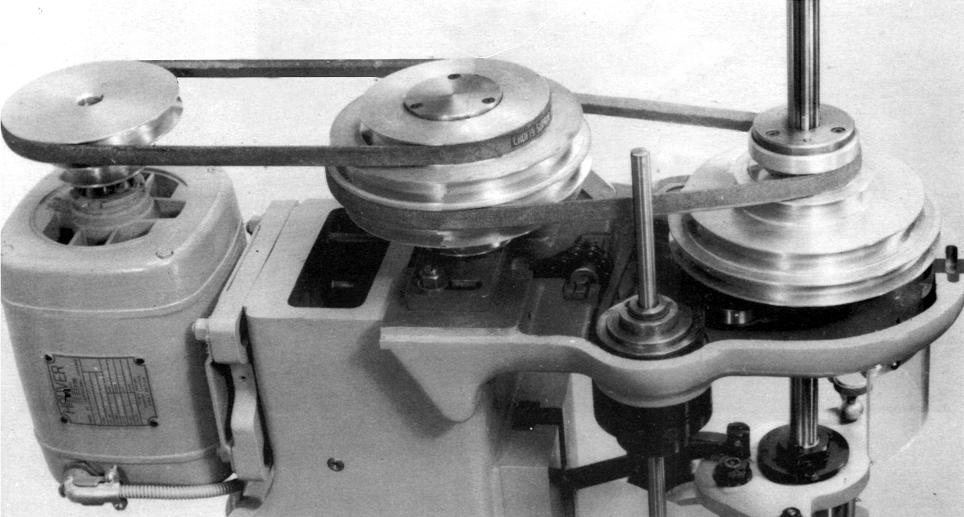
Based on the American Linley 1A, and starting life in Britain during the mid 1940s as the Excel No. 1 Jig Borer (as part of the B.Elliott Group), the Mini Jig Borer was developed by Downham Engineering and (in its later improved forms) badge engineered with "Downham", "Elliott" and "Gate" name plates. Described by the makers as a "Co-ordinate boring, Drilling and Milling Machine" three versions of the Downham were to be built, all identical as far as major components were concerned and with only relatively minor changes between them: the Mk. 2 was fitted with a different design of collet fitting in the spindle nose that involved the use of a needle-roller thrust bearing and washer; flat faces to all the feed-screw handwheels; a tall cover over the top of the quill as it emerged from the head and - on some examples models and all the Mk.3s - telescopic guards over the sliding elements of the head and power down-feed shaft. The Mk. 3 was mechanically identical to the Mk. 2 but equipped with a thyristor-controlled, vertically-mounted 1-hp DC motor, driving via a double-stepped pulley to give a low-speed range from 100 to 1000 rpm and a high from 1200 to 4000 rpm. The motor plate was eccentrically mounted to allow it to be moved away to ease belt changes from one pulley to the other. Although the borer was built in versions with both inch and metric calibrations, today the fitting of an inexpensive DRO system allows a user unfamiliar with the type fitted to operate the machine with entire confidence. |
|
A Downham Mk. 3 with the tall, vertical motor mount and the variable-speed control knob mounted just below the front of the belt cover. |
||
|
|
||
|
Continued: |

|
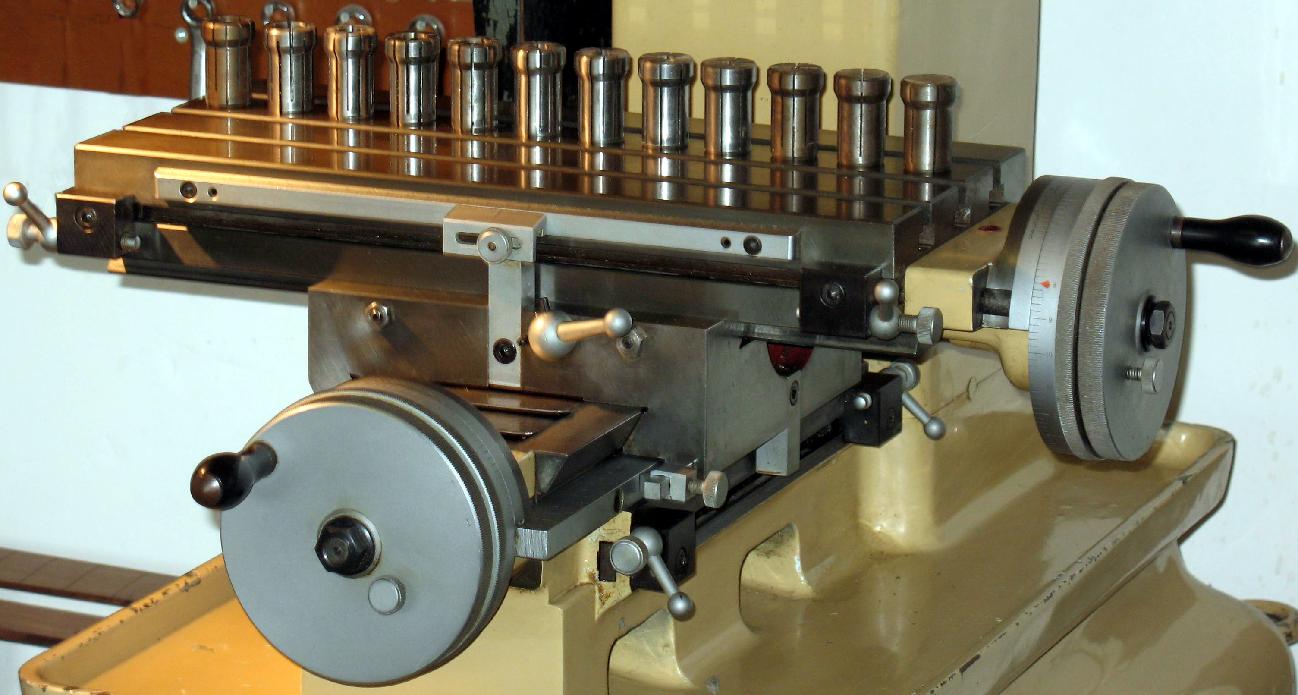
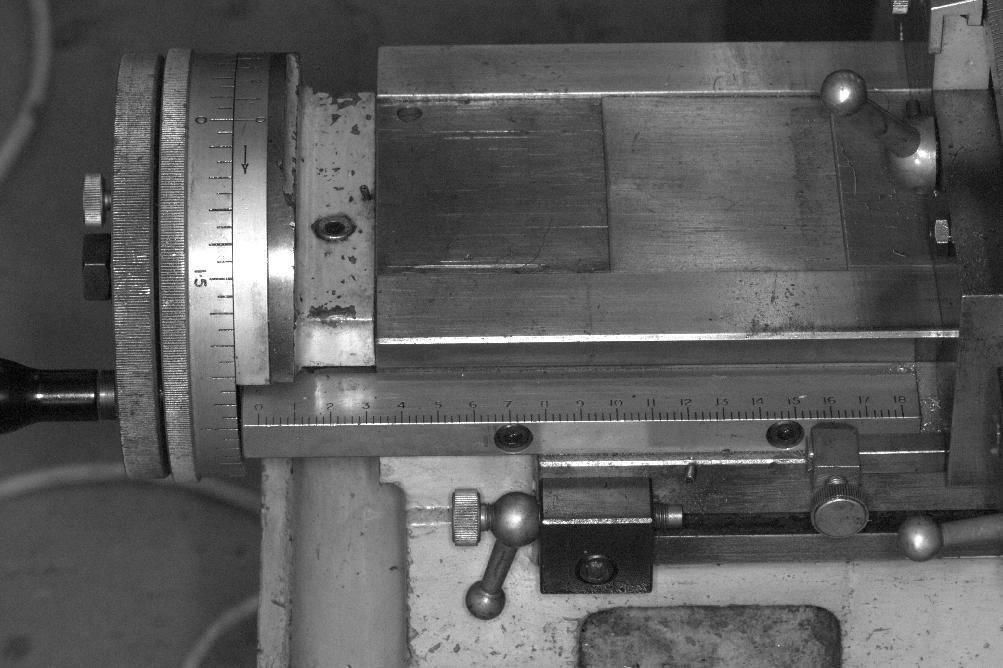
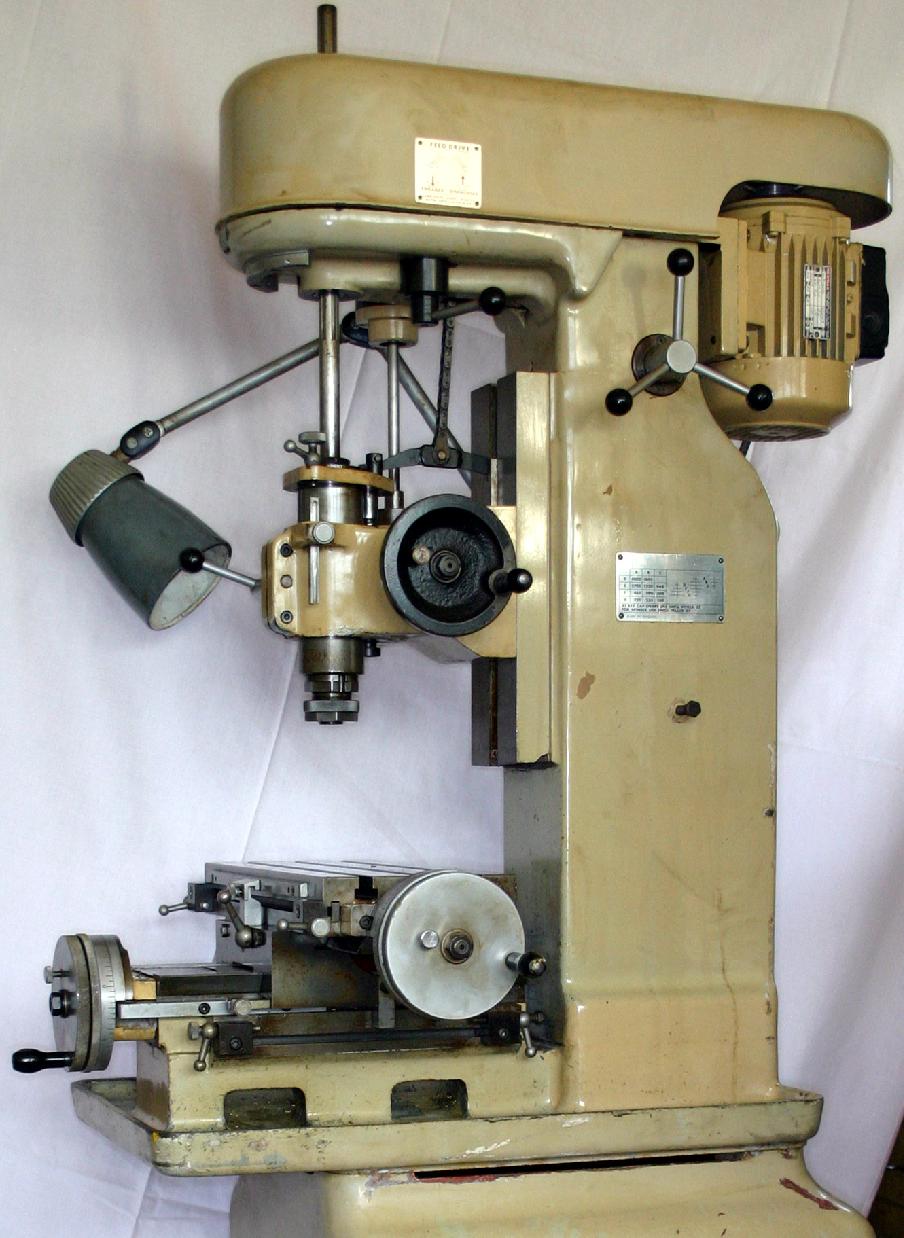
A superb example of a Mk. 11 Downham - but fitted with the superior Mk. 3 table-feed micrometer dials. The collets are Crawford type - CC18 |

|
|
||
|
|
||
|
|
||
|
|
||

|
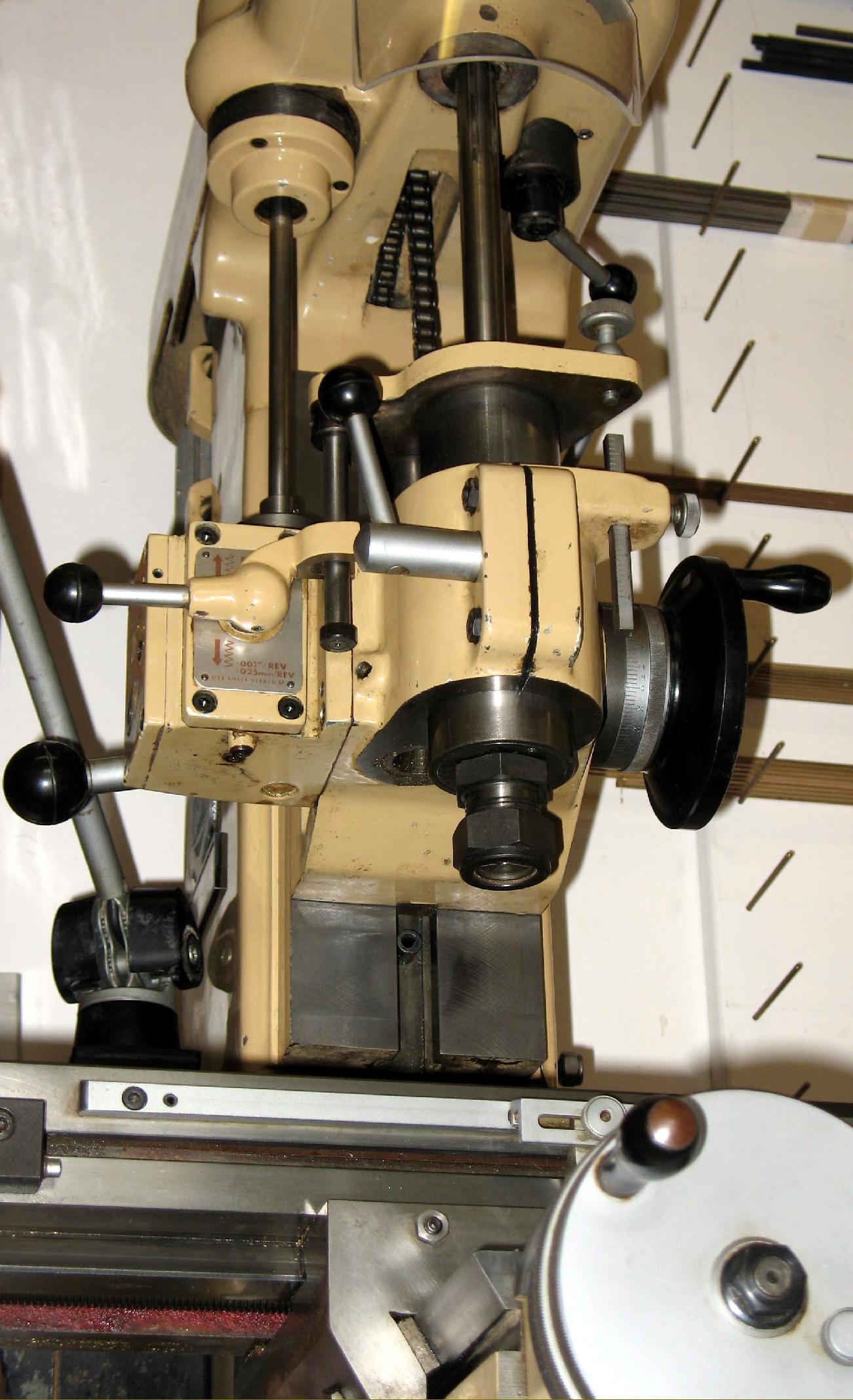
On Mk. 2 and Mk. 3 models a Newhall-Balas "Type C6" was provided as standard. Like the collets for the Mk. 1 these were pushed in on their nose but were tapered for their full length and had to be removed with a special extractor. In the manual for the Mk. 2 a specific instruction was given for including a needle-roller thrust bearing and washer in the collet nosepiece assembly, although this was omitted in the edition published for the Mk. 3. |

|
|

|
|
||
|
|

|
An Instruction Manual is available for the Jig Borer Co-ordinate Drilling & Milling Machine Home Machine Tool Archive Machine-tools for Sale & Wanted |
||