|
Continued:
Heavily cross-ribbed between its walls, the 680 mm (26.8") long bed was a remarkable 130 mm (5") wide, age seasoned and hand-scraped on its ways - these running for a short distance in front of and behind the headstock. The ways were flat on top and V-edged, the carriage running on a front and rear pair, the tailstock sharing the same rear but also having a separate third V-edged way set between the bed's front and back pair. As an indication of the lathe's high quality, the felt wipers fitted to each wing of the saddle were held not in cheap steel pressing but large bronze castings.
Enormously long, the 220 mm (8.7") travel carriage was almost half the length of the bed with the cross slide positioned, for best possible support, exactly on its centre line; thus positioned, the previously-mentioned extension of the bed ways in front and behind the headstock allowed the cutting tool to be brought right up to the spindle nose. An interesting feature at the back of the carriage was what appears to have been a powerful, lever-operated over-centre arrangement to lock the carriage to the bed.
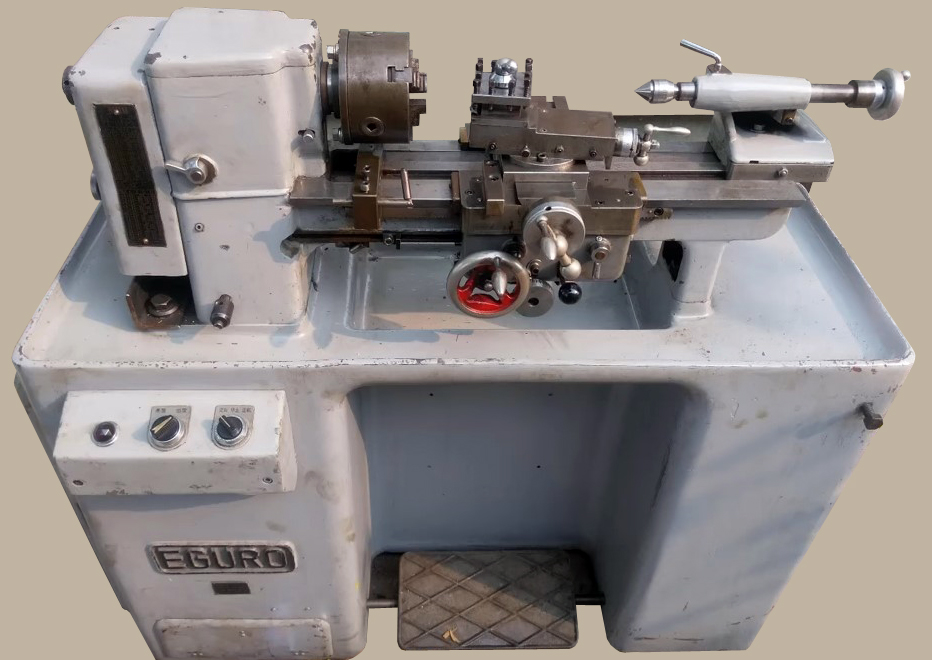
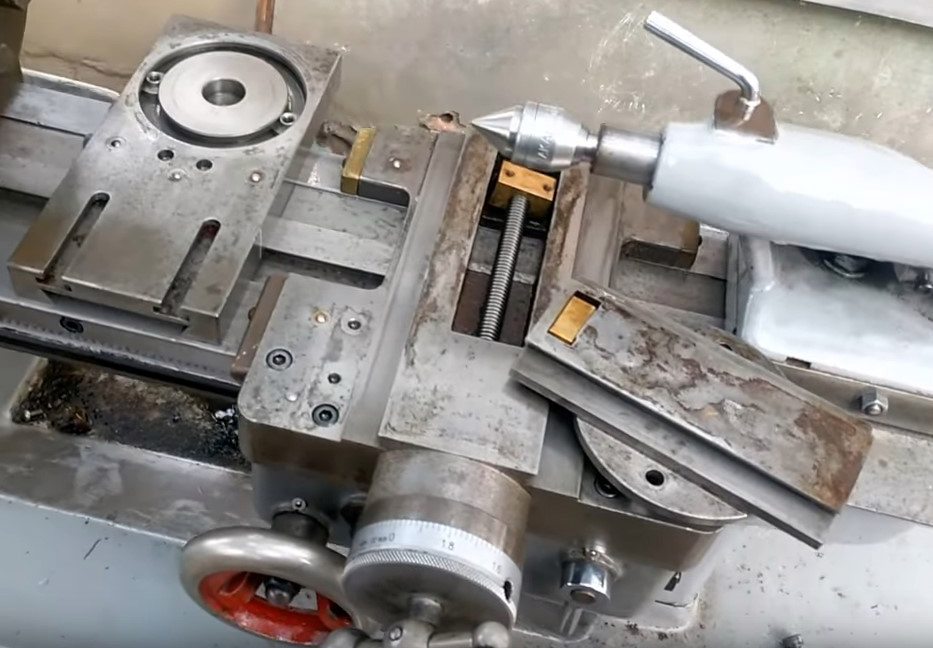
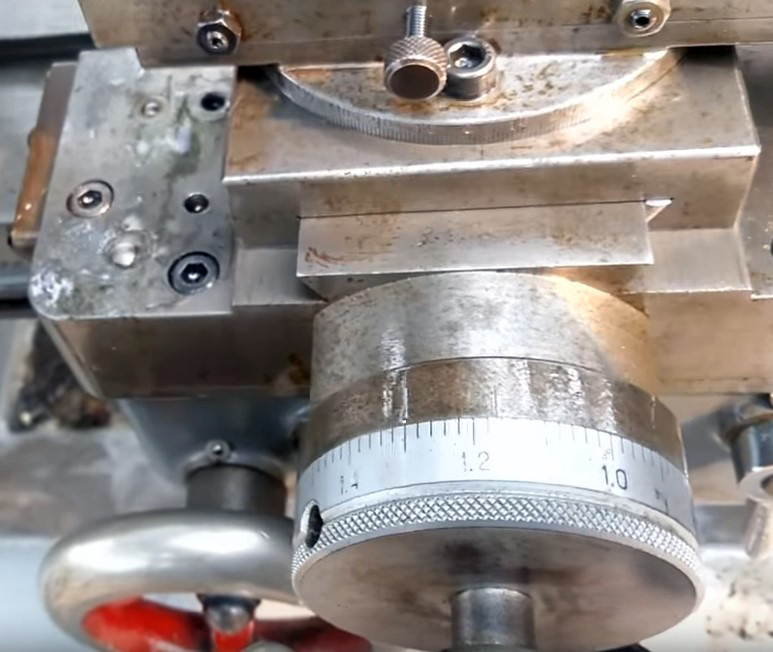
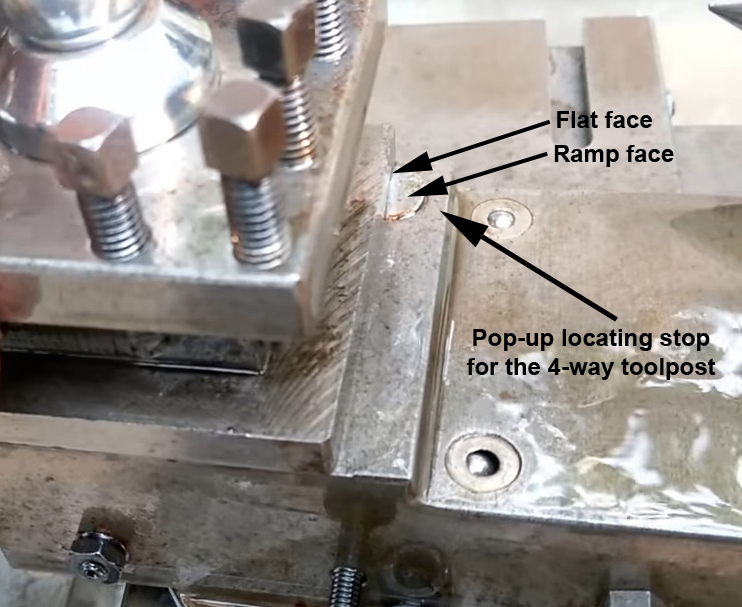
Beautifully constructed, the compound slide rest had wide, hand-scraped ways and large diameter zeroing micrometer dials finished in a non-glare satin-chrome finish. Each slide - and the saddle - was fitted with a number of spring-loaded, ball-type oilers (best attended to with a good-quality, lever-action oil can with a flexible spout pressed against a nipple together with an intervening piece of clean cloth to form a seal). The 80 mm (3") travel cross slide was provided with two short parallel T-slots machined into the rear section of the slide, their spacing being intended to allow a choice of where to mount a parting-off toolpost. Fitted as standard to the 70 mm (2.75") travel top slide with its ability to be rotated through 360°, was a 4-way toolpost, it's correct alignment with the slide being assured by a very clever, probably unique, spring-loaded pop-up catch positioned in the far right-hand corner of the slide's top face. The catch was machined with a sloping top surface and a vertical flat so that, as the toolpost was rotated, it passed over it and was pressed down but, as soon as the rotation was complete, the slide popped up and the toolpost could be turned back so that it registered against the flat. It appears, from the specification sheet, that a simple "clog-heel" type toolpost might also have been provided as well.
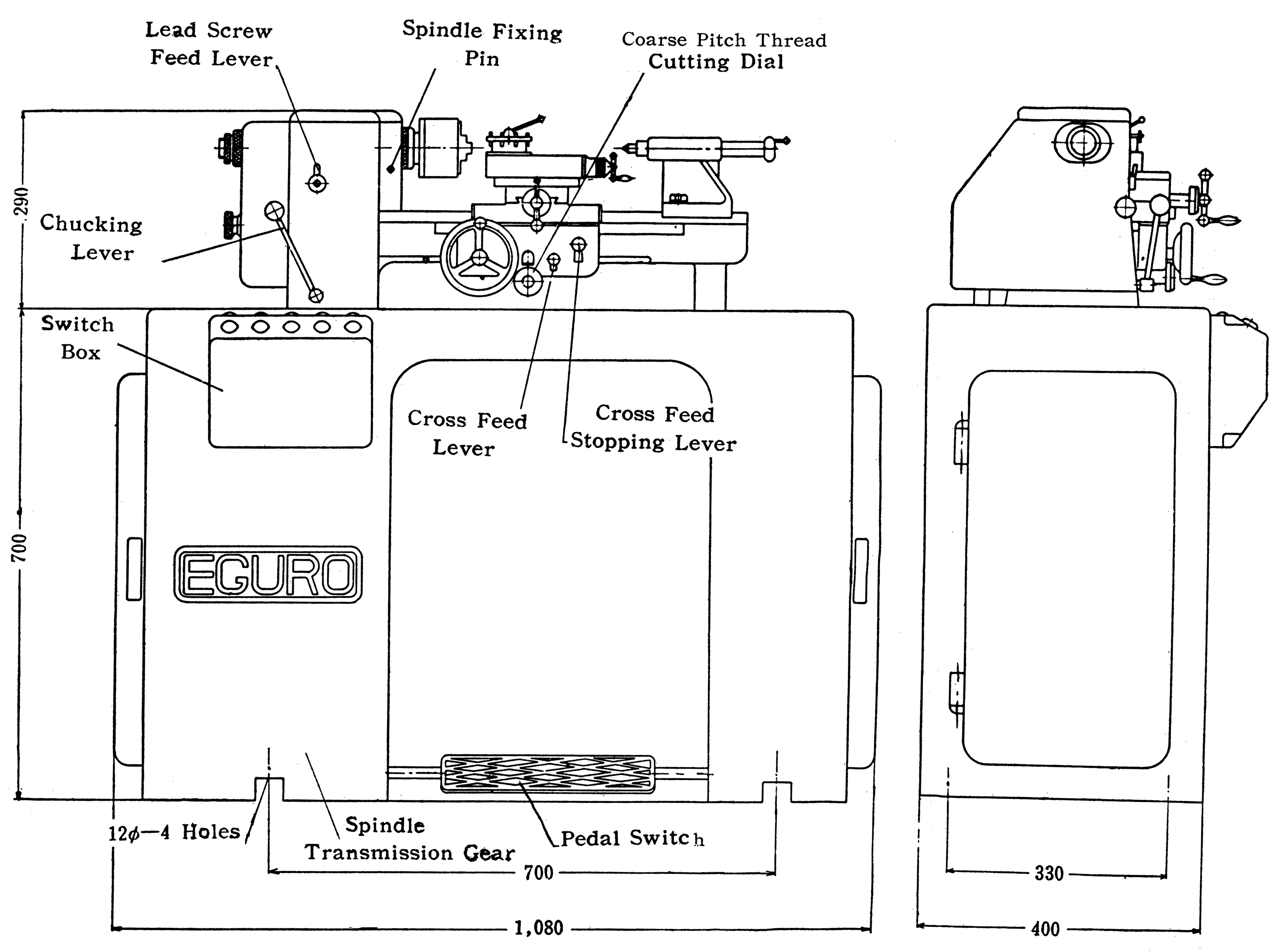
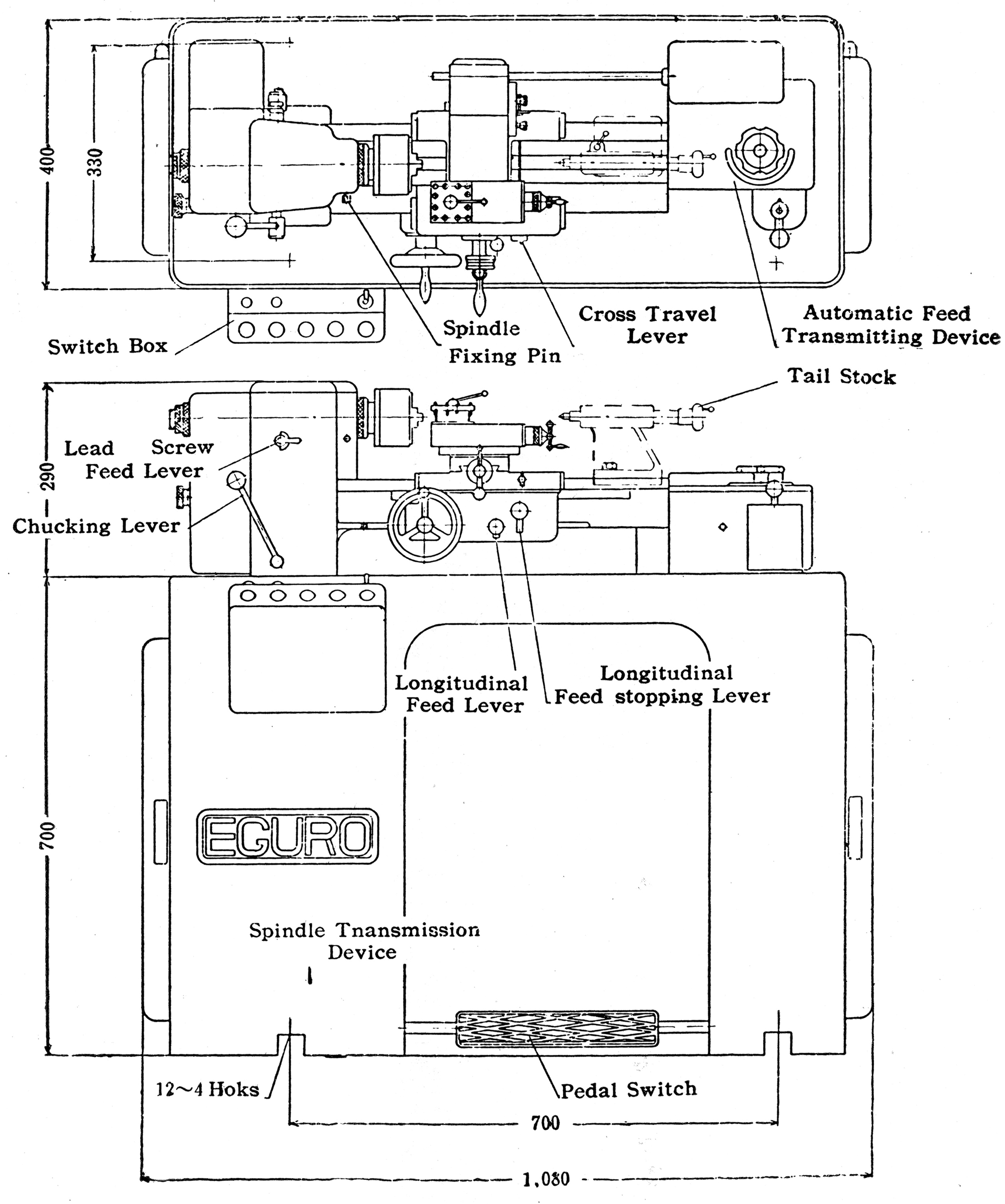
Surprisingly for a small lathe of its type, the EL-2 was fitted with power cross feed, engagement being by pressing down a snap-action lever protruding from the apron and disengagement by a small chrome-plated lever above it and to the right.
Fitted with a No. 1 Morse taper socket, the tailstock could be set over for the turning of slight tapers and, typical of the type found on precision bench lathes with a very long travel spindle but, in addition, and not so common, a zeroing micrometer dial.
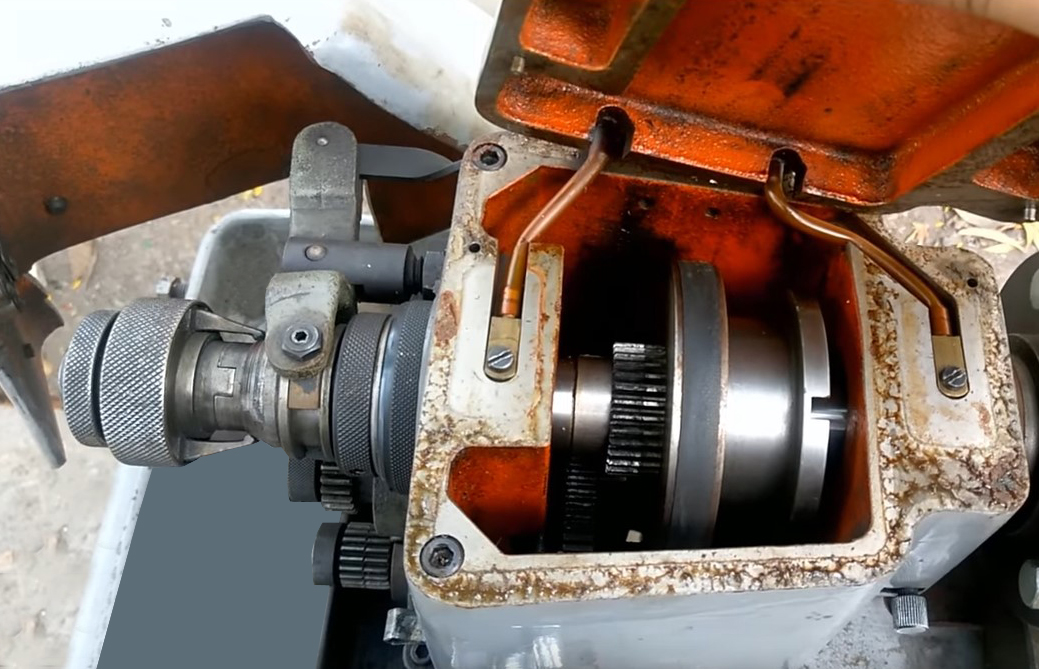
Supplied as standard with each Eguro EL-2 was a headstock spindle sleeve adapter to take a No.1 Morse centre; a 4-way toolpost; a tailstock No. 1 Morse centre; a lever-operated collet chuck and seven collets with bores from 8 to 14 mm; 17 screwcutting changewheels; a catch plate; a box spanner and six ordinary spanners.
Accessories included a rather unusual (possibly unique) carriage stop in the form of a steel block fastened across the bed and drilled with five holes into which could be fitted bars with, on their ends, a hinged section that allowed each to be brought into play as needed; other collets of various bores; a taper-turning attachment; cone and fir-tree collets and 3 and 4-jaw chucks.
1080 mm (42.5") long, 400 mm (15.7" ) wide, the Eguro EL-2 stood 920 mm (36") high and weighed 400 kg.
Eguro EL-3
Heavily based on the EL-2, the screwcutting Eguro EL3 was the same dimensionally save for a between-centres capacity of just 200 mm (7.9") with other differences including a cross slide travel reduced to 60 mm (2.4") and spindle speeds of 400, 500, 700, 900. 1100. 1500 and 2600 r.p.m. from a single-speed motor (though no doubt the 2-speed one from the EL-2 could have specified as well).
The main difference between the two models was the fitting, on the EL-3, of a 0.1 kW motor to give an independent power feed - in combination with a set of eight changewheels - to the carriage, the rates being, on a 60 Hertz supply, 30, 40, 60, 80 mm per minute in low range and 37.5, 50, 75 and 100 in high. Although the motors were not variable speed, and settings had to be done manually, one at a time, as on the similarly equipped Hardinge HLV and HLV-H (which did have variable speed drive to both locations), this meant that the headstock spindle speed and tool-advance rates could be individually controlled and, while the initial setting might have been at text-book-approved rate, it was possible, by experimentation, to change their relationship until a perfect setting was achieved. Fitting this power-driven carriage meant that the power cross feed used on the EL-2 could not be used; instead, the engagement controls on the apron were reconfigured to engage and disengage the sliding feed.
Supplied with each Eguro EL-3 was a headstock spindle sleeve adapter to take a No.1 Morse centre; a tailstock No. 1 Morse centre; a lever-operated collet chuck and seven collets; 17 screwcutting changewheels; a catch plate; a box spanner and 6 ordinary spanners.
Accessories included the unique Eguro five-position carriage stop; a collet chuck, various collet sets; a taper-turning attachment and 3 and 4-jaw chucks.
Should the customer have required a slightly smaller, simpler lathe set up for production work, a small range of plain turning machines had been listed during the 1950s, these culminating in the 1960s manufactured Model PH6L-3.
If you have an Eguro Lathe or milling machine of any type - or copies of the maker's sales literature - the writer would be delighted to hear from you.
あらゆるタイプのエグロ旋盤またはフライス盤、またはメーカーの販売資料のコピーをお持ちの場合、作家は喜んであなたから聞いてくれるでしょう。tony@lathes.co.uk .
High-resolution pictures - may take time to open
|
|