 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
E-Mail Tony@lathes.co.uk
Home Machine Tool Archive Machine Tools For Sale & Wanted
Machine Tool Manuals Catalogues Belts Books Accessories
Diamond Milling Machines - USA
Diamond Millers Page 2
If you have a Diamond machine tool of any type - or any of the
manufacturer's publicity literature - the author would be pleased to hear from you
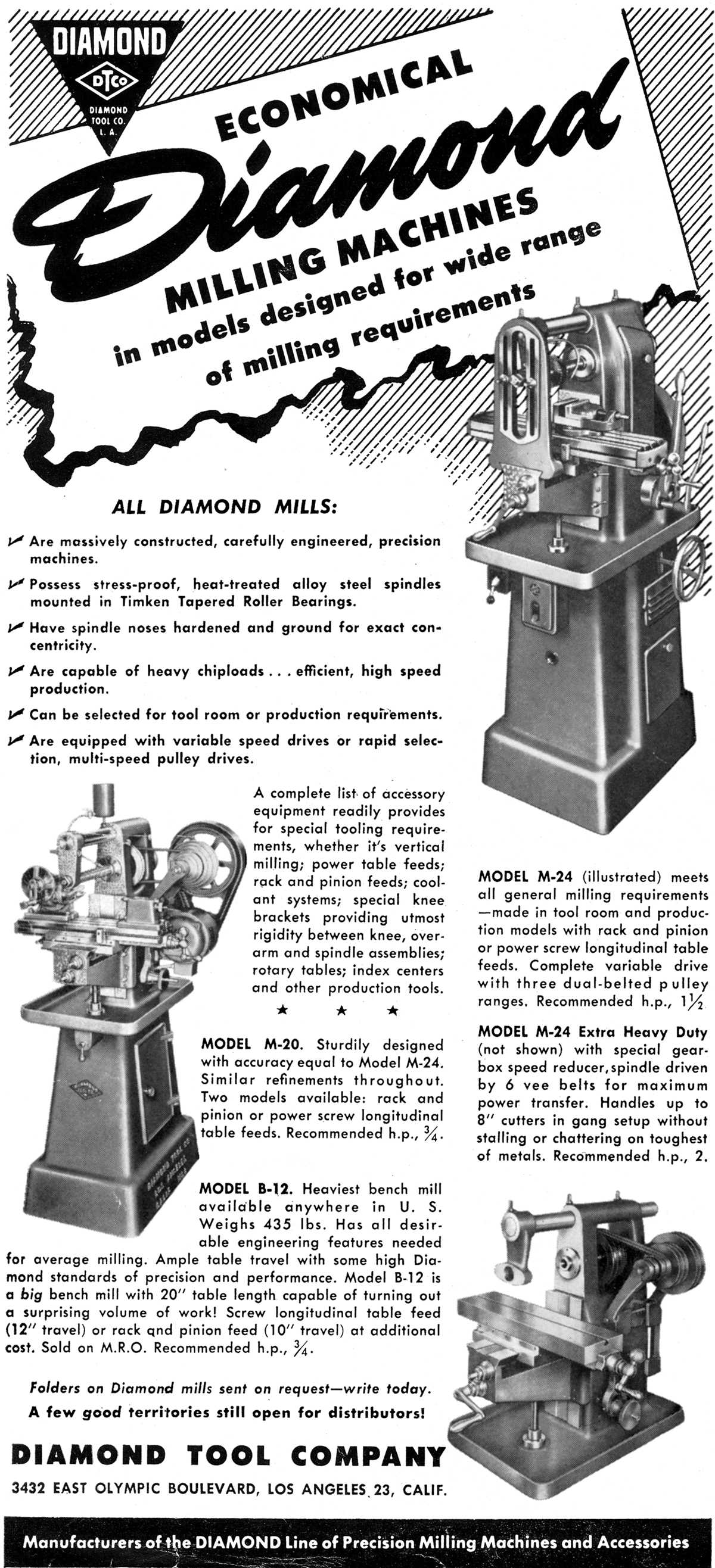
Responsible for a range of machine tools including engine and turret lathes, radial-arm drills, punch presses, power shears and both vertical and horizontal milling machines, the Diamond Tool Company was located at 3428 East Olympic Blvd. Los Angeles in California and appear to have been active from the mid-1940s until some point in the 1950s. They should not be confused with the Diamond Machine Co. of Providence, Rhode Island. Some Diamond milling machines were of the interesting Ram-head type and manufactured by the Fray Company, but carrying cast-in letters on the front of the main column - as if made by Diamond.
Although the the Diamond Company were heavily involved in making punch presses (they even published guides on the subject) and advertised a range of products, their main metal-cutting machine-tool business seems to have concerned a range of small horizontal millers, in design typical of their time and type - though very heavily built and intended for professional rather than amateur work.
Models so far discovered include several B-Types, a machine weighing some 425 lbs and described its makers as "The heaviest bench mill available in the U.S.". Possibly the most widely-advertised model was the B-12 with a 51/8" x 20" table with a single T slot, and longitudinal, traverse and vertical travels of 12, 6 and 9 inches respectively. Though a machine of simple construction, its size and mass made it perfectly suitable for use in a professional workshop alongside a range of larger machines. It was equipped with a heat-treated spindle running in taper roller bearings with its No. 9 Browne & Sharpe taper properly hardened and ground to withstand the rigors of frequent tool changes. A needle-roller bearing was used in the arbor-support bracket and the 3 or 6 spindle speeds, driven by a side-mounted countershaft hinged on the right-hand face of the column, used twin "B-section" V-belts to provide a speed range that spanned 100 to 1400 rpm. A range of extra was offered in including power or rack-and-pinion drive to the table - the latter option reducing the maximum longitudinal travel to 10 inches. All models featured a round overarm - a design obsolete by the late 1940s with other makers moving to its replacement, a significantly more rigid dovetail fitting machined into the top of the column casting.
One other version to emerge is though to have been the largest in the Company's range, the M-24, a machine built on a self-contained underdrive stand with a 1.5 h.p. 3-phase motor powering a variable-speed gearbox combined with a three-speed, fixed-ratio V-belt final drive. To aid rigidity and improve rates of metal removal the end of the arbour was supported by a heavy slotted casting that clamped over the knee V-way. Another version of the M-24 was also offered, the "Extra Heavy Duty" model, equipped with a spindle-speed reduction gearbox, 2 h.p. motor and a 6-section V-belt drive that gave it the ability to run a gang of 8-inch diameter cutters: "without stalling or chattering on toughest of metals" Apart from the Model B, all other models appear to have been supplied fitted to heavy cast-iron stands that incorporated a small storage cupboard for accessories and tooling. One unusual option, especially for a smaller miller, was a chain-drive assembly instead of belts on the side-mounted countershaft. This could be either factory installed, or retrofitted by the customer.
A common addition to these sturdy little millers - and common to many contemporary models - was the mounting of a self-contained vertical head. The better known of these, from the 1930 to 1950s, were the original Bridgeport M, the "Tree" from Racine, the "Halco" from Detroit and Kearney & Trecker with their Dalrae-manufactured "Midgetmill" and "Speedmill" units.
Machine-tool enthusiasts in California report that the Walt Disney studios bought several new Diamond millers in the early 1950s and installed them in the production shop. Purchased officially for the repair and maintenance of film cameras, their real use was to help satisfy Mr. Disney's desire to build his marvellous "Carolwood Pacific Railroad" - a layout in the grounds of his house featuring hand-built, oil-fired locomotives..
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
 |
|
|
|
|
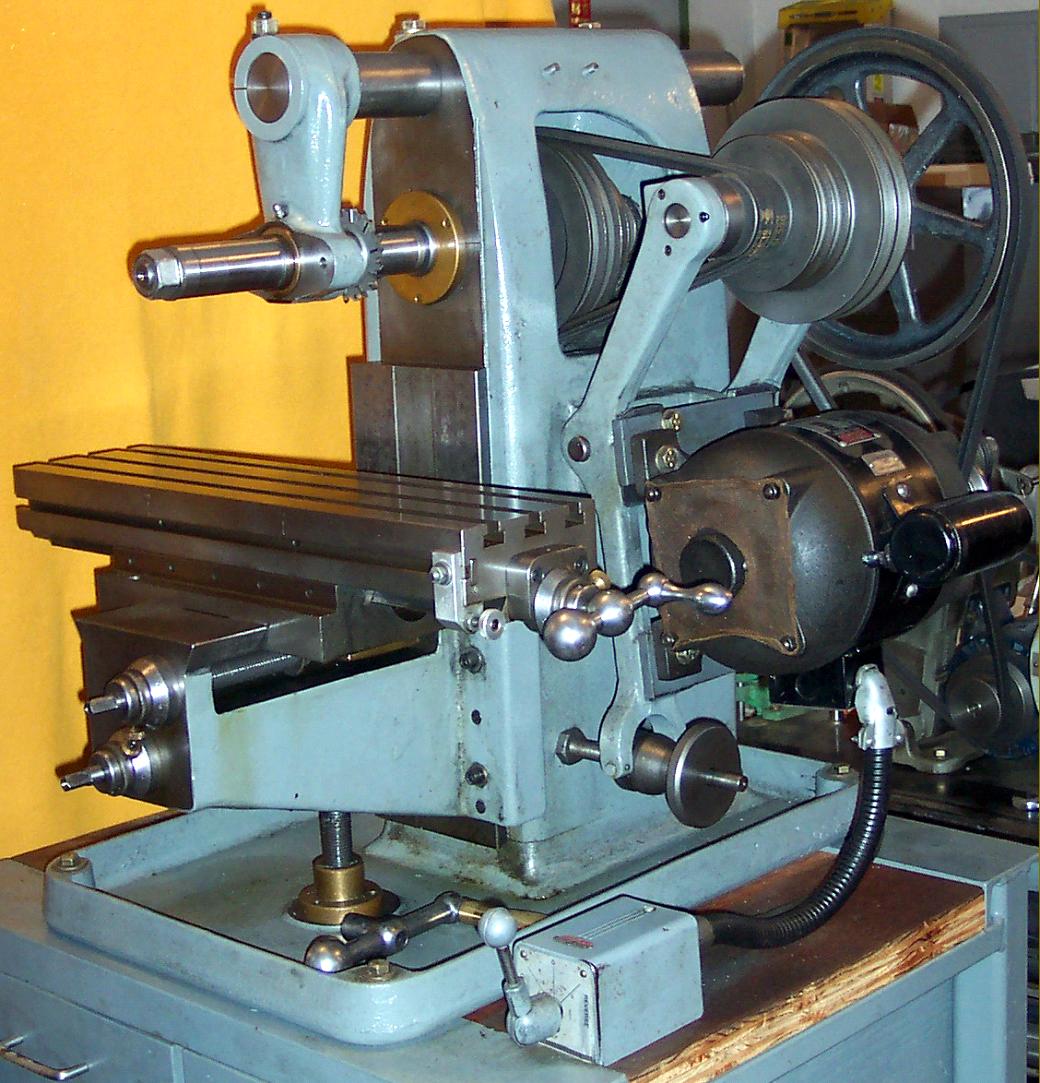
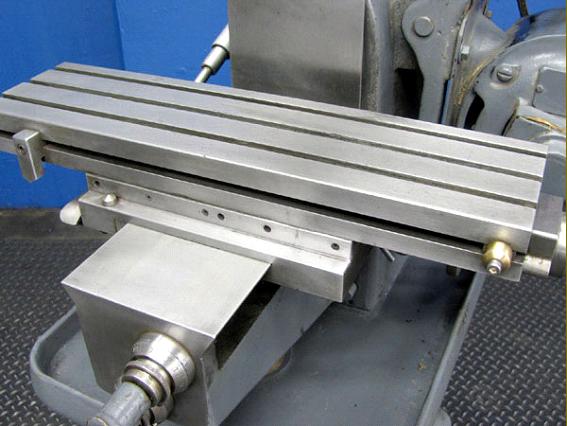
One of the company's lighter models, the M-22 was current during the early 1950s (and probably earlier), with speeds spanning 50 to 1500 rpm and, as a concession to hard work, a drive by twin "B"-section V belts. The spindle was heat treated with a hardened and ground nose and equipped with a No. 9 Brown & Sharpe taper. The 24" x 5.75" table, with three T slots, could be had with either hand or 3-speed power-feed - the latter with power taken from the rear of the spindle to a 3-step pulley. The longitudinal travel was 14 inches, the cross-traverse feed 5.5" and the vertical a useful 15".
|
|
|
|
|
|
|
Diamond M-22 showing the simple but rugged twin-V-belt drive
countershaft. Note the bellows-protected knee-elevation screw.
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
For the Model M-22 - optional chain drive for very heavy-duty work.
|
|
|
|
|
|
|
 |
|
|
|
 |
|
|
|
|
|
|
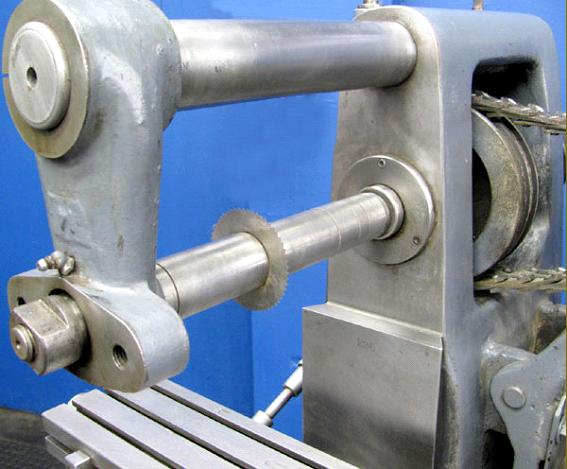
Diamond M-22 showing the table-drive universal-joined and telescopic shaft. Note the coolant tank and pump mounted externally at the rear - for industrial use this was a far better location (for regular cleaning and maintenance) than being buried in the bowls of the stand with access through a tiny door.
|
|
|
|
|
|
|
|
|
|
|
|
|
Standard version of the Diamond M-24 0n its neat underdrive stand. This model is fitted with a with screw-feed table and knee for general use - for production applications the table's X and Y movements could be lever operated.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
At 425 lbs - and described by the makers as "The heaviest bench mill available in the U.S." - the Diamond Model B-12 had a 51/8" x 20" table with a single T slot, and longitudinal, traverse and vertical travels of 12, 6 and 9 inches respectively. Though a machine of simple construction its size and mass obviously made it perfectly suitable for use in a professional workshop alongside a range of larger machines. It was equipped with a heat-treated spindle running in taper roller bearings with its No. 9 Browne & Sharpe taper properly hardened and ground to withstand the rigors of frequent tool changes. A needle-roller bearing was used in the arbor-support bracket and the 6 spindle speeds, driven by twin "BB-section V-belts, spanned 100 to 1400 rpm. A range of extra was offered in including power or rack-and-pinion drive to the table - the latter option reducing the maximum longitudinal travel to 10 inches.
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
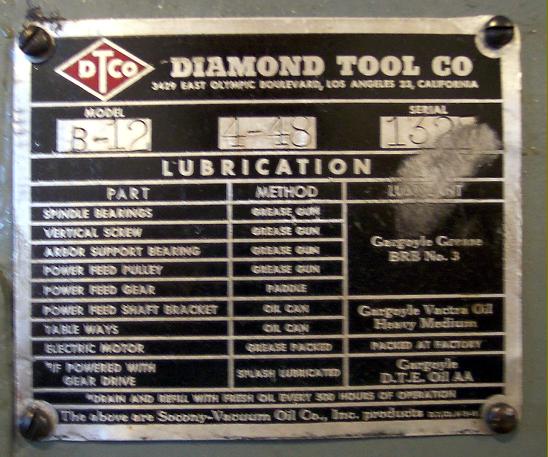
Bench-mount Diamond B12 Serial No. 132 - built in April, 1947
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
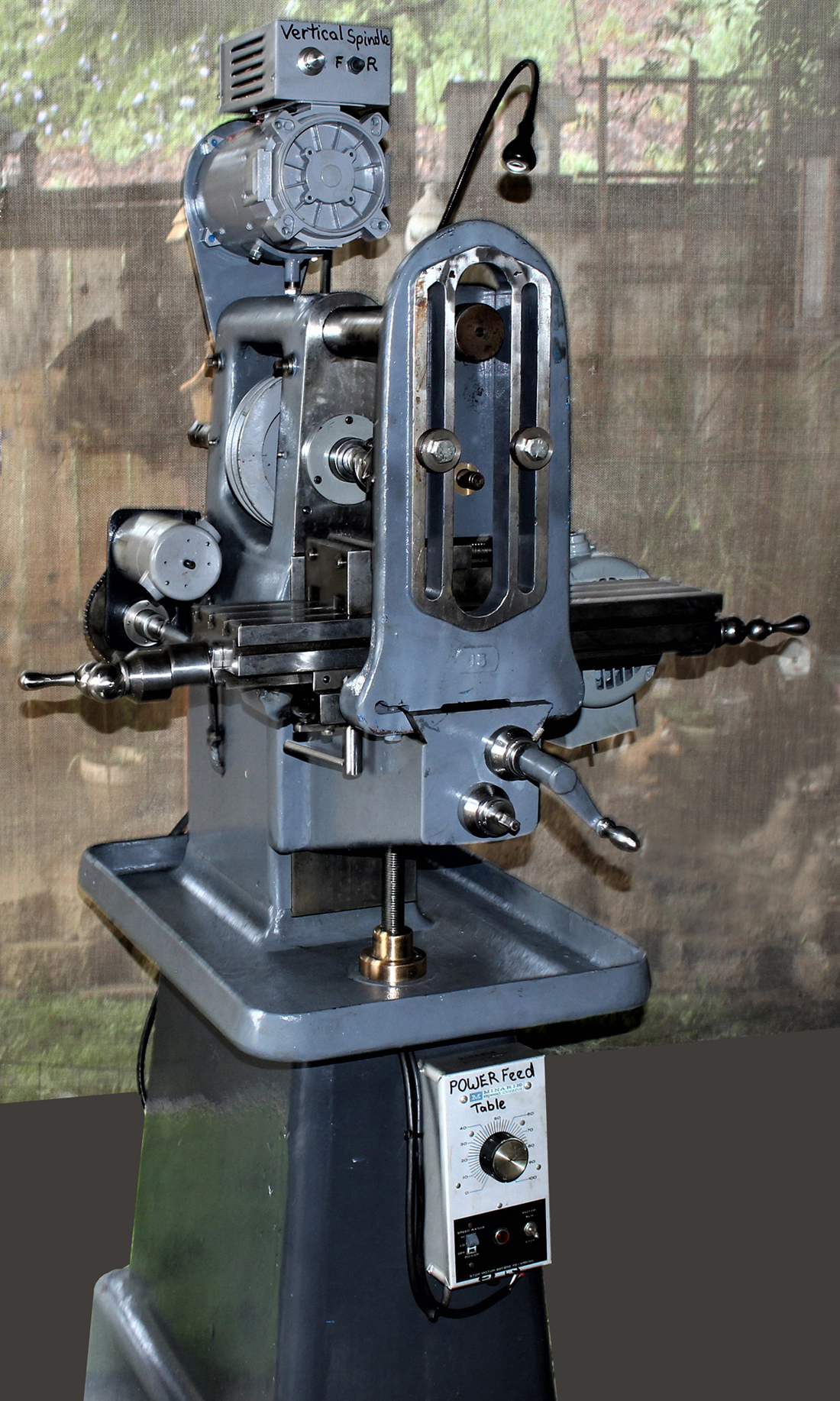
A restored diamond fitted with the maker's overarm brace. A photographic essay
of this machine and its accessions, including the rare vertical head, can be seen here
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
A Diamond M-20 horizontal milling machine in fine original condition on the maker's cast-iron floor stand.
Basic specification:
Table Size: 20" x 5-1/8"
T-Slots: 3 @ 1-1/2" centers
T-Slot Sizes: 3/8" wide
Travels:
X-Axis Travel: 14"
Y-Axis Travel: 5-1/2"
Z-Axis Travel (Vertical Knee): 15
Horizontal Spindle:
Spindle Type: #9 Brown & Sharpe
Motor: 3/4 Horsepower, 115 / 230 Volt, 1,725 rpm, 10 / 5 Amps, 60 Hz
Electrical:
115 Volt, Single Phase
Overall Dimensions: 28" x 39" x 57" tall.
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
 |
|
|
 |
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|