|
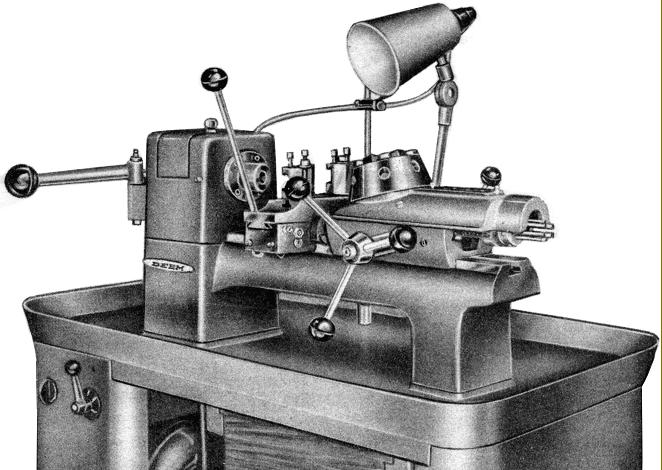
Manufactured by what used to be U.M.S. Machine Tools of Coimbatore in India (a city well known for its engineering activities and located in Tamil Nadu, India) the Deem lathe was little known outside its native country. Using a classic "precision bench lathe" form of bed with a flat top, bevelled edges and a central T-slot to locate the tailstock and carriage, the 80 mm x 180 mm (3" x 7") machine could be had as either a toolmaker's precision type or, suitably modified with a 6-station capstan head and cut-ff forming slide, for repetition use as the Type 1058.
Running in two precision ball races at the front, and single ball race at the rear, the 14 mm bore, No. 1 Morse taper headstock spindle was made from hardened and ground alloy steel and threaded on its nose. Fitted as standard to the toolmakers' model was an ordinary draw-tube collet closer with the largest of the maker's 18-piece collet set allowing a bar 7.5 mm in diameter to pass through. Mounted at the rear of the spindle was a dividing unit (supplied complete with two division plates) set at right-angles to the bed and with a 90° drive though 72:1 worm-and-wheel gearing.
Equipped with a lever-action collet closer (pivoting from a bracket bolted to the end face of the headstock), the capstan version may have had a headstock modified to accept collets with a through-collet capacity of 10 mm - though this cannot be confirmed.
Normally supplied for mounting on the customer's own bench, the lathe was fitted with a countershaft unit that gave, via a 3-step pulley on the 0.5 h.p. motor to a cross shaft and a second 3-step drive to the headstock, 9 speeds from 236 to a very high 5970 r.p.m. An "overhead" was fitted (to run toolpost-mounted high-speed grinding and milling spindles), that could be arranged, claimed the makers, to provide 45 speeds from 271 to (what must have been an unrealistic) 21,900 r.p.m.
When sold as a capstan, the lathe was mounted a neat, self-contained underdrive stand with chip tray, coolant tank and piping and built-in electrical equipment. Set up in this way - and with a 1400 r.p.m. 3-phase ¾ h.p. motor - a range of 6 speeds in forward and reverse was available that spanned 550 to 5100 r.p.m.
Supplied with metric feed screws running through backlash-adjustable bronze nuts - the zeroing micrometer dials being graduated at intervals of 0.01 mm - the compound rest was fitted with a 75 mm travel top slide able to be swivelled 45° each side of central. Most unusually - and something not seen even on high-class German or American machines - was the fitting of bellows over the top slide's exposed ways. As part of the standard equipment a vertical milling slide was provided (designed to be carried on the top slide) and three toolposts: a single, a 4-way and a rear type with a rocker base that allowed parting-off tools to be accurately set.
Fitted with a case-hardened, ground No. 1 Morse spindle marked with ruler divisions for a length of 70 mm and a travel of 65 mm, the lever-action tailstock could also take, in a special adaptor, draw-in drill-holding collets. As an extra-cost option and screw-feed tailstock was available..
|
|