|
When, in 1864, Richard Cunliffe and James Croom established their business, they were already experienced machine-tool fitters and mechanics. Their enterprise began with the acquisition of the Company with whom they had been apprenticed, a firm that started life in 1820 and began the manufacture of machine tools in 1835 - and so one of the pioneers in what was to become a booming industrial sector. By 1986 Cunliffe and Croom, based at their Broughton Works in Edward Street, Manchester, had become a Limited Company and were amongst the first sixteen firms to contribute share capital to the new Machine Tool and Engineering Federation, Ltd. a grouping that was to become the (British) Machine Tool Trades Association. |
|
|

|
|
|
|
|
|
|
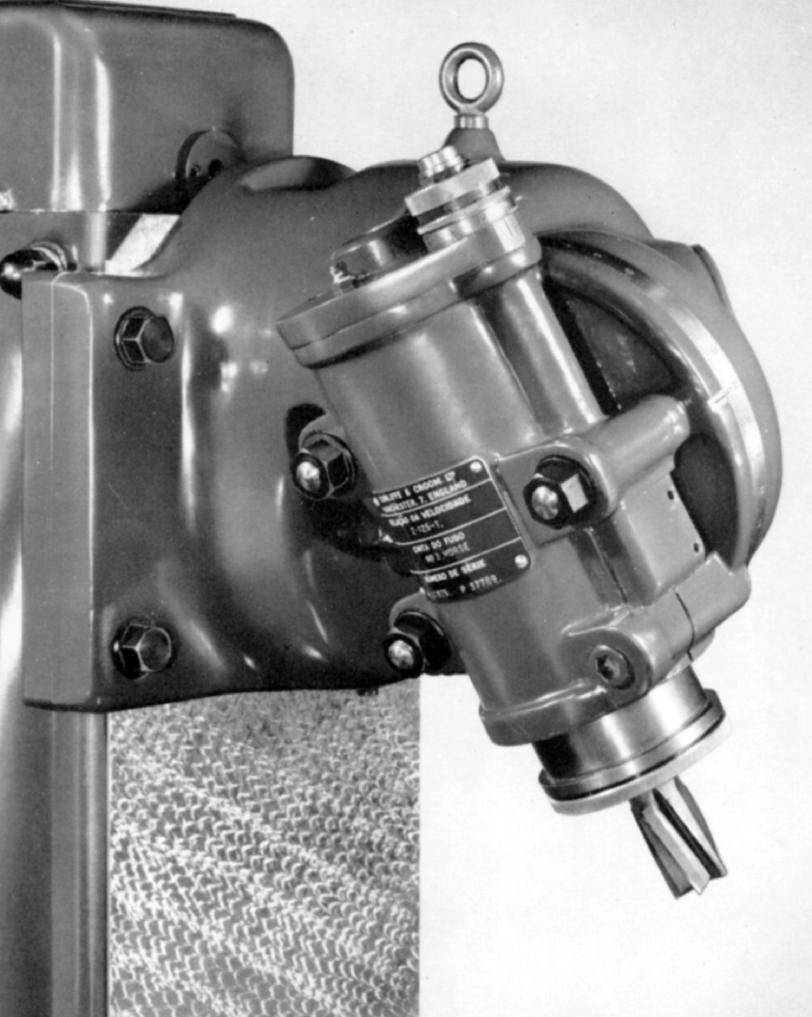
Compound (double-swivel) milling head to fit the horizontal models. Each axis of swivel was fitted with a degree scale allowing the unit to be set to any angle in any desired plane. With a maximum speed of 2,700 r.p.m., the spindle ran in pre-loaded, high-precision anti-friction bearings the pre-load of which could be adjusted by turning a knurled ring on the spindle nose. A fine feed of 1.5 inches travel and with a micrometer dial reading to 0.001". was fitted to the spindle so allowing the cutter to be fed along its axis no matter what the angular setting. As was usual on all the vertical heads made by the Company, the customer could specify either a No. 3 or Brown & Sharpe No. 9 spindle taper. |

|
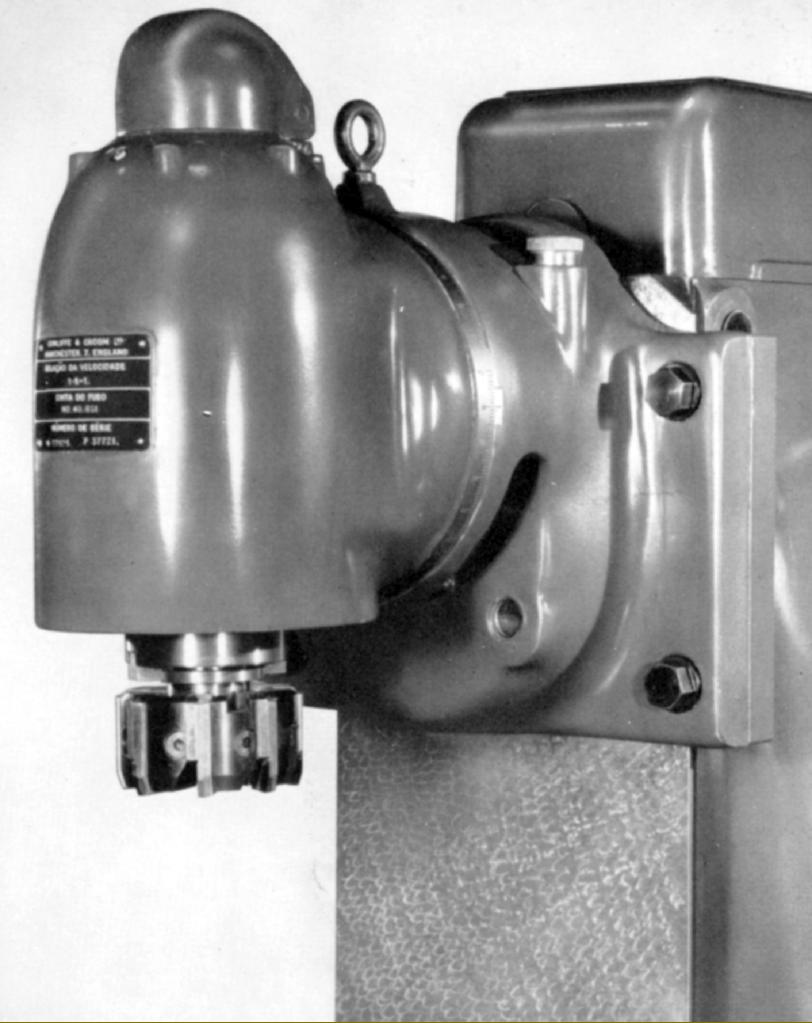
High-speed vertical head classified by the makers as their "High-speed Light Type" and able to run at up to 3,100 r.p.m. The No. 3 Morse taper spindle ran in super-precision roller bearings and was driven from the miller's horizontal spindle by a heat-treated splined shaft, the drive then passing through a multi-start, case-hardened worm meshed with a phosphor bronze gear. The spindle housing could be swivelled through 180 degrees from upright - a degree-graduated scale was provided with the setting maintained by a single "positive locking" bolt. |
|
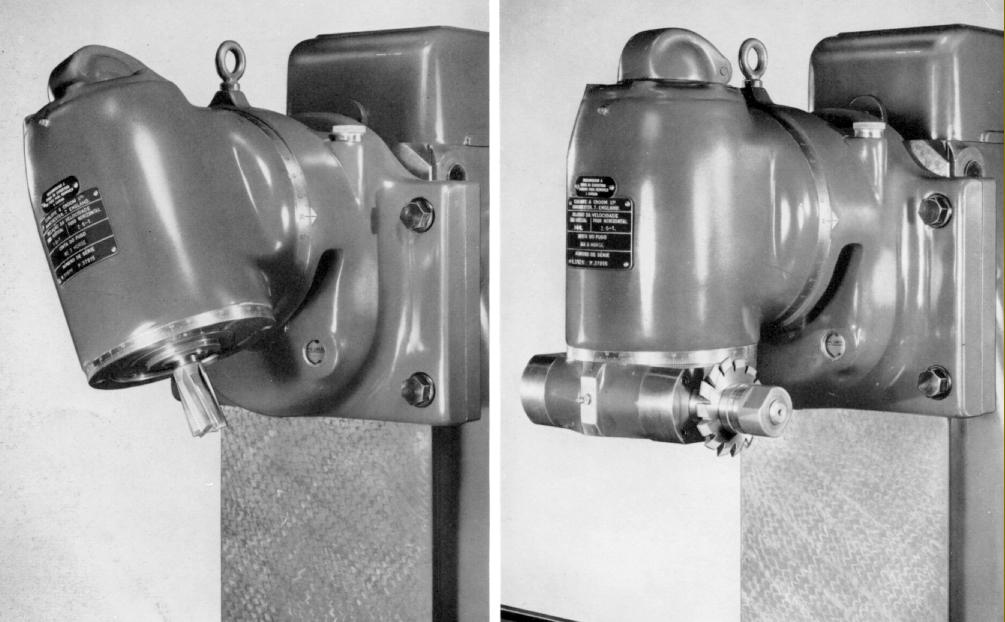
A special vertical head listed by the makers as their "Universal" and, with a maximum speed of 3,100 r.p.m. and a drive through necessarily small spiral gears, intended for use in the toolroom and not heavy-duty production work. The spindle, running in high-precision roller bearings was equipped with either a No. 3 Morse or No. 9 Brown & Sharpe taper. The illustration on the right shows a horizontal spindle mounted, an attachment used for the cutting of racks and spiral milling. Drive from the miller's horizontal spindle was by heat-treated spur and spiral bevel gears, the latter being lapped in pairs to provide a quieter and more reliable operation |
|
Standard vertical head for regular production work - the most basic of the vertical conversions for the horizontal millers - and fitted as standard with the now obsolete 40 or 50 B.S.I. Taper. The spindle ran in heavy-duty roller bears with the drive coming from a gear integral to the unit that fitted over the spindle nose (the coupling being by engaging with the nose dogs) with heat-treated spiral bevel gears turning the drive through 90°. An an extra-cost option this head could be fitted with a horizontal spindle bloack as used on the Company's lighter "Universal" head shown above. |
|
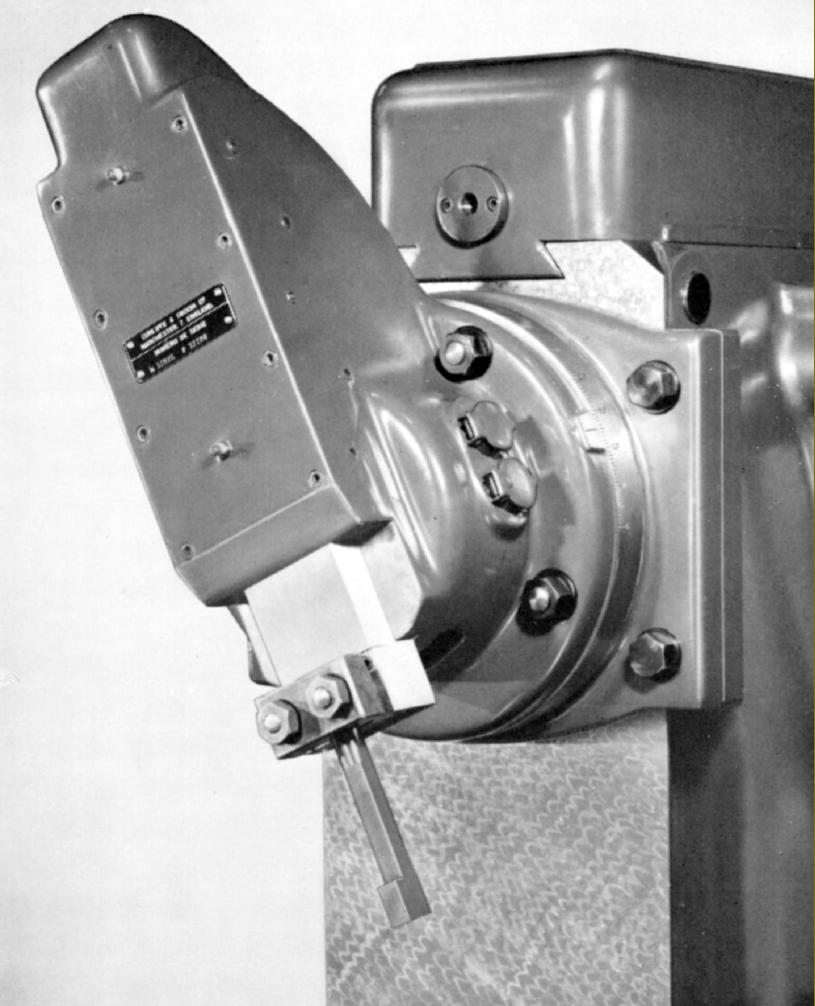
Slotting attachment. Driven directly from the spindle, this accessory had all its moving parts mounted on anti-friction bearings to ensure reliability when using very fast stroke rates. The ram was in solid steel and had hardened inserts to take tools with shanks 0.75" in diameter or square. The ram stroke was adjustable from 0 to 3 inches. |
|
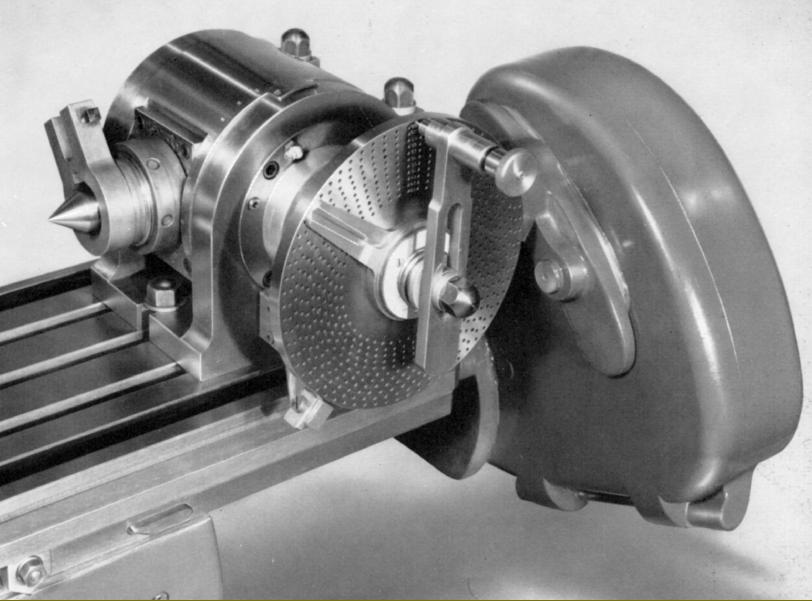
Hand and power driven dividing head: an accurately built unit that used a precision ground worm and nickel chrome cast-iron worm wheel carried on three precision ball and roller bearings. The spindle was hollow, had a taper of 3.5" per foot and was fitted with a long driving key to ensure a non-slip left and right-hand drive - while also ensuring the accurate mounting of chucks and accessories. The head could be swung from 5° below horizontal to 50° above and carried, as standard, a double-sided plate that allowed for the indexing of all numbers up to and including 60, all even numbers and those divisible by 5 up to 120 and other divisions, as listed in the supplied hard-bound chart book, of up to 400. Three indexing plates were available that gave direct indexing of all divisions up to 200 and all even numbers and those divisible by 5 up to 400. |