|
Home Machine Tool Archive Machine-tools Sale & Wanted CROUZET LATHE TC-125 (86-105) |
||
|
Catalogue picture of the Crouzet TC-125 toolroom lathe. The large aperture in the front of the stand was to allow the operator to sit down when undertaking precise or particularly awkward jobs. |
Based in the small town of Valence, in the Rhône Alpes area of France (115 miles north of Marseille) Crouzet were well known for their high-precision plain and screwcutting lathes and milling machines. In earlier years they had made very accurate copies of the plain-turning (non-screwcutting) Schaublin 70 and 102, models that they supplied, in some numbers, to French schools and training institutions.
A small toolroom-class lathe with a 5-inch (125 mm) centre height and 16 inches (400 mm) between centres. the Crouzet TC-125 was one of the last lathes the company made - and probably in very limited numbers - before they turned to the manufacture of automatic control devices and aeronautical equipment. Amazingly, unlike all other Crouzet lathes seen - which had English-style flat beds--the TC-125 had V and flat ways. Mounted on a neat ,welded sheet-metal cabinet stand with internal bracing, a splash-back, built-in storage and electrical control gear (and with provision to mount optional coolant equipment) the lathe had a hardened, heavily braced and gap-free bed.
Running in high-class "super-precision" double-row taper roller bearings the nitrided spindle accepted, as a direct fit in its threaded nose, Schaublin W20 collet--a type without the capacity of a Hardinge C5 but widely available and, in Europe at least, relatively inexpensive. Driven by a 2-speed, 700/1500 r.p.m, 1 h.p./2 h.p. motor, through a multi-stage V-belt pulley set, a decent span of geometrically-proportioned speeds - 80, 150, 165, 250, 300, 420, 500, 760, 845, 1300, 1520 and 2660 r.p.m., were available. Although not fitted as standard a spindle clutch and brake could be ordered as extras. To allow fine adjustment the headstock could (like that on some earlier Colchester models) be adjusted on the bed by set-over screws and held a very convenient dividing mechanism, together with a tiny lever, by which means the operator could lock the spindle in order to tighten or change collets and other fixings.
Of a more sophisticated design than earlier Crouzet screwcutting and feeds gearboxes, that on the TC-125 was also easier to control - a single lever swapping between fine feeds and screwcutting instead of the previous "Norton quick-change" design where it was necessary to alter the position over a double-step gear. Controlled by a conventional tumbler and two dials the box was able to generate a wide range of standard metric pitches with a chart provided inside the changewheel cover to indicate the Whitworth threads (3 to 60 t.p.i.) available by substituting an "English" conversion set. Unfortunately, one drawback to the screwcutting arrangements was that to mount the 127t inch-translation gear (in place of the standard 25t output gear) took over two hours, a considerable amount of dismantling and rearrangement being necessary. 28 rates of sliding feed varying from 0.05 mm to 4 mm per spindle revolution were available (of which 14 corresponded to metric ISO threads of 0.5 to 4). A set of additional changewheels was also provided to allow the generation of 8 intermediate ISO threads from 0.25 to 0.9.
Although the lathe lacked power cross feed it did have one outstanding and unusual feature as compensation - the provision of automatic carriage stops that could be used during both turning and screwcutting. This ingenious system - which according to operators worked with perfect precision - made it possible to thread right up to a shoulder, or into a blind hole, confident that the feed would safely disengage at a pre-set point. It also allowed far higher speeds to be used when screwcutting (though not as high as on a Hardinge HLV-H) it being unnecessary to slow the lathe down in order to watch the tool as it approach the end of its travel. The basis of the mechanism was a worm-wheel attached to the carriage and driven by the leadscrew. In normal use the worn was able to spin freely on its shaft but could also be locked by the action of a lever. When locked, the worn-wheel - and thus the whole carriage - was forced to follow the leadscrew movement and, when the assembly met a stop, it acted by simply disengaged the locking pin. The only surprise is that this simple, precise, and reliable system was not more widely adopted--the only other lathe known to feature it being the French (toolroom-class) Cazeneuve HB 360. The owner of the lathe illustrated on these pages has taken advantage of how the system works and mounted a thread-dial indicator the end of the leadscrew.
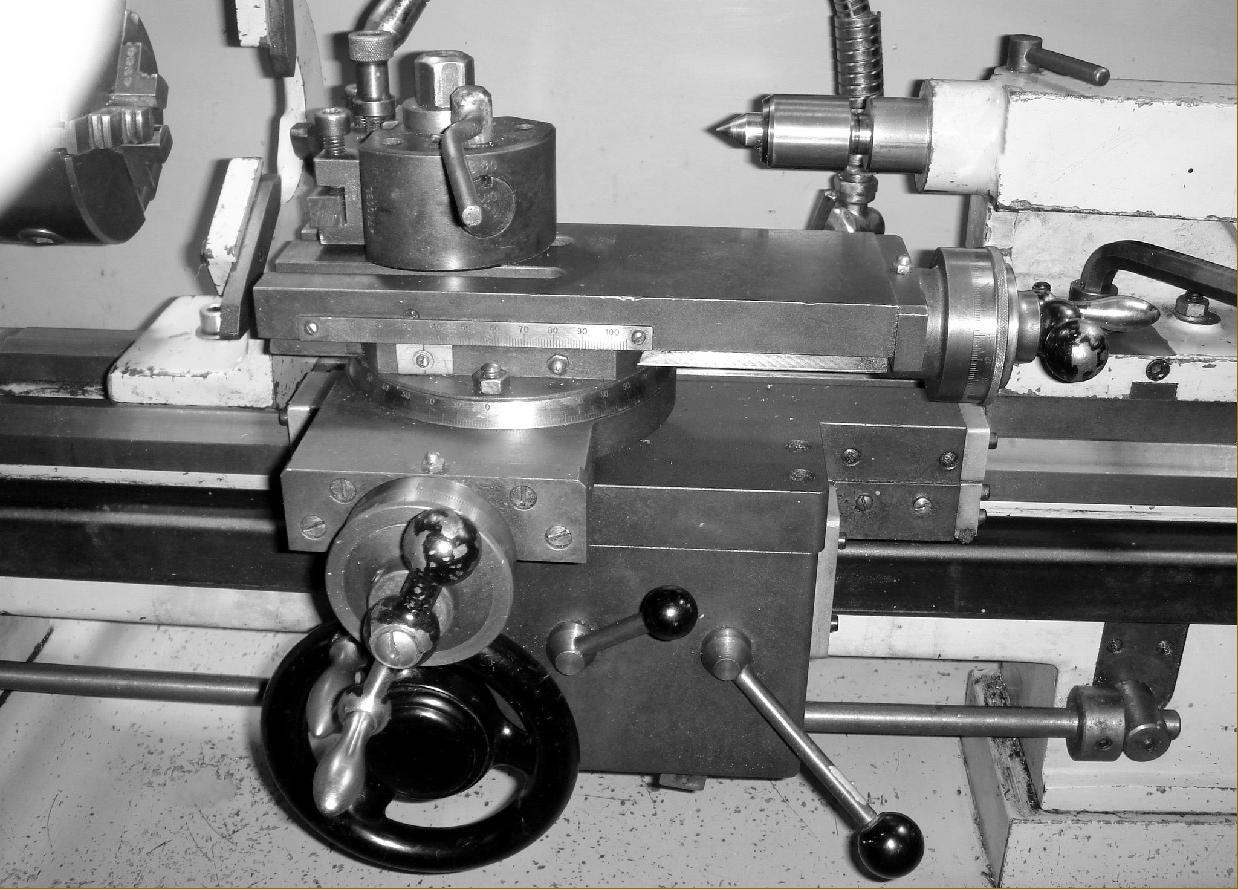
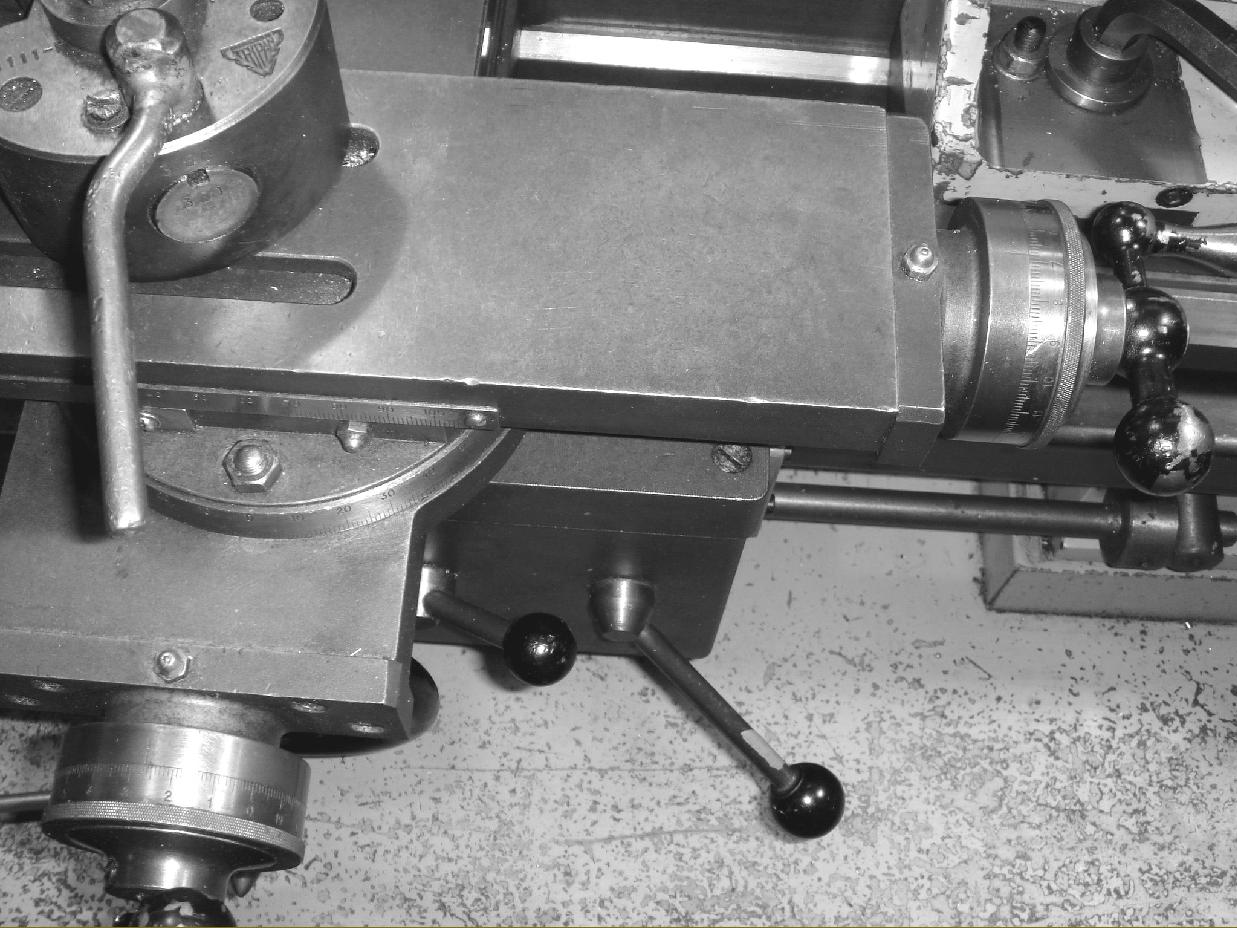
Using a design based on long-established Schaublin 90 and 102 practice the compound slide rest was beautifully constructed, fitted with large, clearly engraved, satin-chrome finished micrometer dials with the long-travel top slide having two longitudinal T-slots and a short ruler attached to its front face. Two interesting detail touches on the carriage were the provision of oil nipples (on the top of the slides' end plates) to allow lubrication of the feed-screw bearings and comprehensive bed wipers, held in robust carriers, that covered not just the top but also the bed's front and back vertical faces.
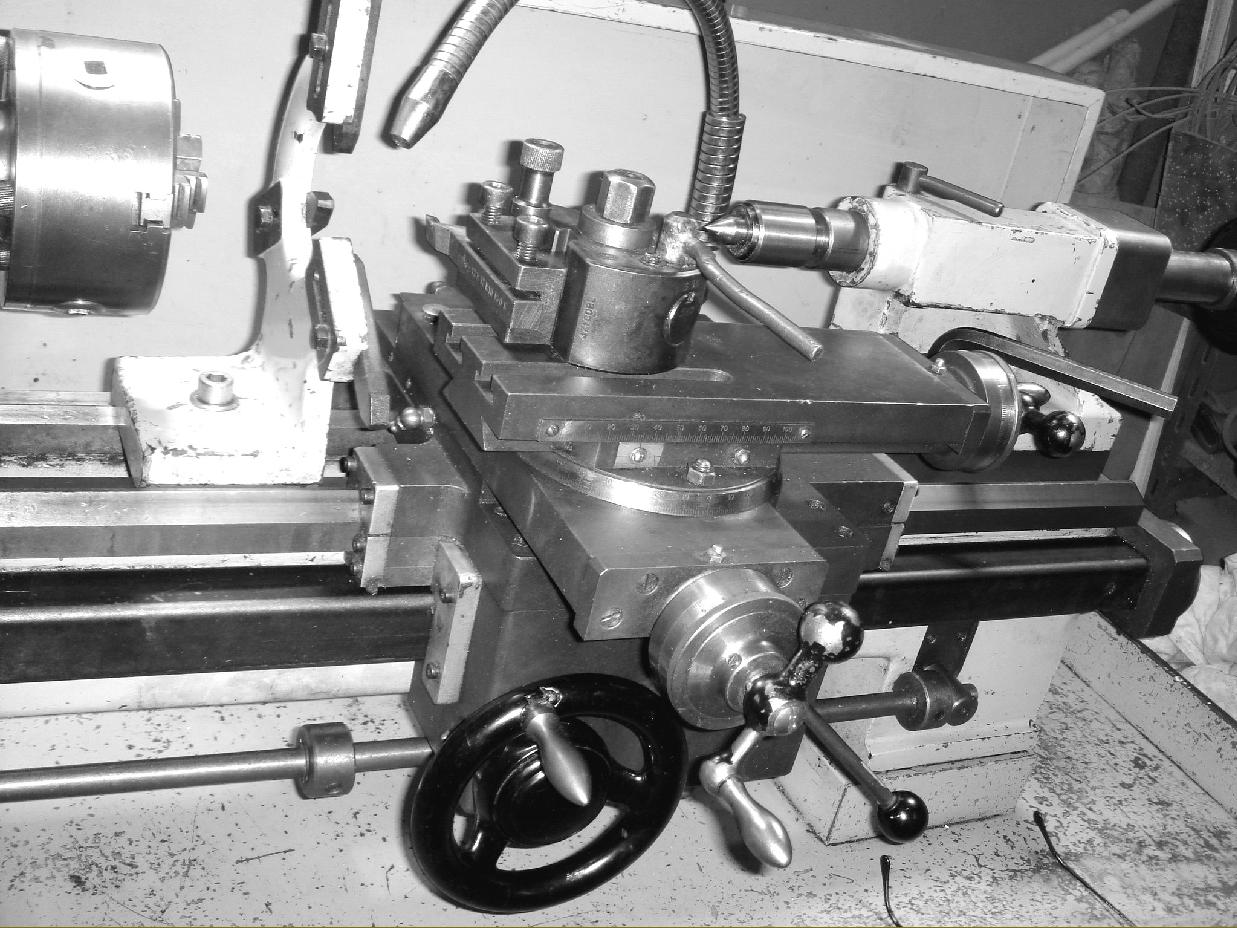
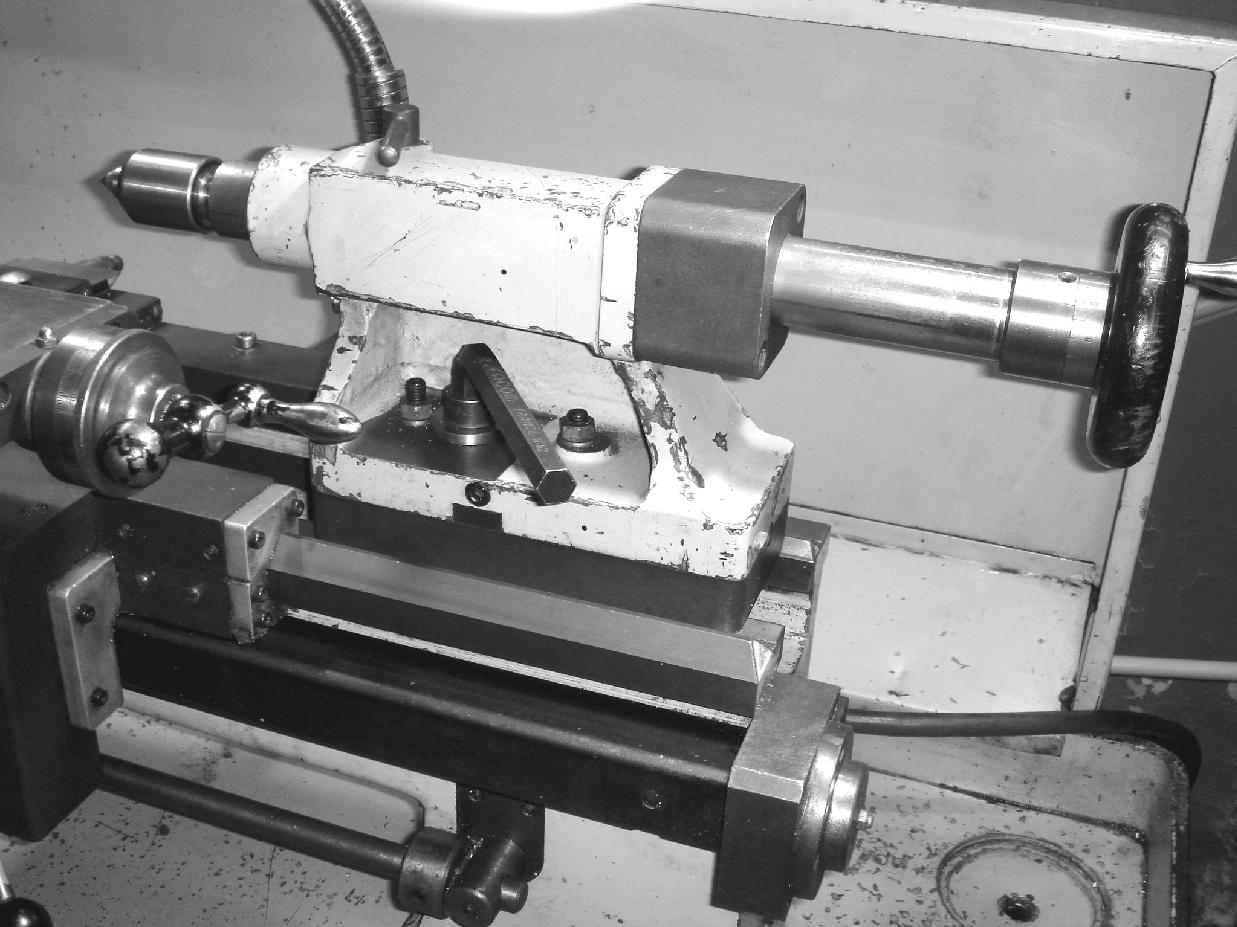
Heavily built, with a spindle to take a No. 2 morse taper, the set-over tailstock could be provided, as an option, with a lever-feed arrangement to take W20 collets or a simple rotating tools holder - both items being intended to help with simple production tasks. Although the example shown in the photographs below uses an Allen key to lock the unit to the bed originally a proper captive handle was provided..
Three other arrangements of the TC-125 were also offered: a plain-turning "second-operation" model the TO-125 (catalogue reference 86.106), a production machine with lever-operation to the collet closer, cross slide and tailstock, the TR-125 (catalogue 86.107), and the TA-125 (catalogue 86.123) - a version with fully automatic cycle control by pneumatics.
Besides lathe Crouzet also manufactured a range of small precision vertical milling machines (with bolt-on adaptors to a horizontal function) including the hand-operated FC-100V, automatic-cycle FA-100V, NC-control FA-100V3-MCN and a horizontal-only model, the AC with automatic control through hydraulics.
One know problem with the lathe is the worm gear in the apron. In this video an owner explains how--even with no experience of gear cutting--he succesfully manufactured a new one: https://www.youtube.com/watch?v=TxlQBwhQPgM
If you have a lathe or other machine tool by the Crouzet the writer would be interested to hear from you..


|
|

|
|
|
Large, clearly engraved, satin-chrome finished micrometer dials with the long-travel top slide having two longitudinal T-slots and a short ruler attached to its front face. Oil nipples were provided to allow lubrication of the feed-screw end bearings. |
|
|
|
|
|
Home Machine Tool Archive Machine-tools Sale & Wanted |
||