|
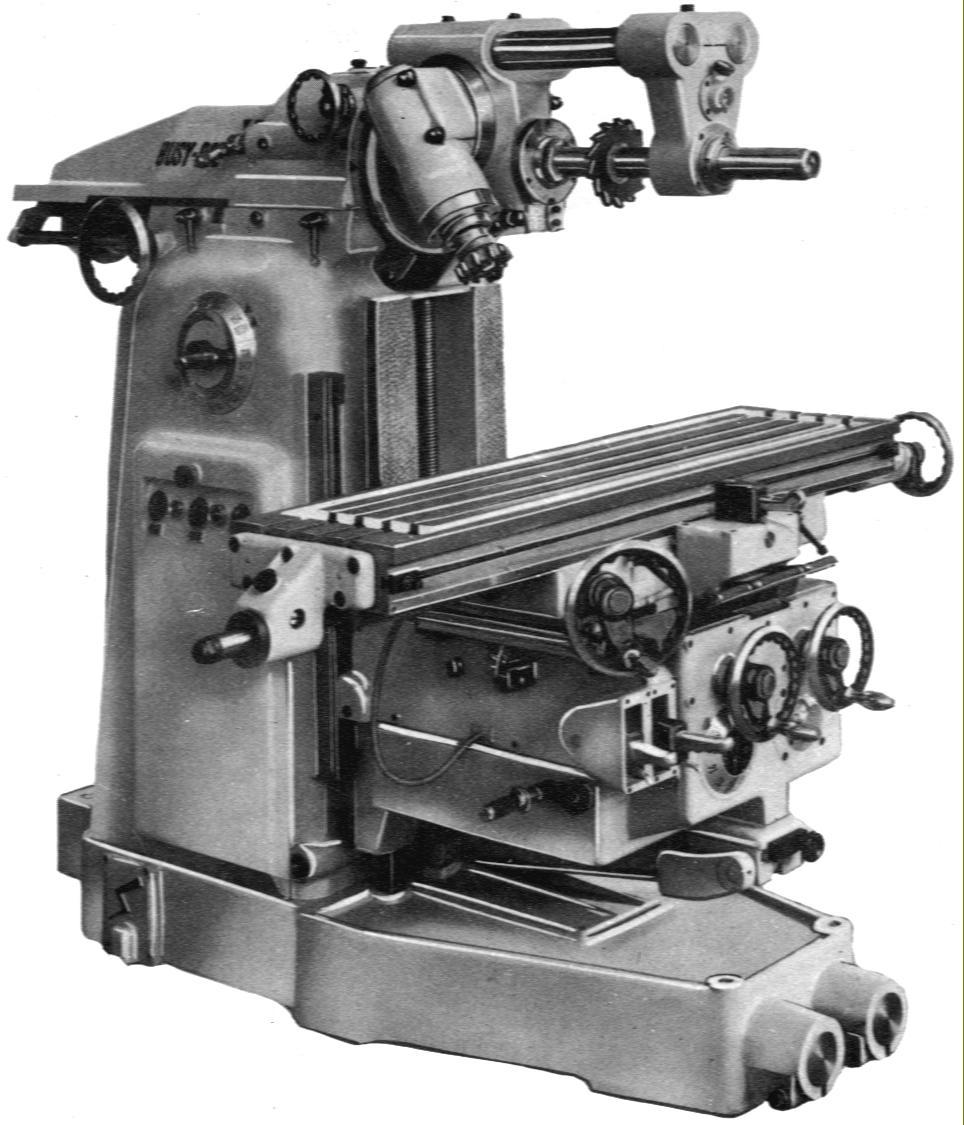
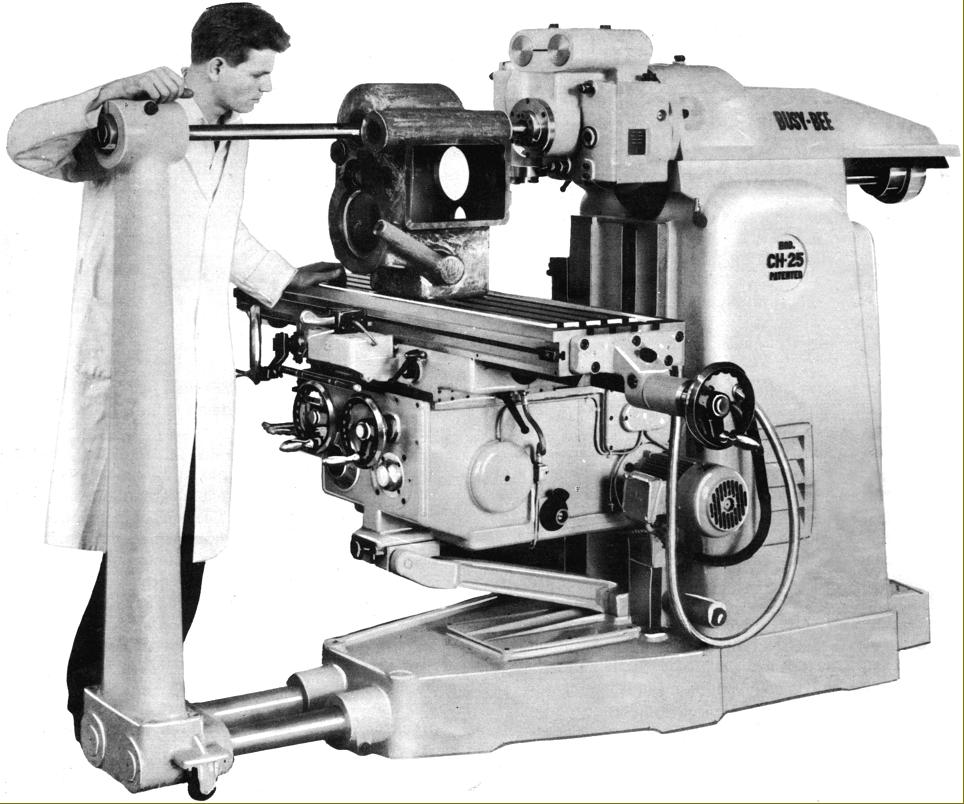
Manufactured to the west of Milan in Bareggio, Italy, by Officine Valle Olona, the "Busy-Bee" Type CH-25 universal miller (fresatrice universale) was a patented design that aimed to offer equal performance when used as either a horizontal or vertical machine. Although the layout of the overarm and integrated vertical head had some slight similarity to the arrangement found on the 1920s Parkson "Adapta" (and the twin support bars reminiscent of those on Schaublin Type 50 models), the rest of the machine was entirely novel and, if the makers are to be believed, a considerable advance on anything similar that had gone before.
Built up around a massive main column with a 1840 x 680 mm foot, the Busy-Bee had a 4-pole, 5.4 h.p. motor built into the main body that drove a speed-change gearbox to give 18 speeds, arranged in geometric progression, that spanned 30 to 1530 r.p.m. Speed changes were made by a dial on the left-hand face of the column with the usual kind of crank handle, a half-turn of which in, the appropriate direction, gave the next higher or lower speed. A grip bar, placed handily along the front edge of the knee, was raised and lowered to start and stop the spindle while a push button, built into the milling head, allowed an instantaneous change from horizontal to vertical drive.
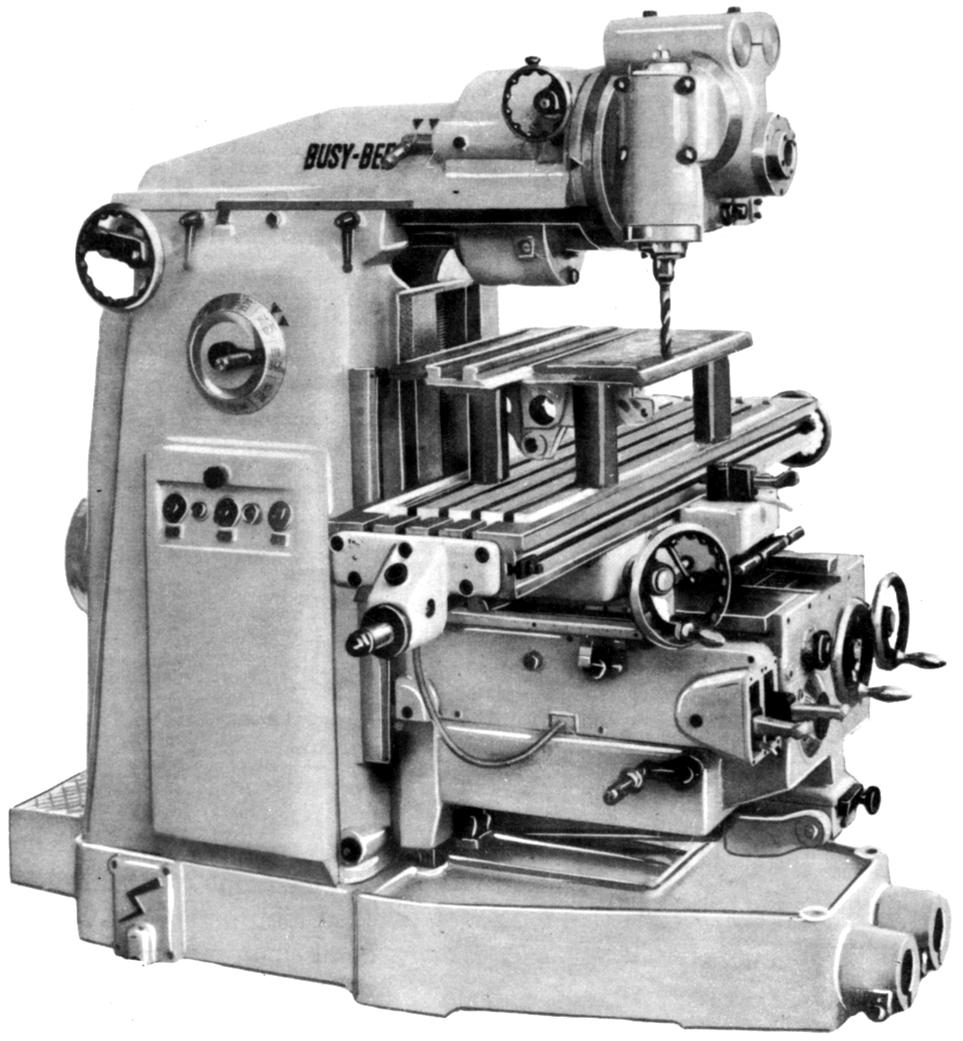
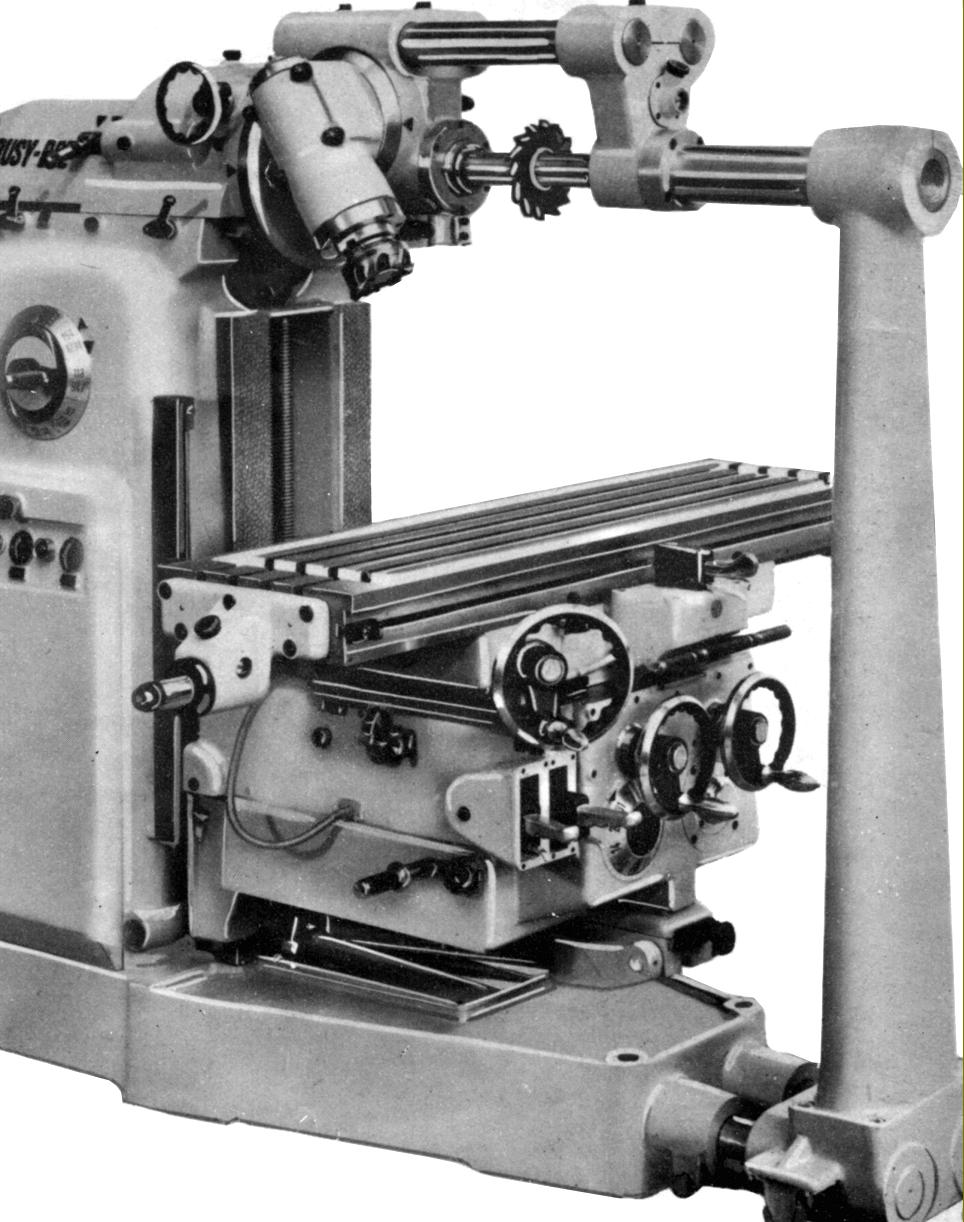
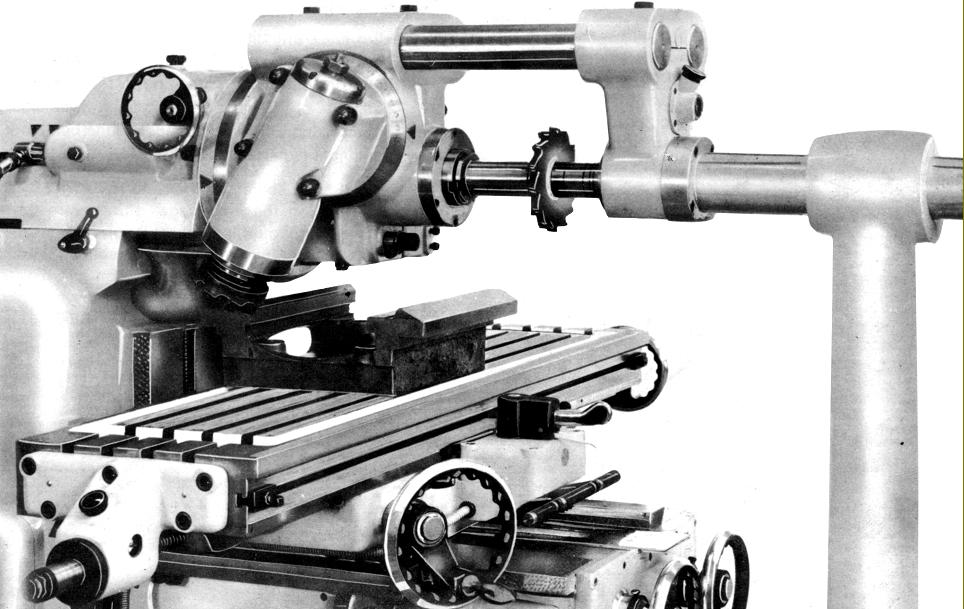
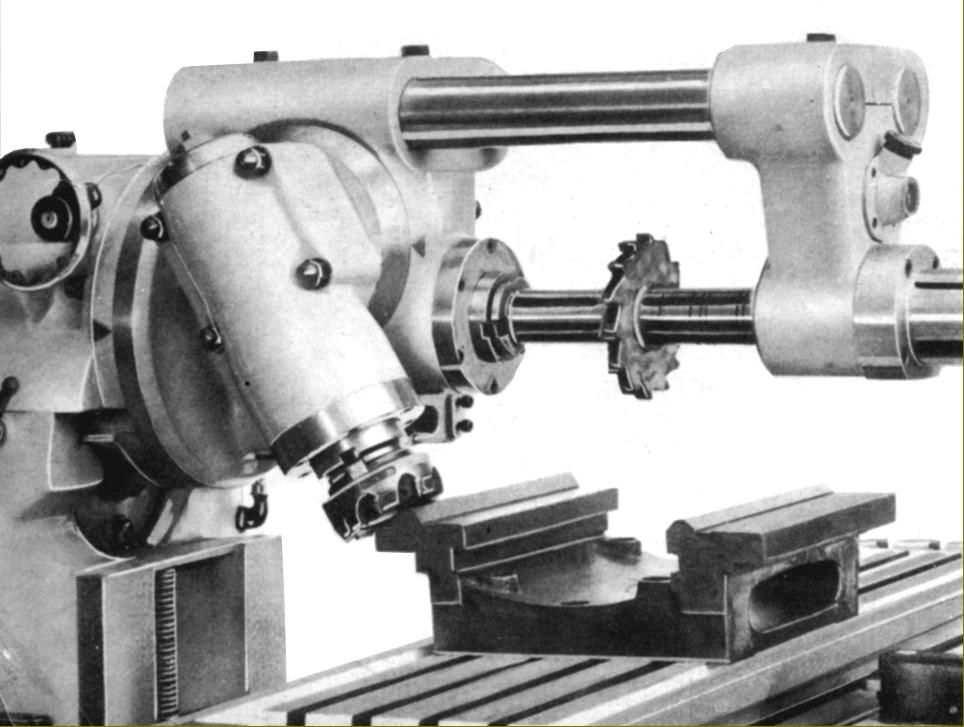
Swivelling through 360° and carried on the end of what was otherwise a conventional sliding dovetail overarm with 15.75" (400 mm) of travel, was a large casting machined to hold a pair of solid-bar arbor supports, a 40 INT arbor socket and a swivelling vertical head - the latter arranged at a right-angle to the line of the horizontal spindle. Although the vertical head was well supported, with a minimum of overhang, when the arbor-support bars were wound out and a cutter mounted it was necessary (as on many convention knee-type horizontal millers) to stiffen the assembly by bracing its outer end against the front of the machine. However, instead of the expected cross links down to the knee, the Busy-Bee was equipped with what the makers called their "stiffening column". Of heavy proportions, this heavy unit was carried on a pair of bars that emerged from the foot of the miller allowing it to be adjusted back and forth as required - and with the weight supported on a pair of castors. As well as bracing the normal cutter arbor and over-arms, the unit could also be used without these and employed instead to hold the end of a long boring-bar held in the spindle nose. Its drawback was to interfere with the operator's normal working position while the support arms, protruding from the base, provided a perfect trip hazard.
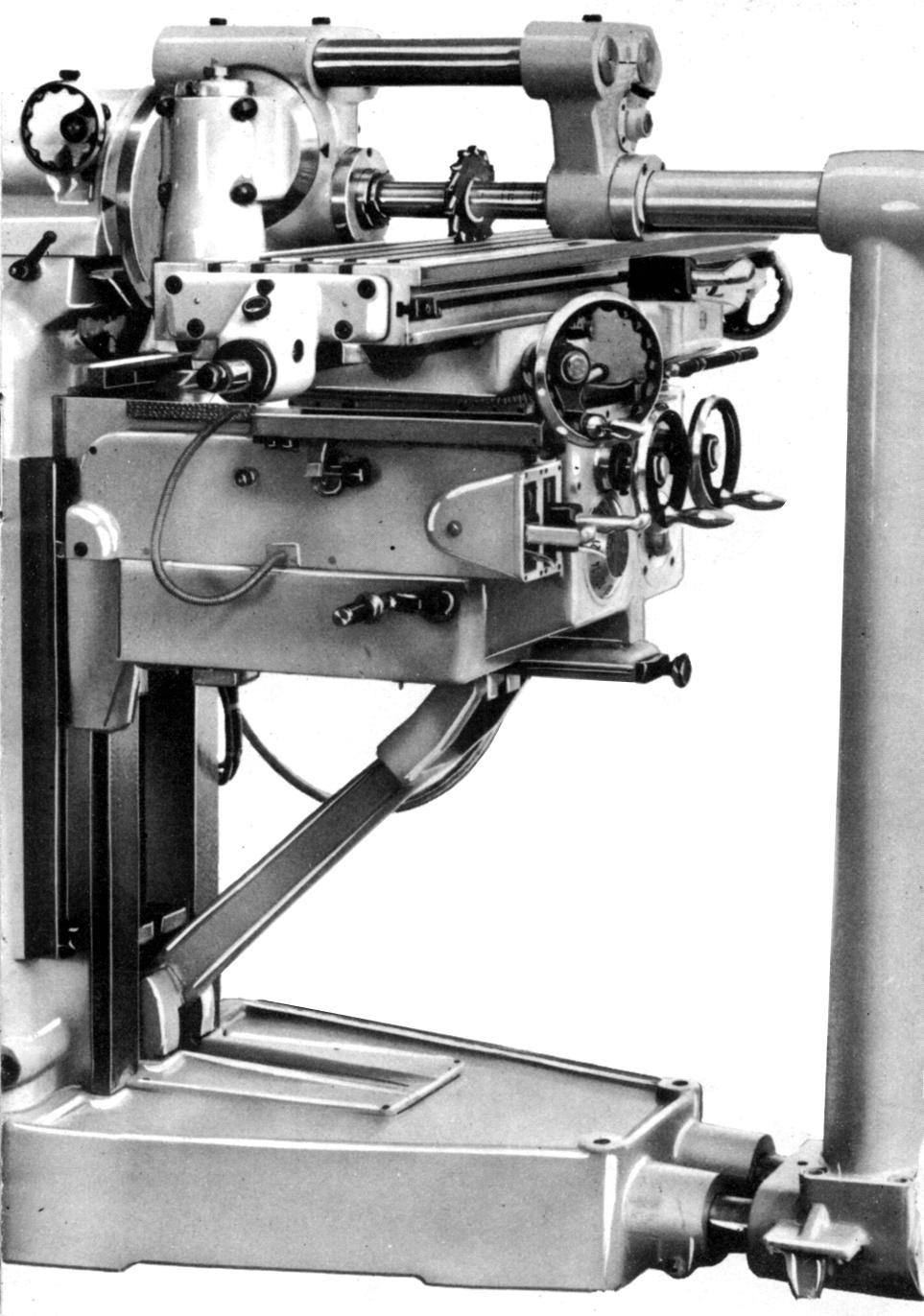
In addition to a well braced cutter assembly, the designers sought to overcome one of the main drawbacks of knee-type milling machine (where the great mass of the knee has to be lifted by the elevating screw) and instead incorporate some advantages of the bed-type where the knee is dispensed with and the head elevated instead. To achieve this, the knee was fitted with an ingeniously designed diagonal support that ran from the junction of the foot with the knee ways to a slide machined on the underside of the knee casting to which it could be locked. Termed the "knee equaliser" this unit not only formed a triangle of forces, but caused the knee elevation screw to be moved backwards so that it lay between the knee ways where its position allowed it to be increased in length and so give, the maker's claimed, a greater-than-normal vertical travel to the table assembly.
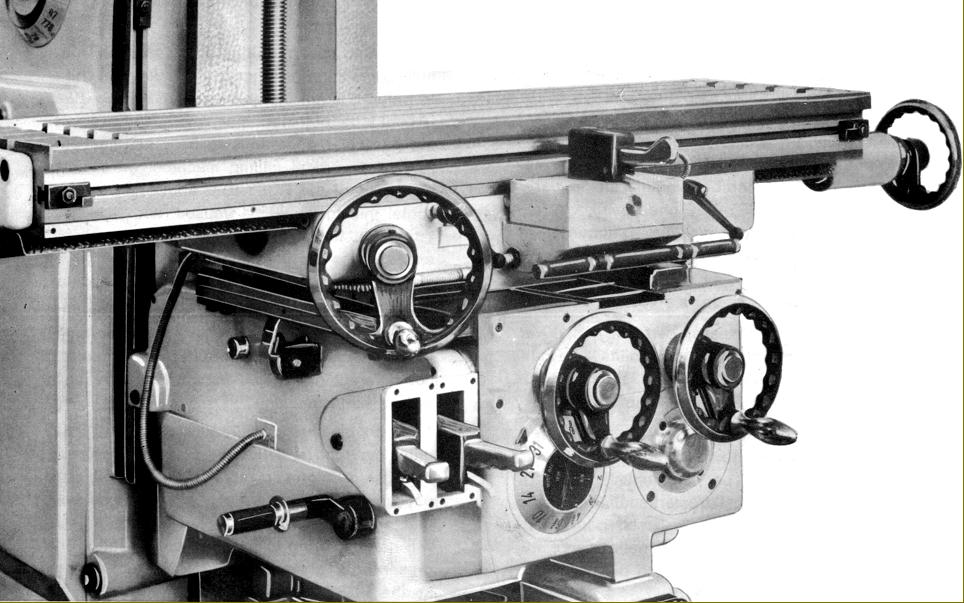
51.2" long and 14" wide (1300 x 360 mm) the table had four T-slots on 2.375" (60 mm) spacing, a longitudinal travel of 37.75" (960 mm), a traverse of 12.625" (320 mm) and vertically of 23,5" (600 mm). The ¼" pitch (6 mm) feed screw was fitted as standard with a backlash eliminator (to allow climb milling) and equipped with two handwheels - that on the right being direct drive and that on the left (with a folding grip) working through reduction gearing to give a slower, more easily controlled rate of feed. Driven by a 2-pole, 2 h. p. motor flange-mounted on the right-hand face of the knee, the twelve rates of power feeds were driven through electromagnetic clutches and ranged from 3/8" to 31" (10 to 770 mm) per minute horizontally and in traverse and from 1/8" to 10" (5 to 385 mm) per minute vertically. Automatic stops were fitted to each axis (the stopping precision being within a few hundredths of a mm) with, as an option, the fitting of an automatic-cycle control on the longitudinal feed only. A dial on the front of the knee changed the feed rates, these being engraved around its periphery. Rapids were fitted to each axis at the rate of 80" (2050 mm) per minute horizontally and in traverse and 27" (1025 mm) per minute vertically. To engage the rapid feeds, each feed-control lever was equipped with a spring-loaded trigger that the operator pressed to engage the drive and released to stop it; for the sake of safety it was not, of course, possible to lock the engagement.
For a conventional miller the makers claimed some useful metal-removal rates: on climb milling a 200 Brinell cast-iron job could be machined with a 13/16" (20 mm) wide H.S. cutter at a depth of 2.1" (52 mm) and at a cutting speed of 24 metres per minute to give a metal-removal rate of 20" (514 mm) per minute. The same material machined with the vertical head at a cutting speed of 72 metres per minute using a cutter 2.375" (60 mm) in diameter at a cut depth of 19/32" (15 mm) removed metal at the rate of 14" per minute.
Lubrication was entirely automatic, it being necessary only to top up the reservoirs as required.
Accessories included a slotting head with a stroke travel of 3.2" (80 mm) and rate adjustable between 15 and 765 per minute and a high-speed (4000 r.p.m.) drilling and milling head carried on a bracket supported by the over-arms and driven from the spindle nose. The unit, unlike the standard head, was equipped with both a rapid-action lever feed and a fine-feed handwheel..
|
|