|
Brackenbury & Austin Pty. Ltd. were based in the Sydney suburb of Surry Hills with offices at 247 Devonshire Street and a factory next door at 7 Nickson Street. In 2017 Google Street View showed what would have been a large, single-story factory and the offices converted to modern apartments with, happily, the Brackenbuty & Austin Script left in place on the facade. In the Sydney Morning Herald for 22/1/1949 the company advertised that they:….had capacity available on their 10' x 4' x 4' metal planing machine and their No.1 Richards Horizontal Boring Machine and on 1/11/1950 they offered: ...machine tools reconditioned to original accuracy ... all suggesting that the company must have diversified into small lathe production as a means of keeping busy.
Run by a Mr. Brackenbury and the Austin Brothers (sons of the founder) the active life of the Company probably finished in the late 1960s (or at least, production of lathes is likely to have ended by then) with a legal de-registration noted as late as January, 2006. After closure, apprentices were transferred to other factories - though they were shocked to discover that these lacked the close-knit, family atmosphere present at B & A with its seventeen or eighteen-strong workforce and personal involvement of the owners and the one-time shop steward, Arthur Shortland. Alan Austin continued his career by going to work in the drawing office at Nuttall Engineering (he had a degree in engineering and designed most of the jigs used at B&A).
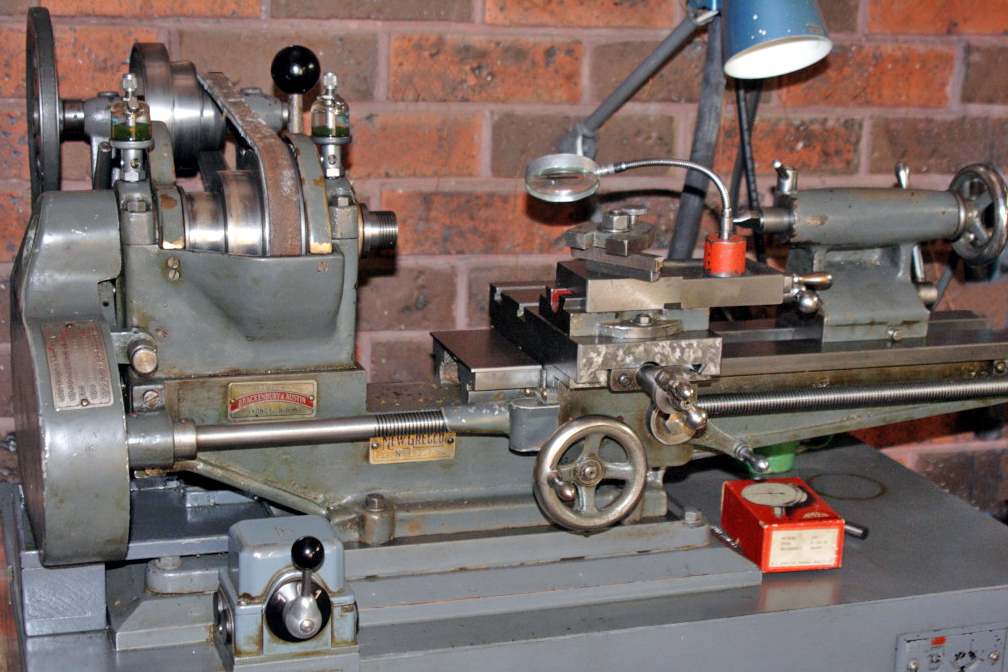
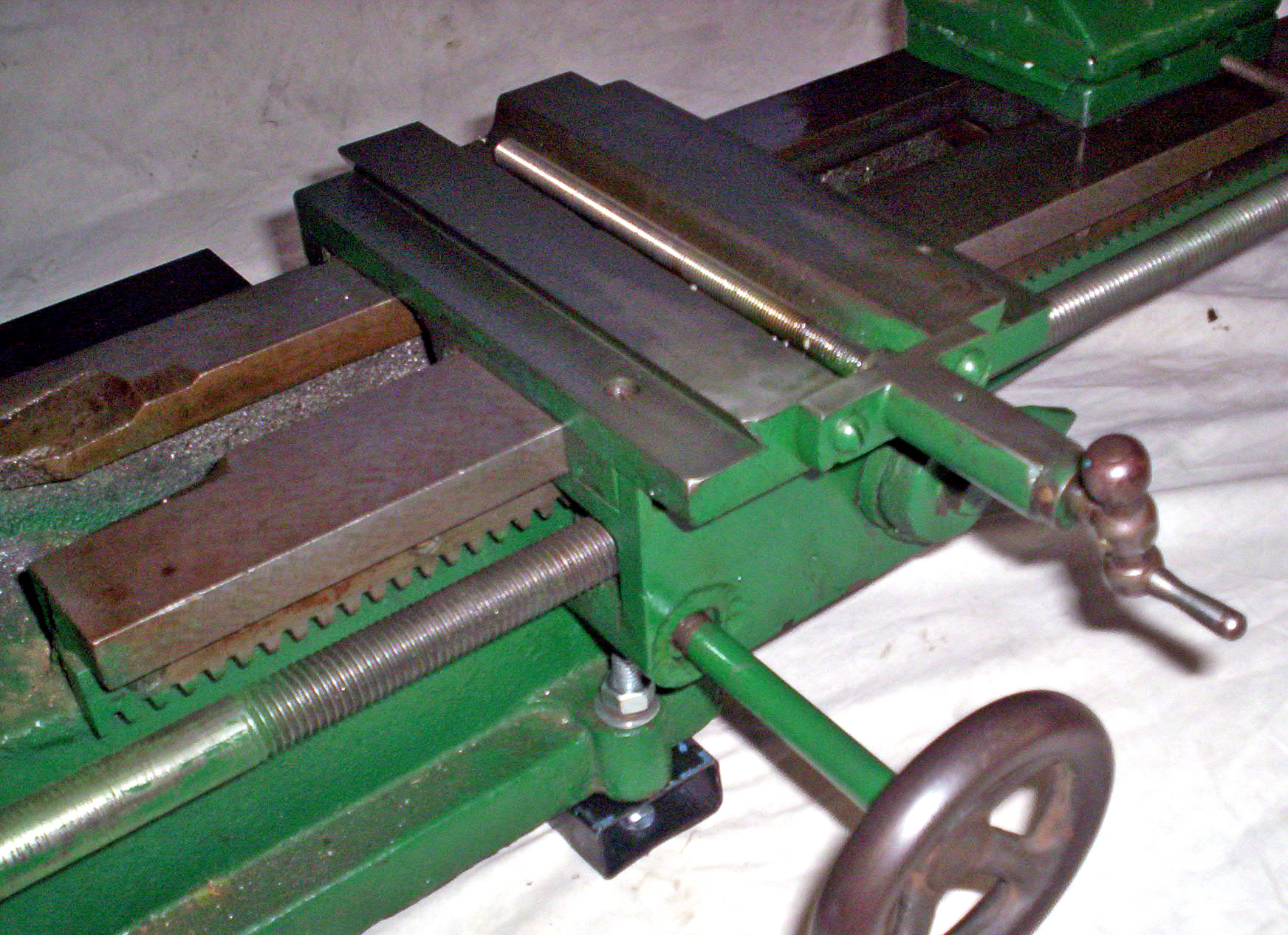
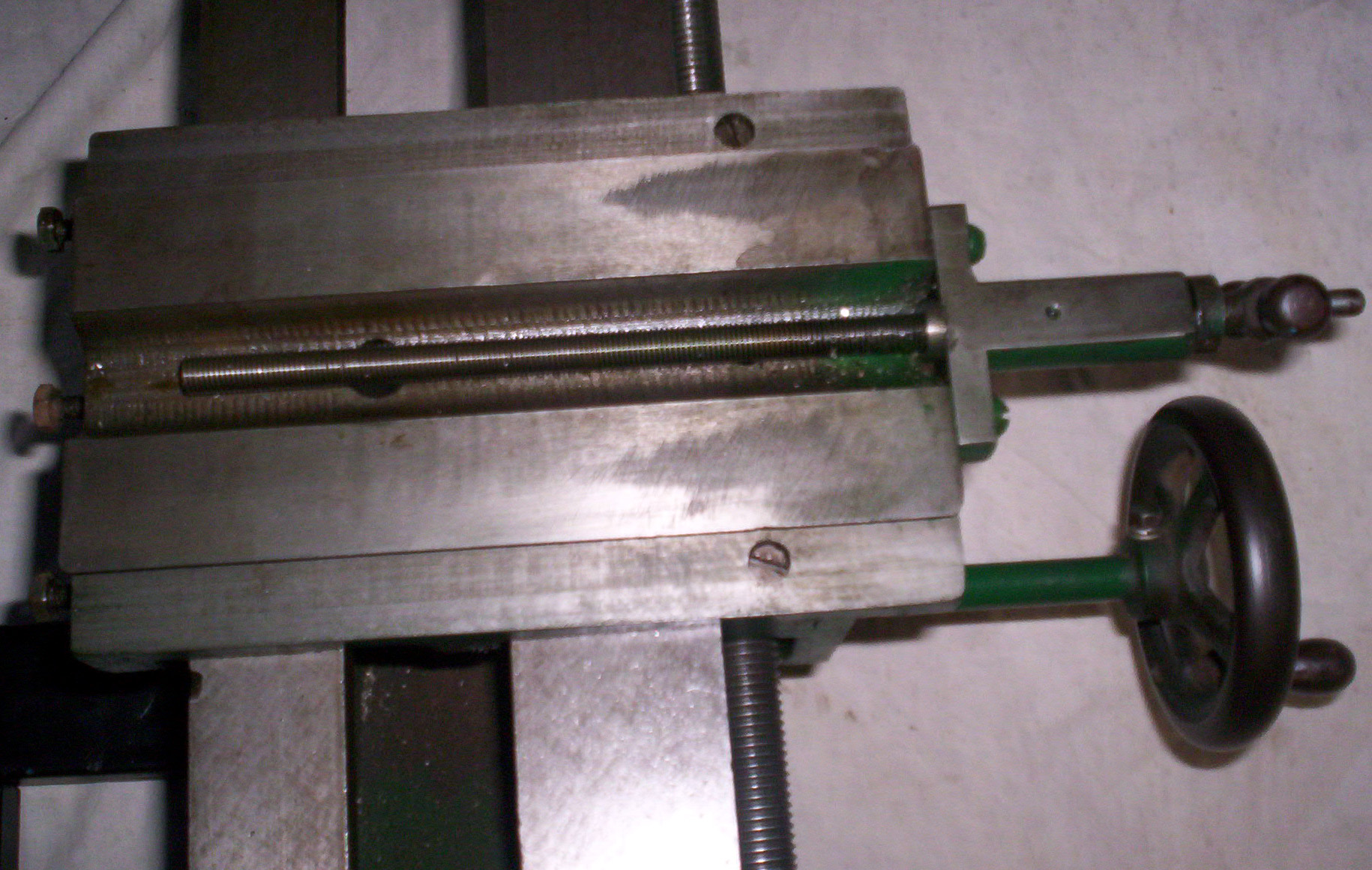
At least three models of Brackenbury and Austin were produced, the two shown on this page and one badged as the Veem and Premo. Of the other two types, one, with a centre height of 43/16-inches and a between-centres' capacity of 17-inches, resembled (with its cantilever-form bed) a Drummond M Type and was also offered as the New Gregco or Gregco 918 - Gregco being (almost certainly) the trade name of H. P. Gregory, a firm of Sydney machine-tool merchants. The lathes could be bought direct from the makers and, in 1948, when the one shown at the top of the page was purchased, it cost £A115 - about the same as a Myford ML7. From its appearance it seems to have been an especially well-built lathe with neat detailing and a comprehensive specification. The third lathe down, Serial Number 1049 (set against the blue background), was chosen by its new owner as being superior to the Myford in swing, the size of the spindle bore and general heaviness of build. Although the serial number (stamped into the bed) might indicate a series starting at 1001 the top slide was numbered 991, but over-stamped to 1049. Perhaps a faulty slide was spotted on a lathe ready for dispatch and an alternative substituted.
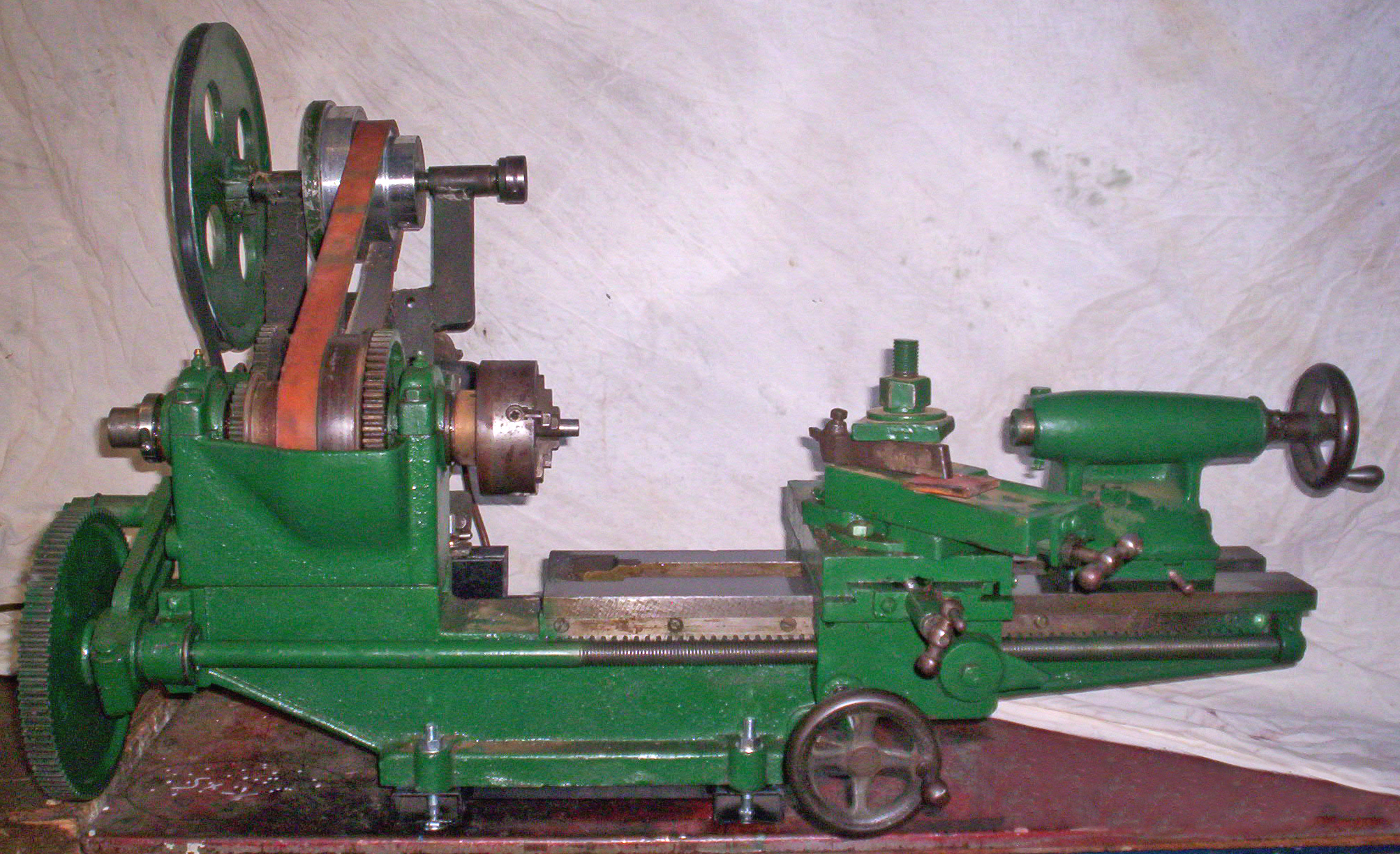
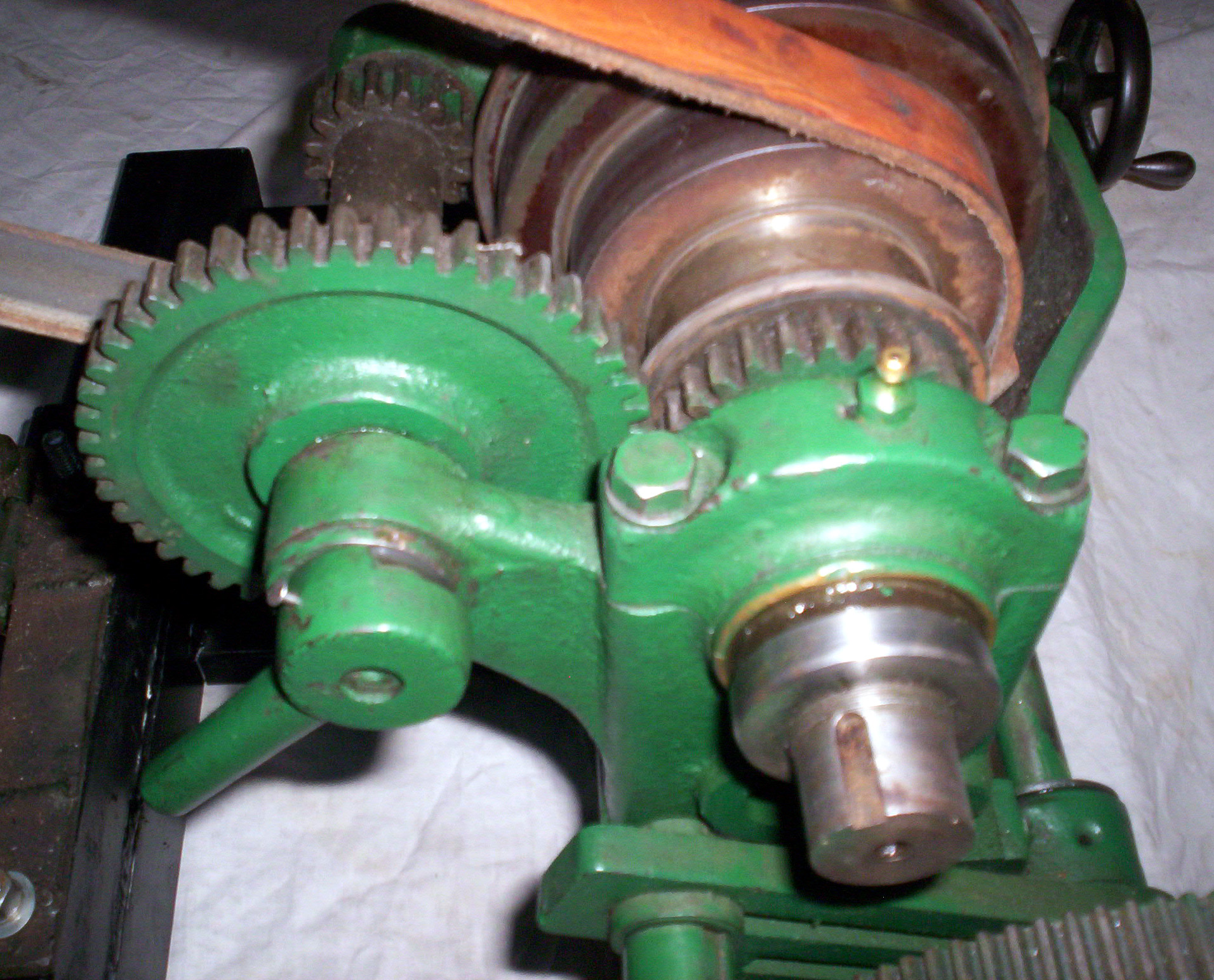
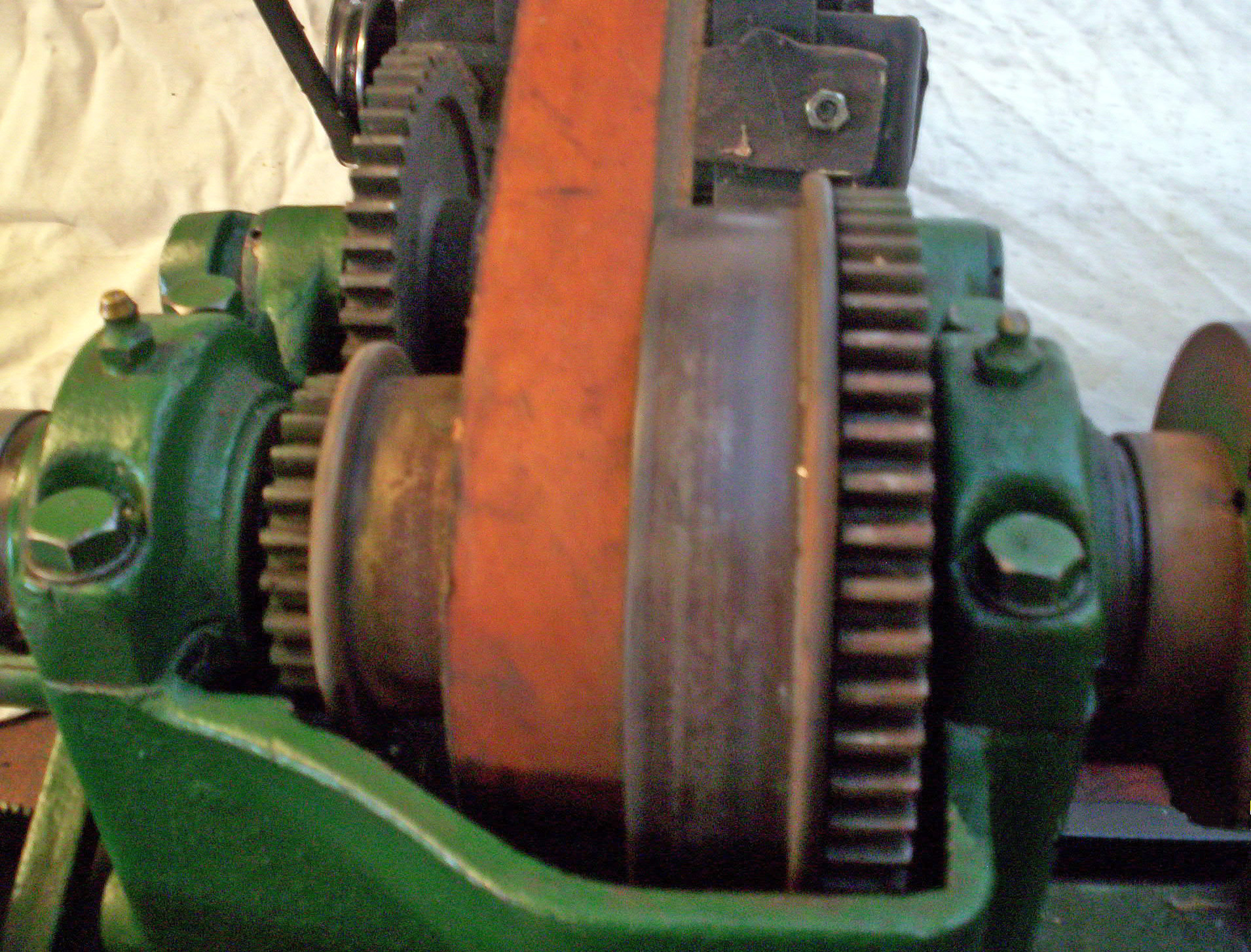
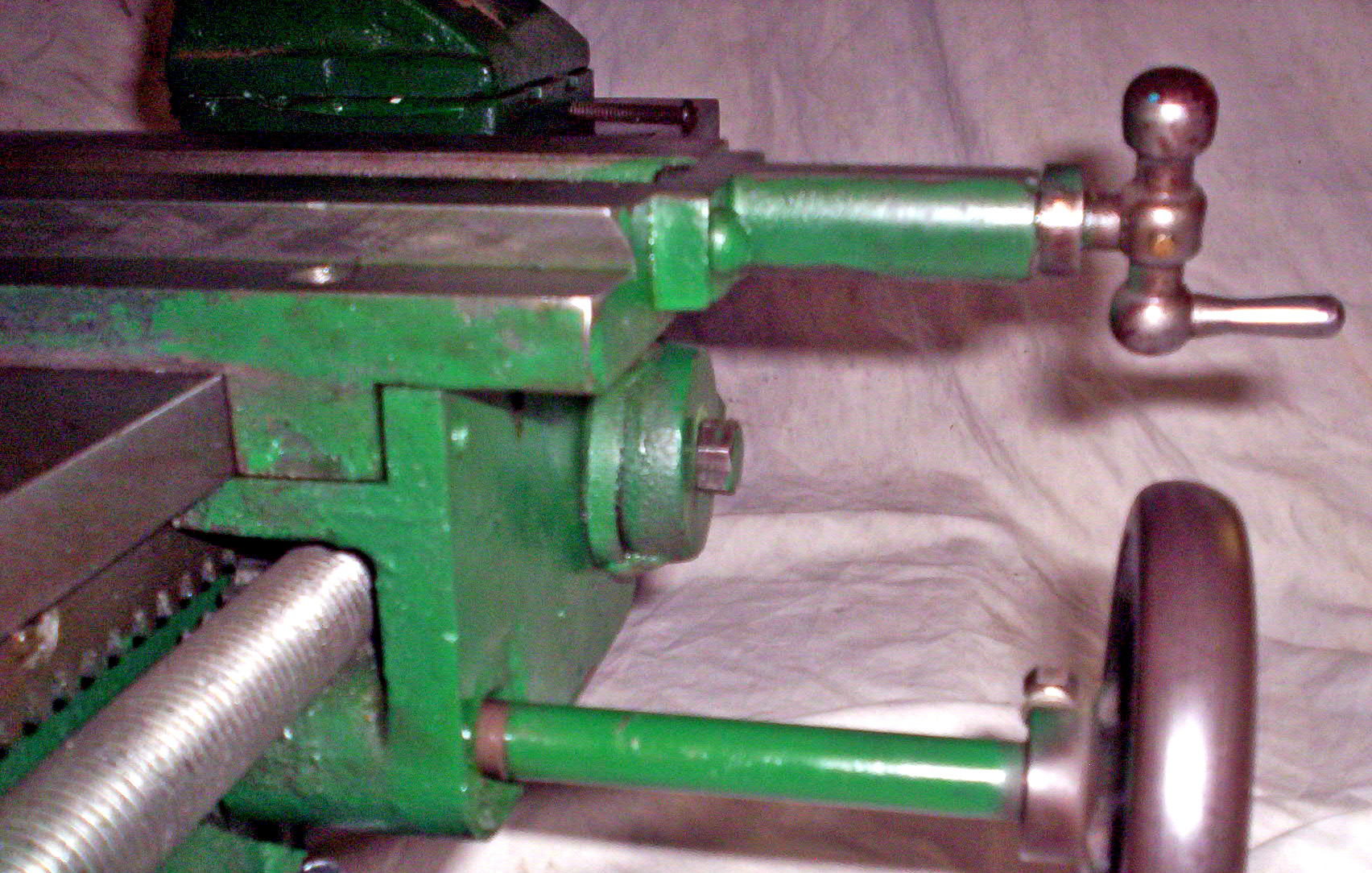
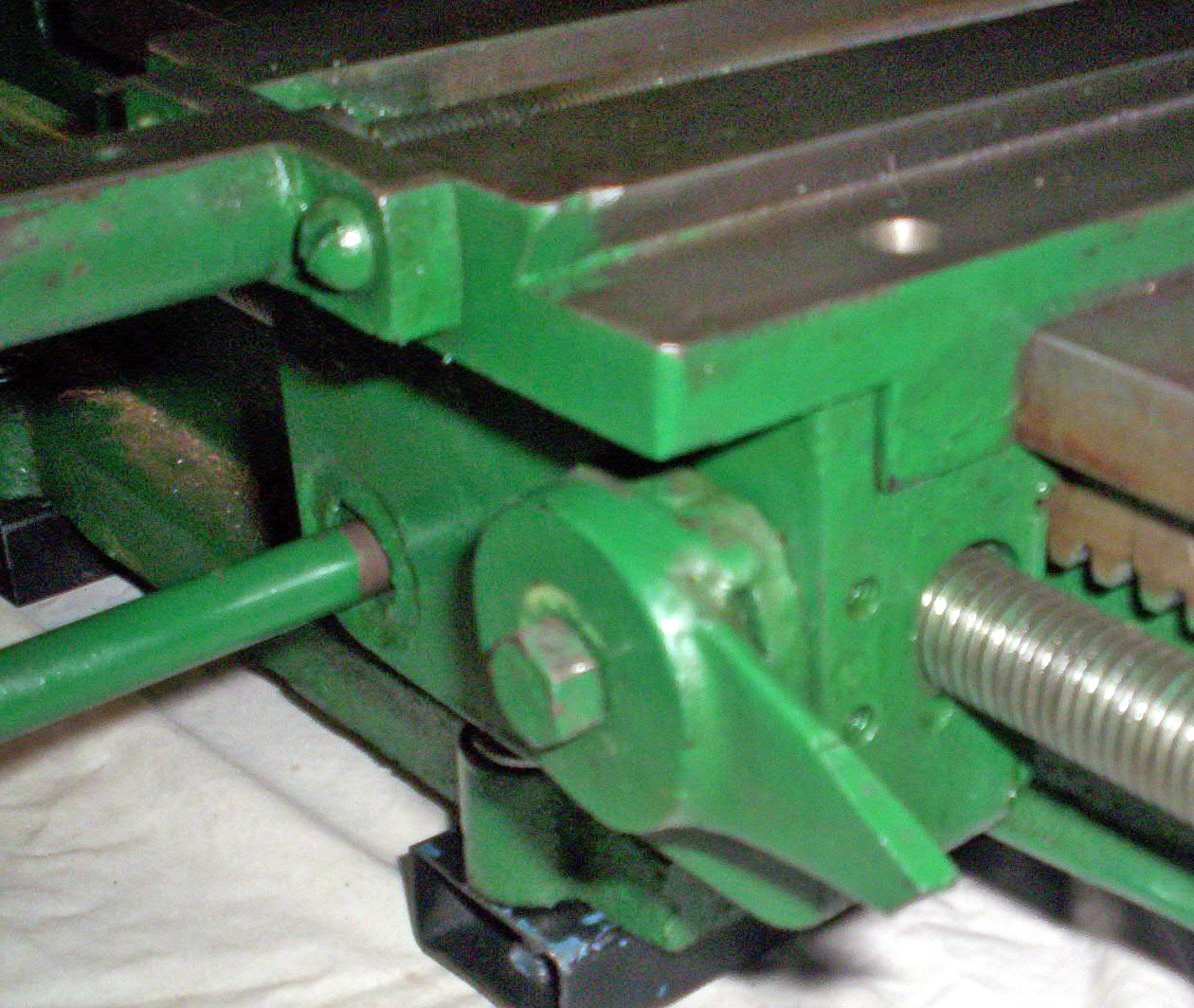
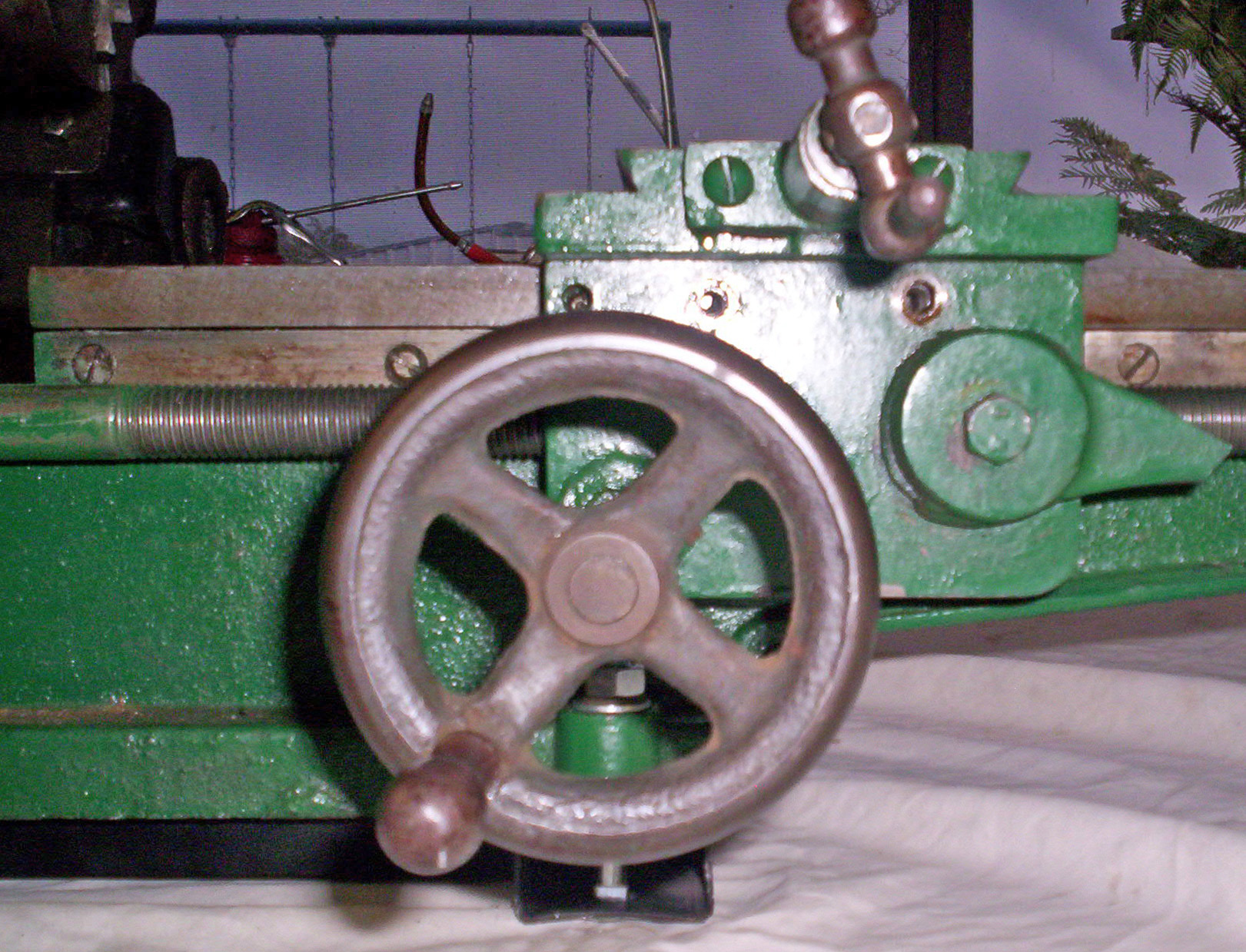
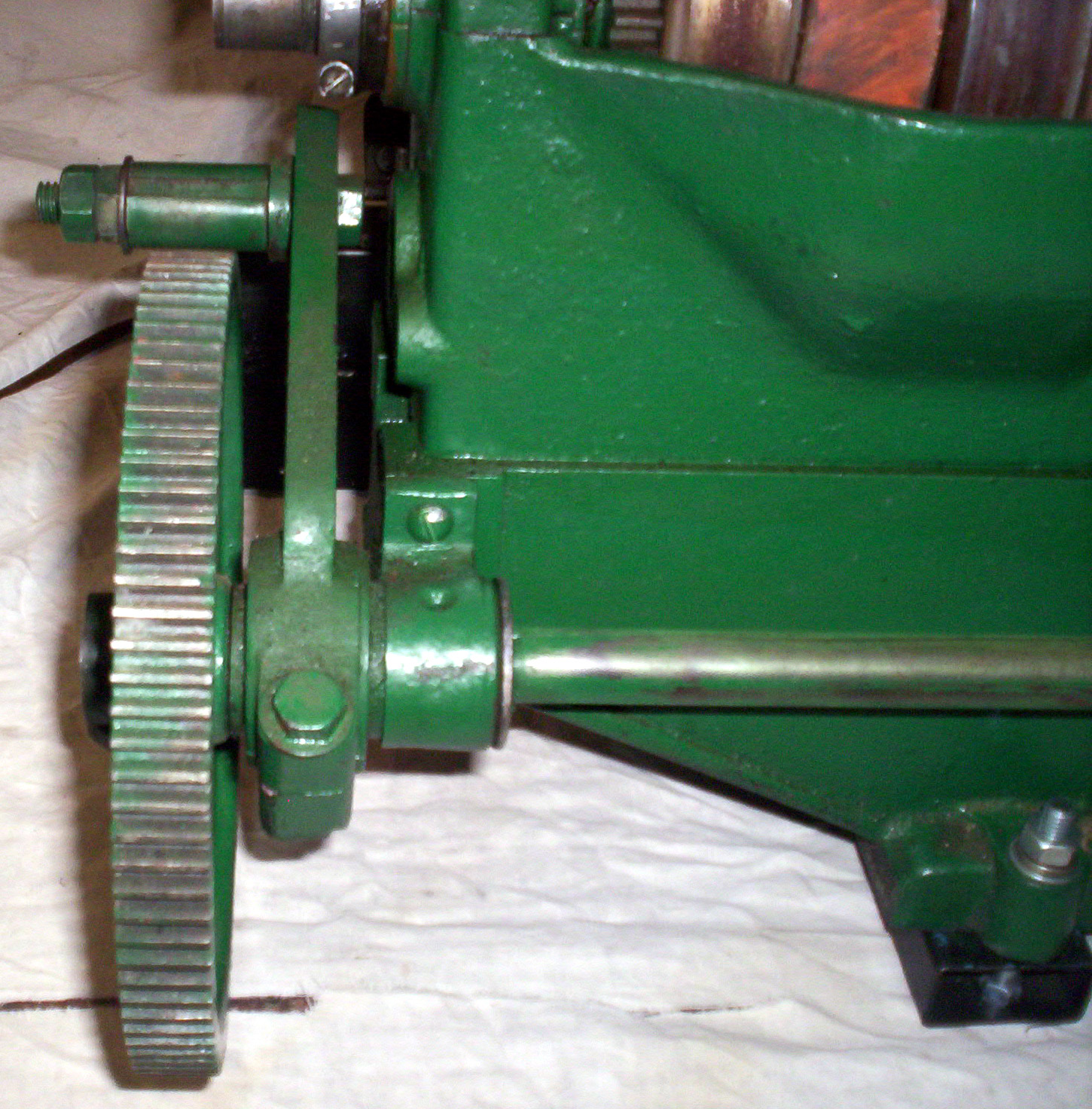
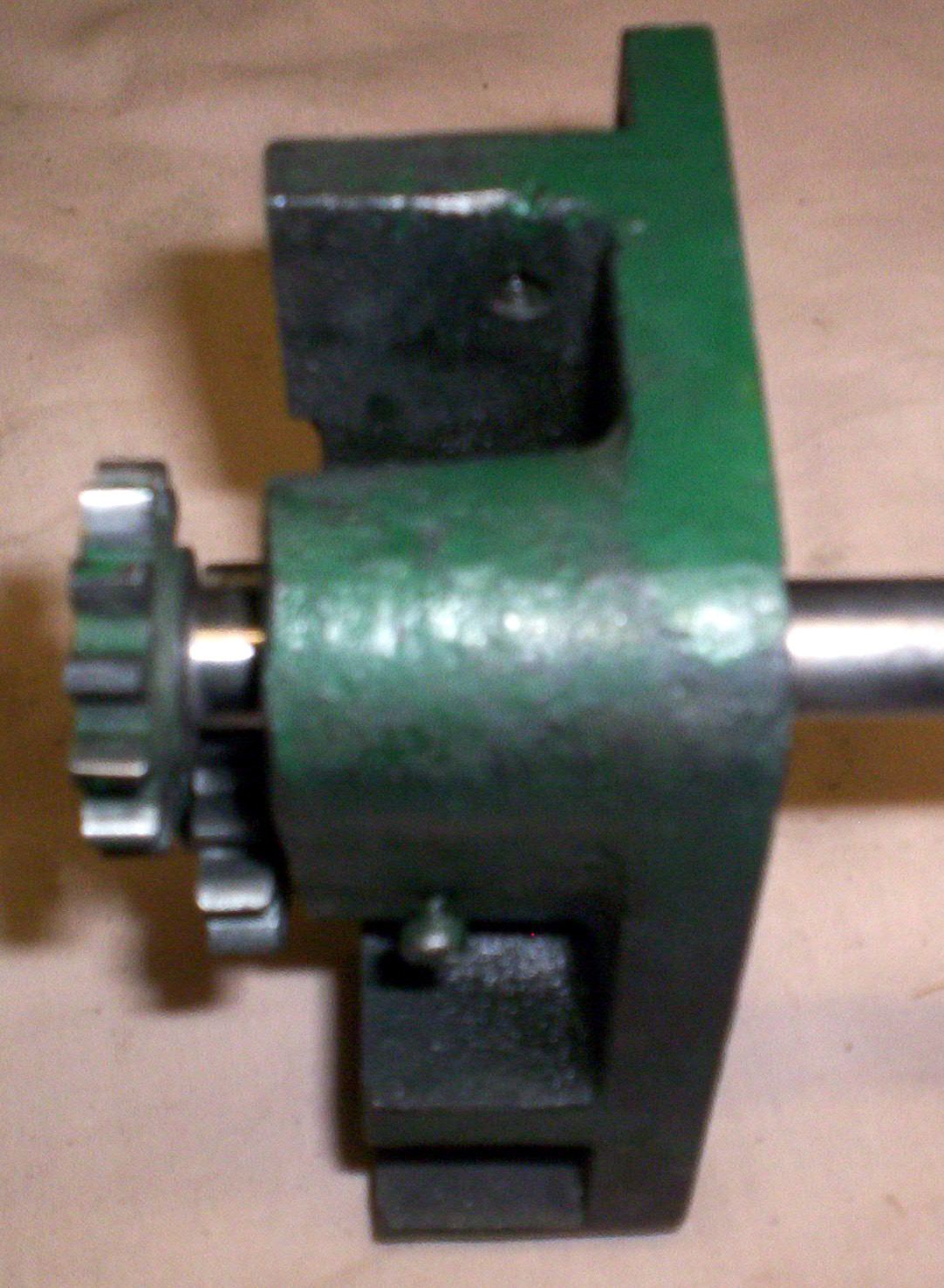
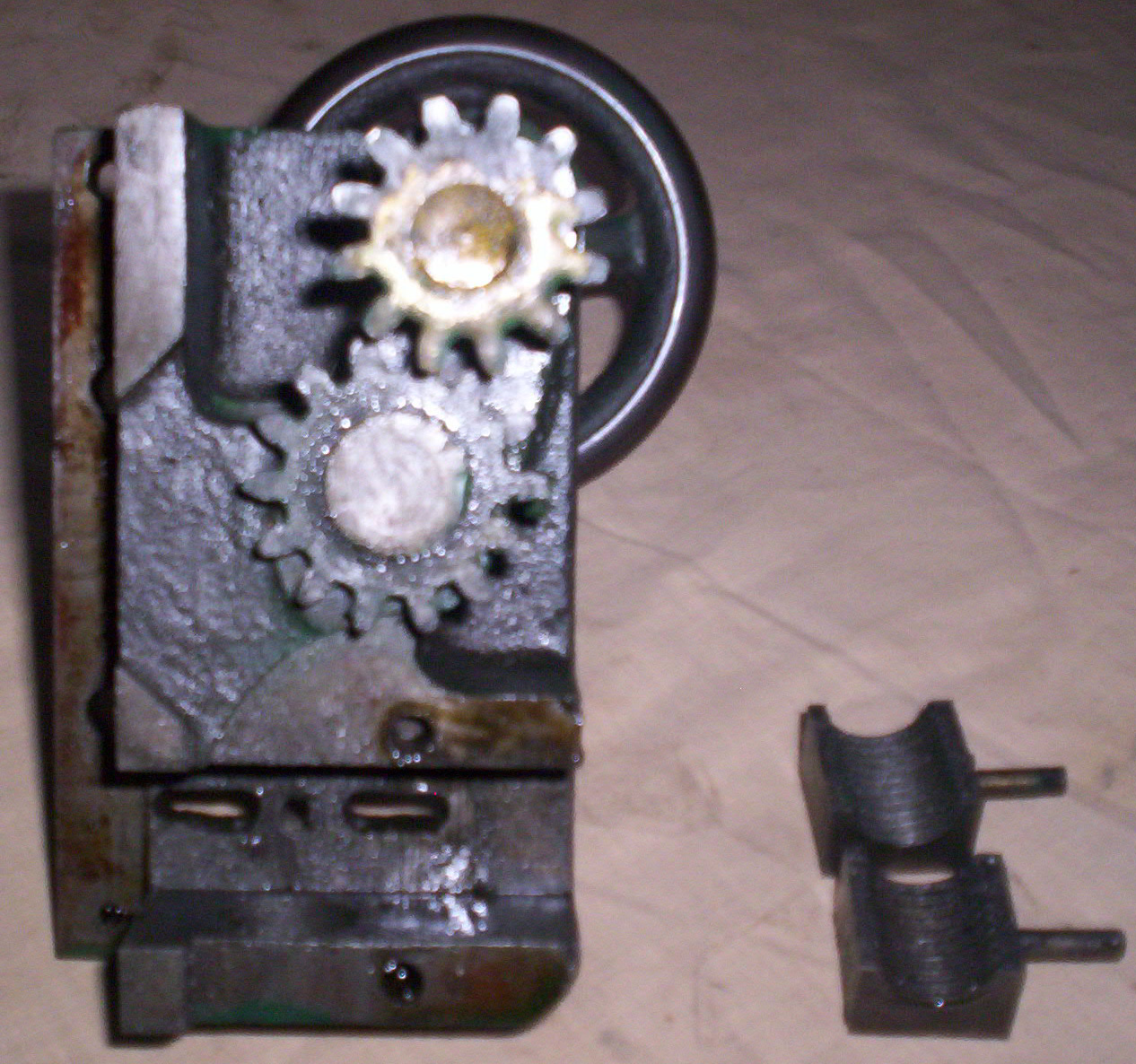
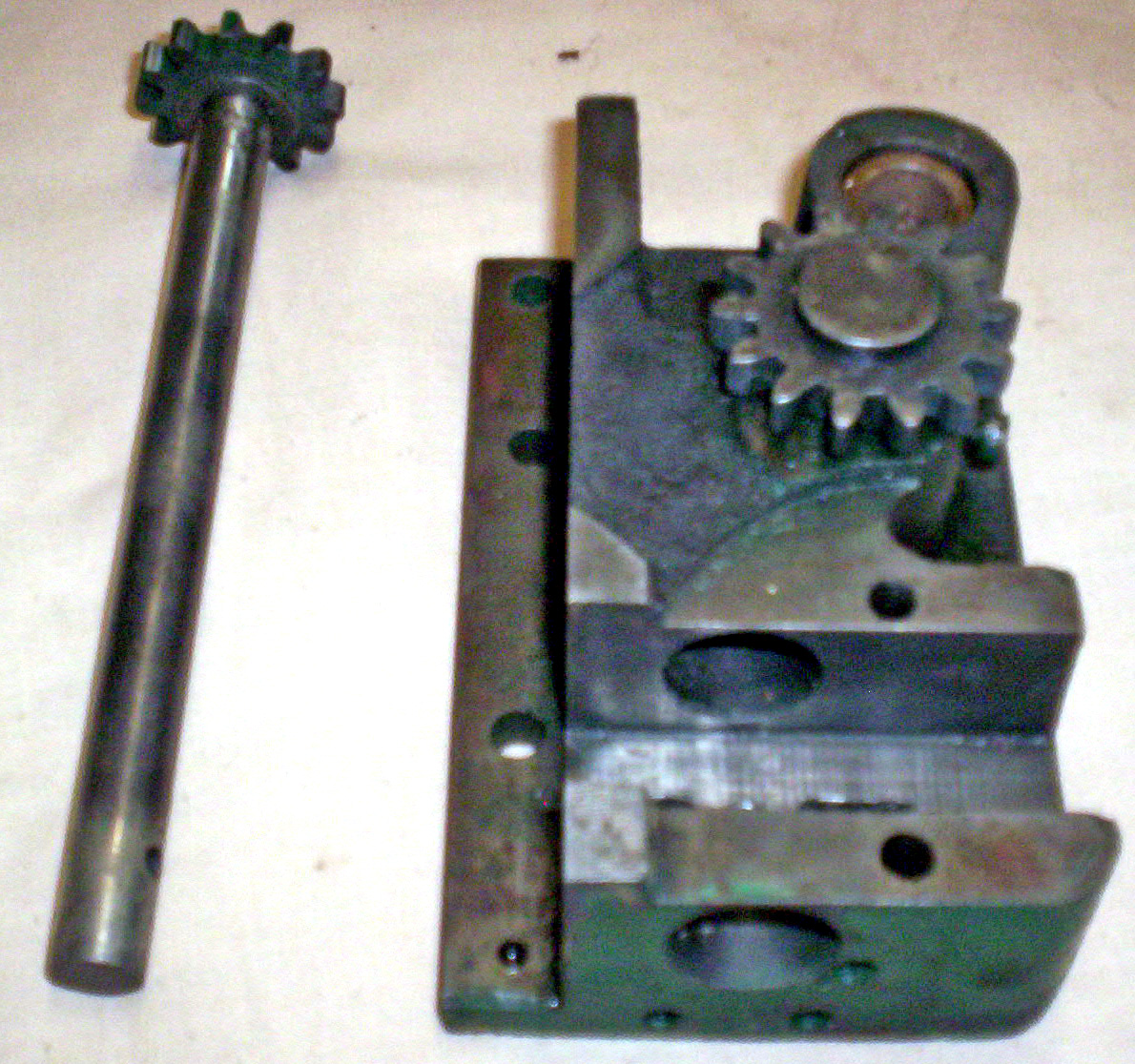
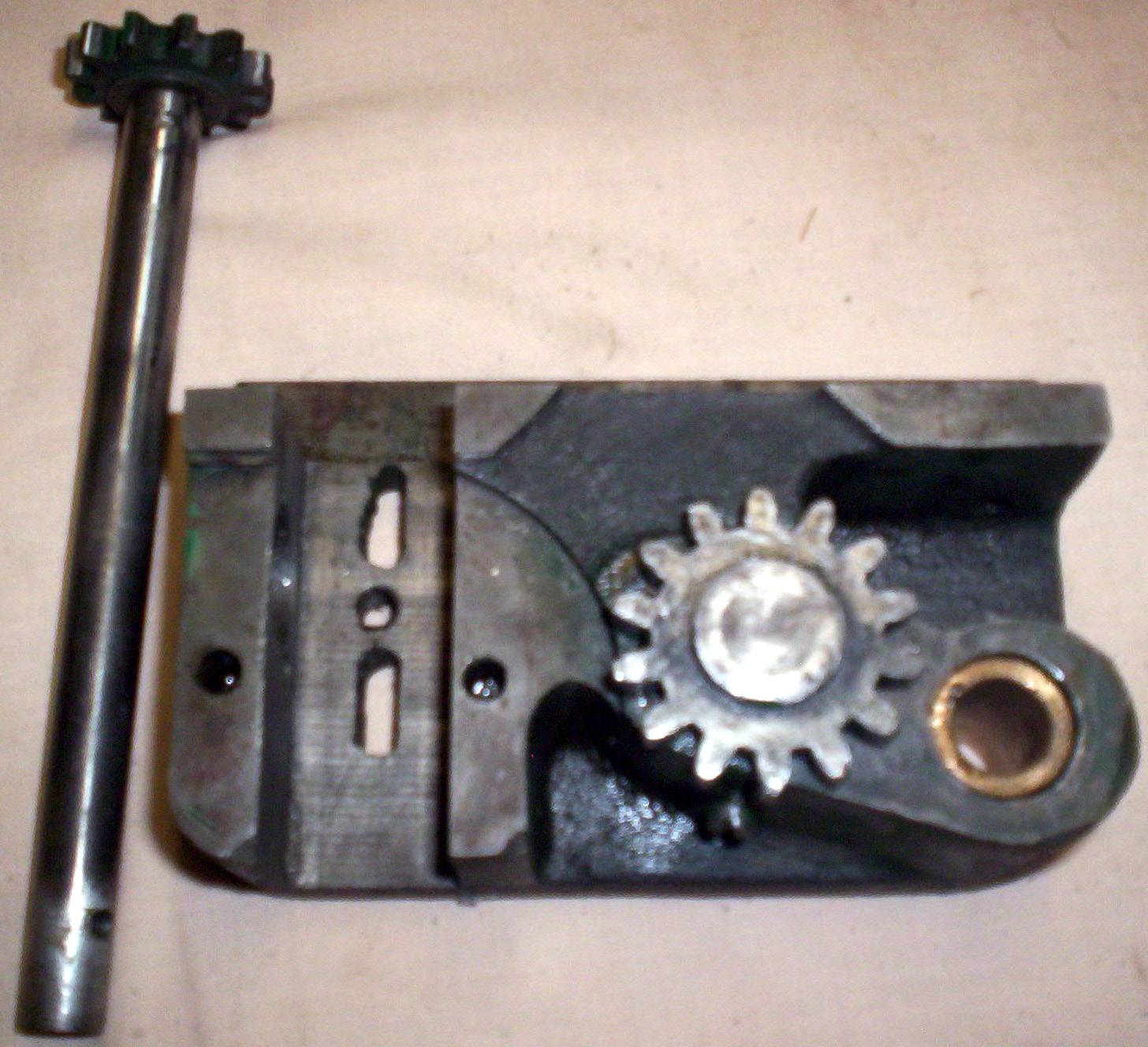
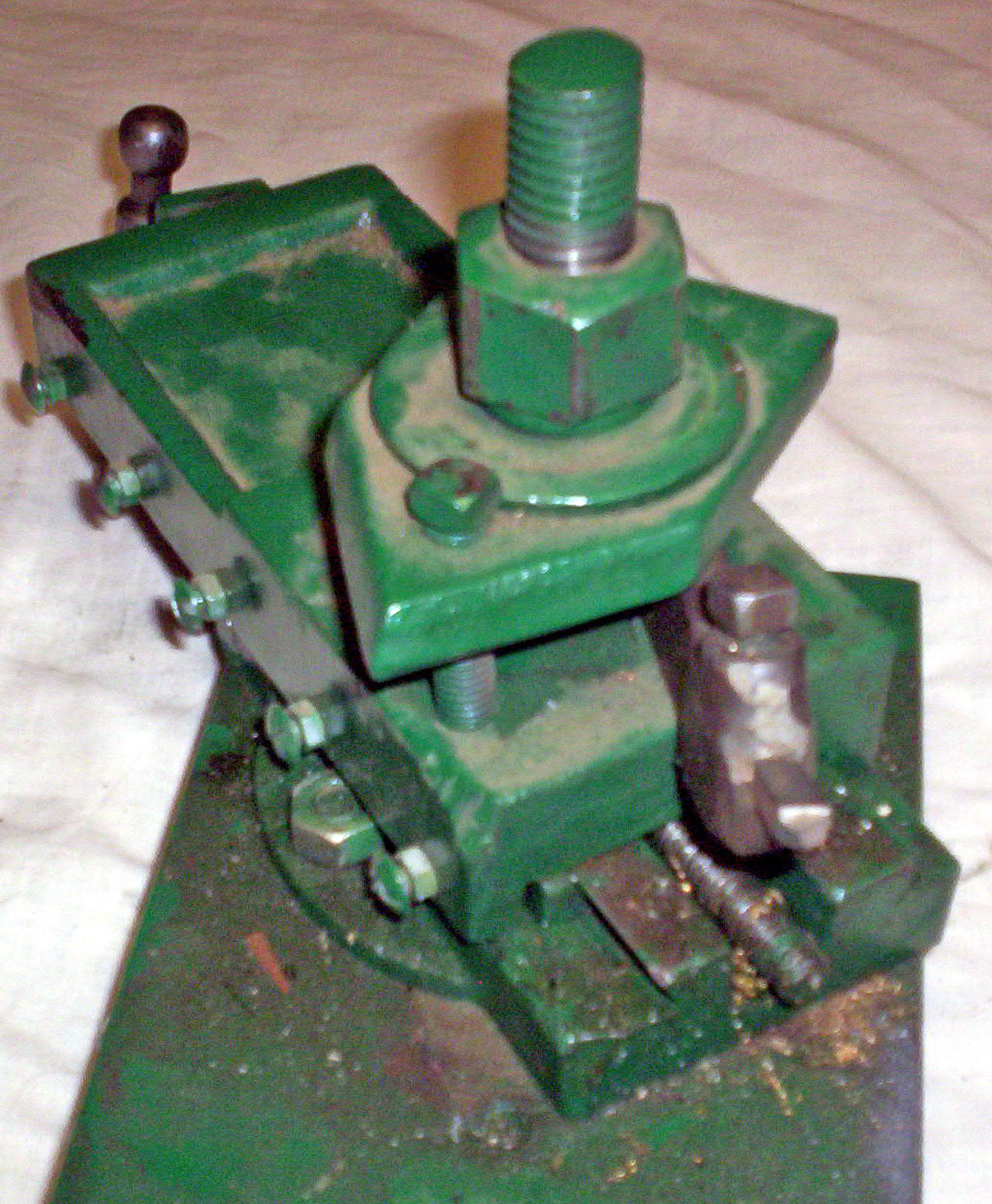
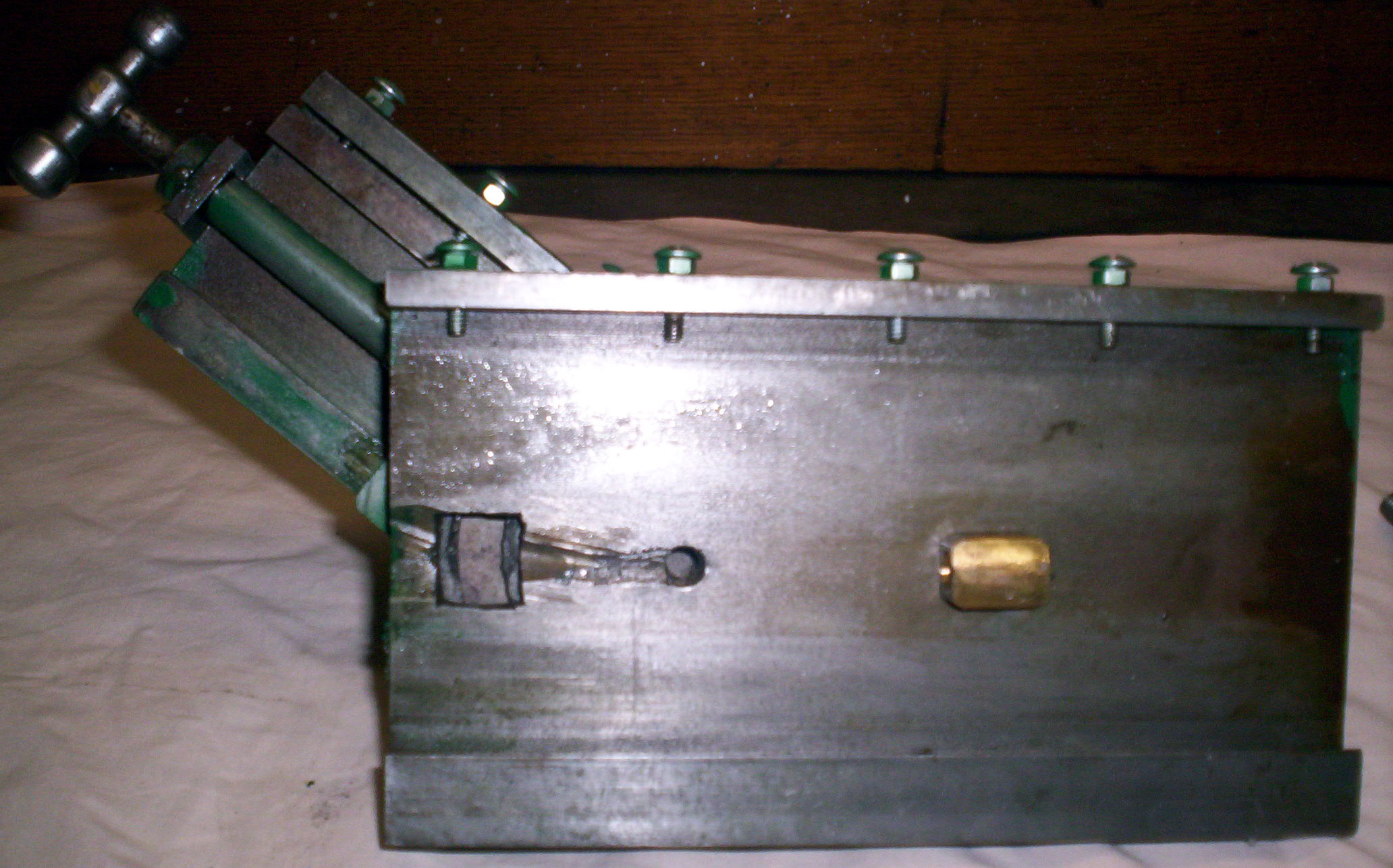
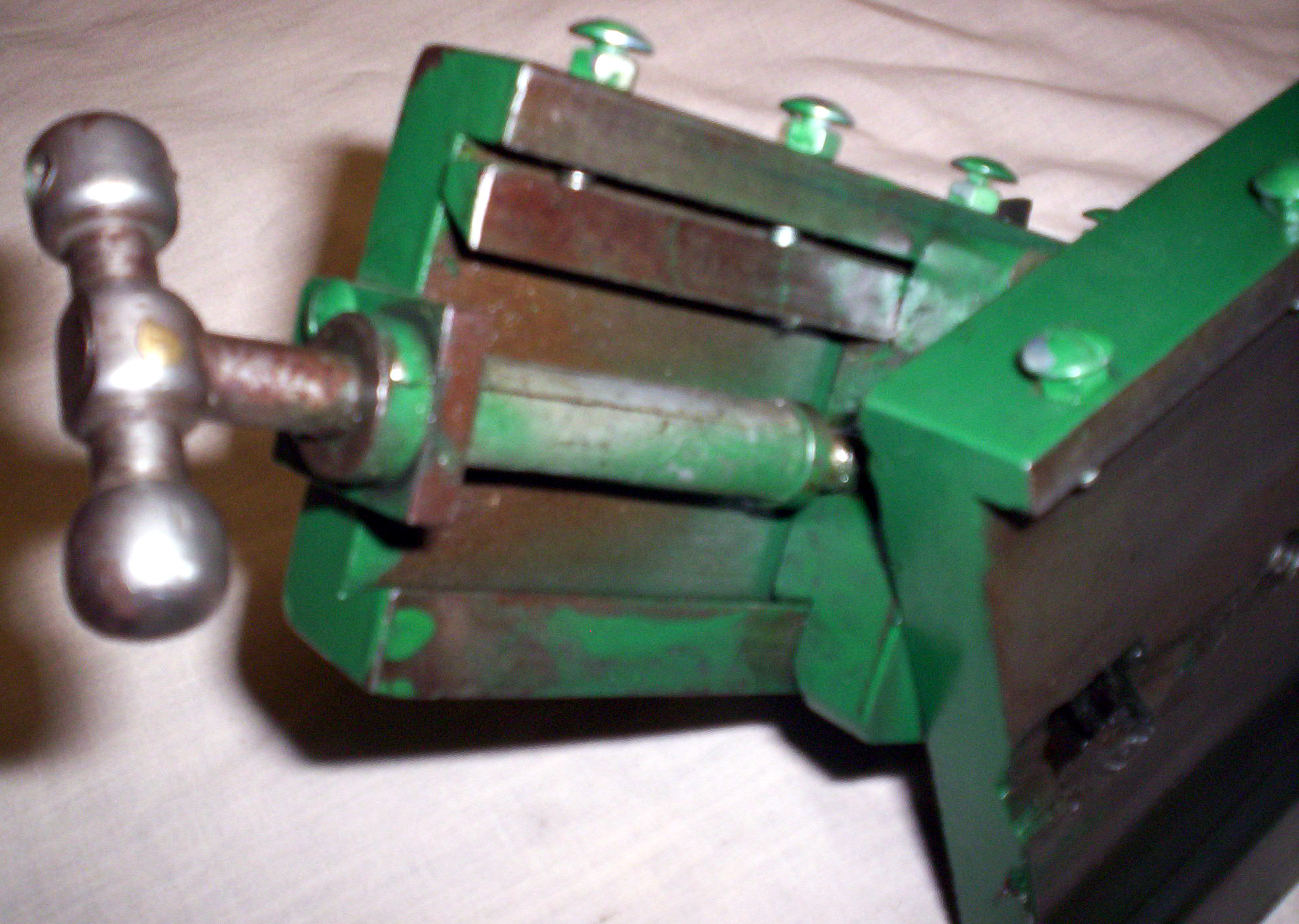
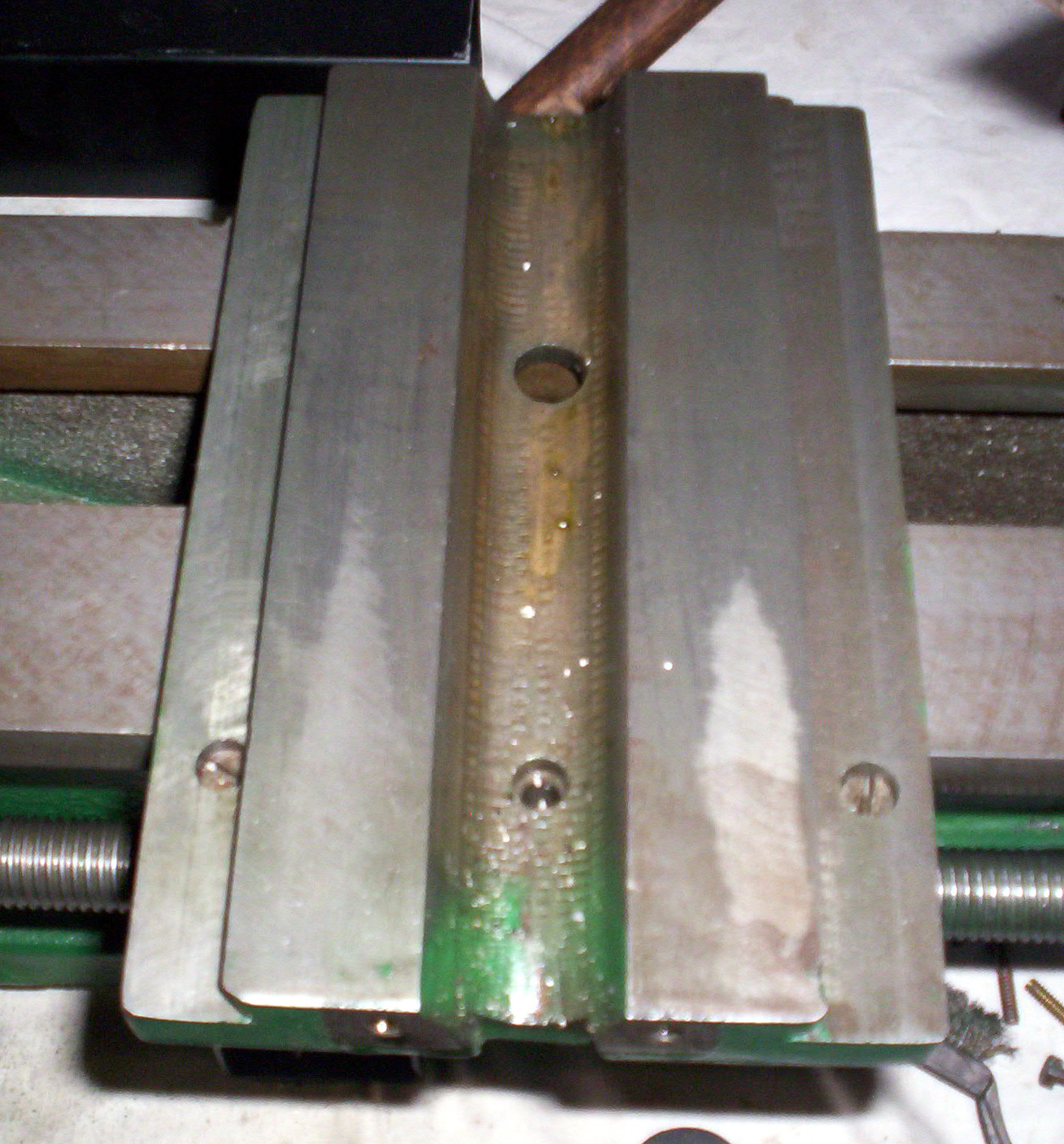
Bored through 3/4", and with a 15/16-inch x 10 t.p.i. Whitworth nose, the No. 3 Morse taper spindle (the Drummond sufficed with just a Number 1 and the Myford ML7 with a No. 2) ran in plain bronze bearings. 6 speeds were provided, three by direct flat-belt drive and three backgeared. The 8 t.p.i. leadscrew was driven through a tumble-reverse mechanism and a conventional changewheel set consisting of: 2 x 20t. 30t, 35t, 40t, 45t, 50t, 55t, 60t and 65t. Supplied with the lathe were an 8-inch faceplate, a plain threaded backplate and a countershaft pulley - but, unlike so many competitor machines that were in an almost ready-to-run state, no countershaft unit in the basic price. The other example to appear (in green, below) seems to be rather different - and of frankly crude construction and quite at odds with the other types discovered..
If any reader can help with detailed photographs of Brackenbury & Austin lathes, examples of advertising literature or the Company's history, the writer would be pleased to hear from you..
|
|