|
Home Machine Tool Archive Machine-tools Sale & Wanted George Birch & Co. of Manchester, England, made, from the late 1800s and into the early years of the 20th century, a range of smaller machine tools including quite ordinary lathes and backgeared and plain horizontal milling machines, shapers and vertical slotters Although the majority of Birch machines might have been quite prosaic - and sold primarily for use in ordinary shops - they also made a number of beautifully constructed and complex lathes for ornamental turning. Of particular note was their well-thought-out overhead drive system that made powering toolpost-mounted accessories a simple task. Unlike other makers, when fitted for ornamental work, the Birch retained its headstock backgearing - a sensible idea that allowed the lathe to be pressed into use for normal work. Birch, like Spencer (another Manchester firm) and Rivett and Wade in the U.S.A., also produced a most unusual and fascinating lathe with the carriage running on ways formed along the front face of (a necessarily deep) bed - an idea that had found favour in the late Victorian period but was only continued into the 20th century by, so far as is known, Rivett and Spencer. |
||
|
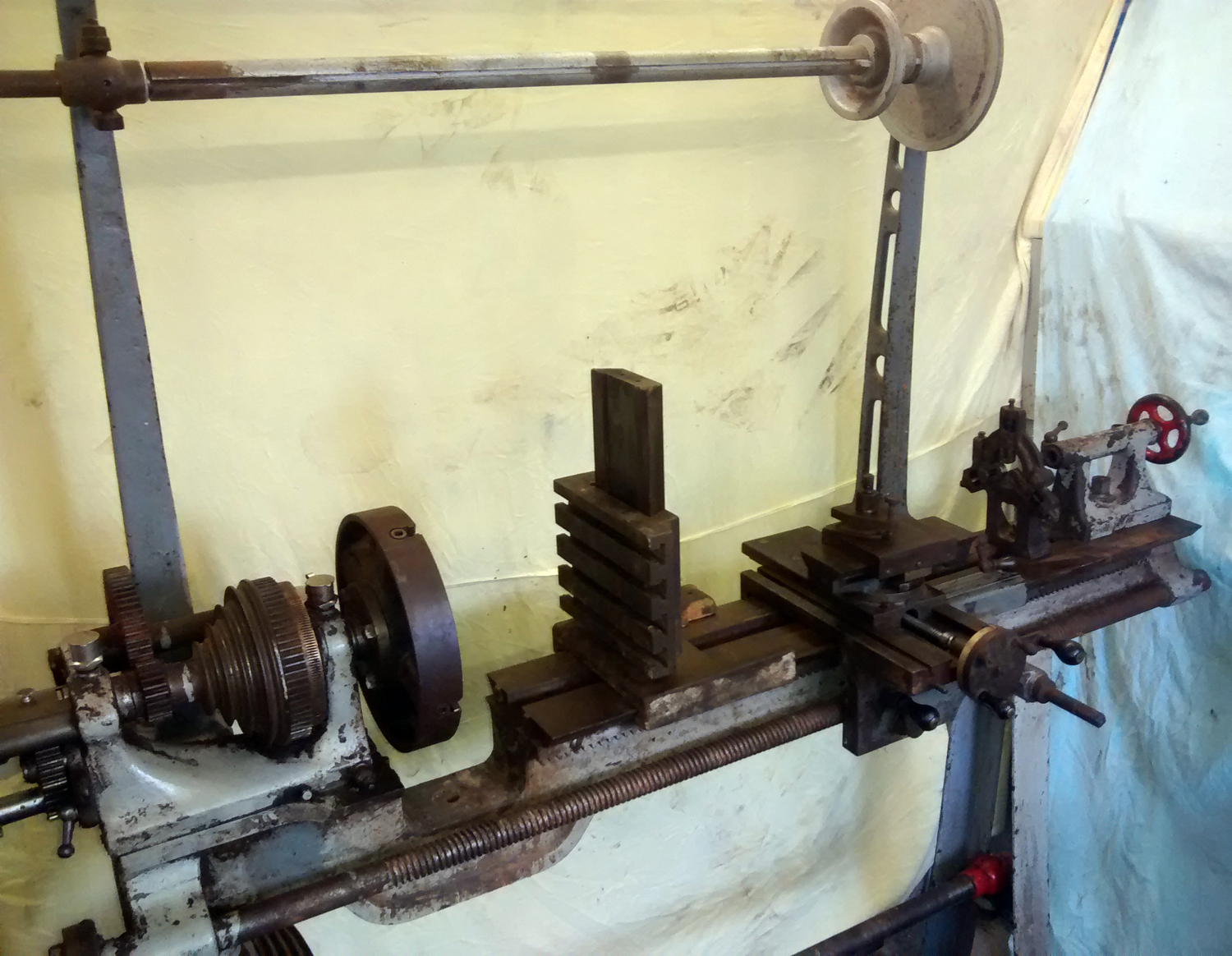
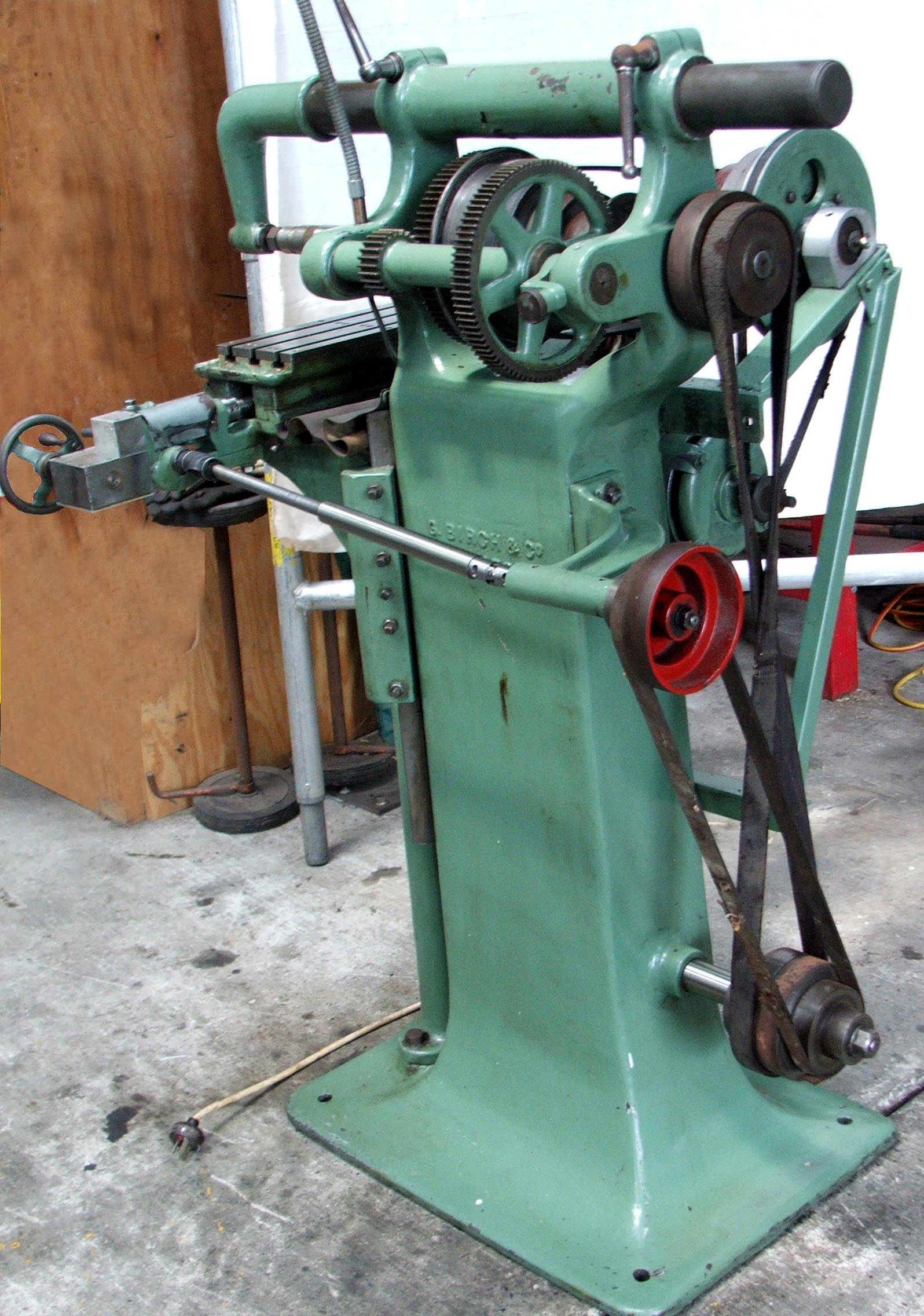
Birch "front-way" backgeared and screwcutting lathe |

|
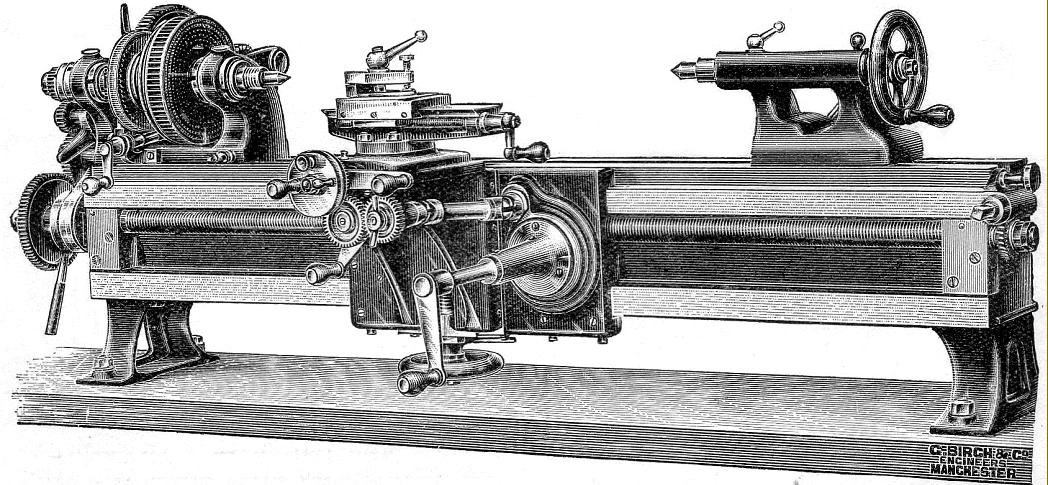
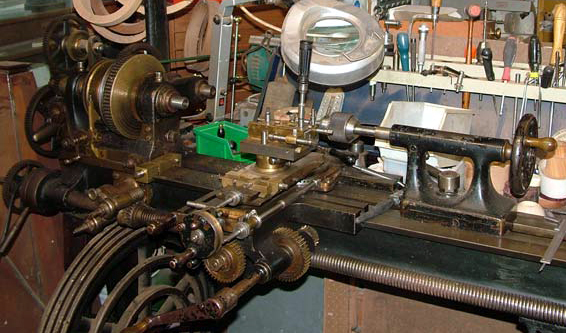
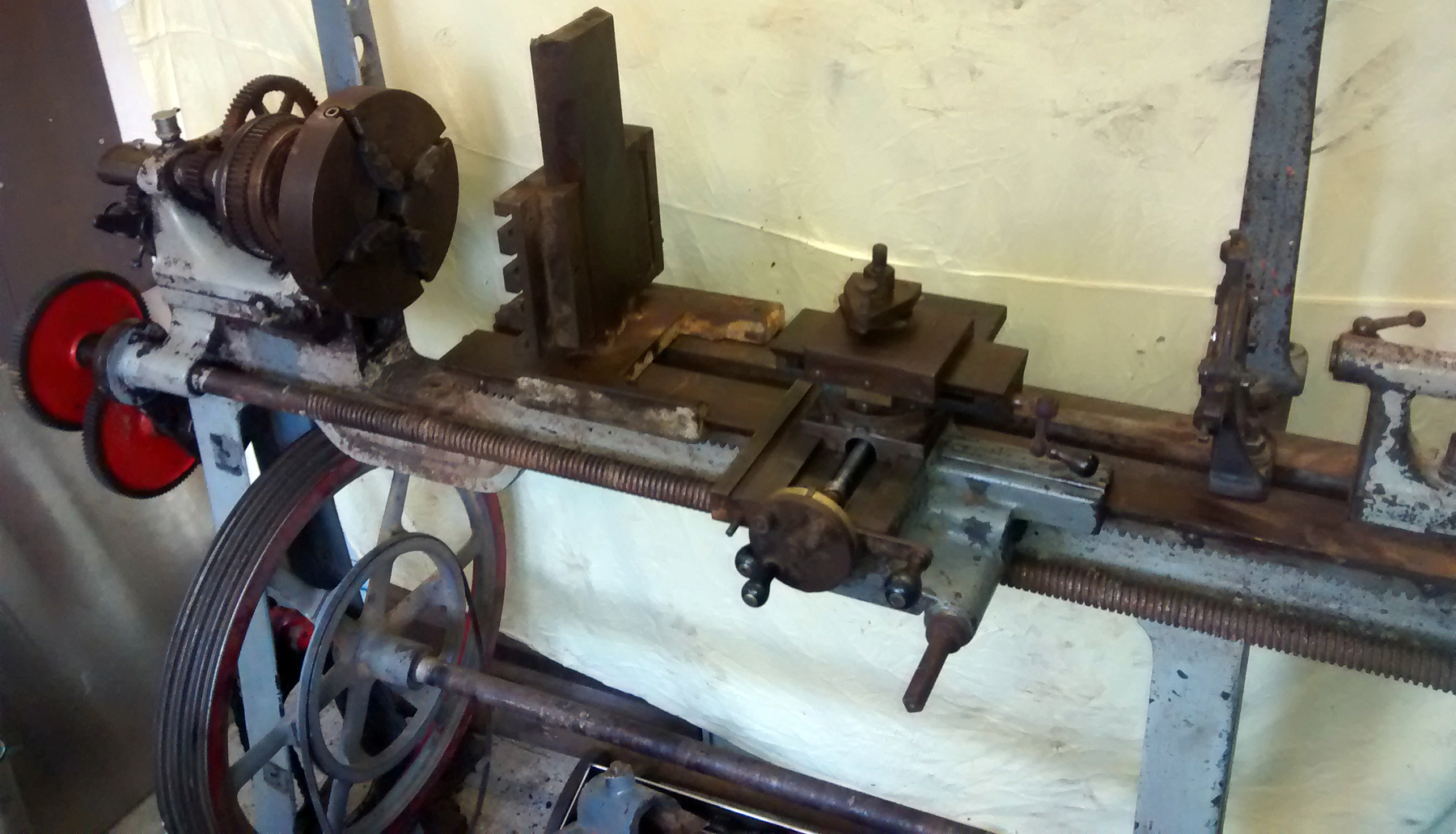
A less complex Birch front-way lathe with a double saddle arrangement. The saddles are connect together and move as one, that on the left with the hand T-rest able to pass in front of the headstock and so bring into position that carrying the compound slide-rest assembly |

|
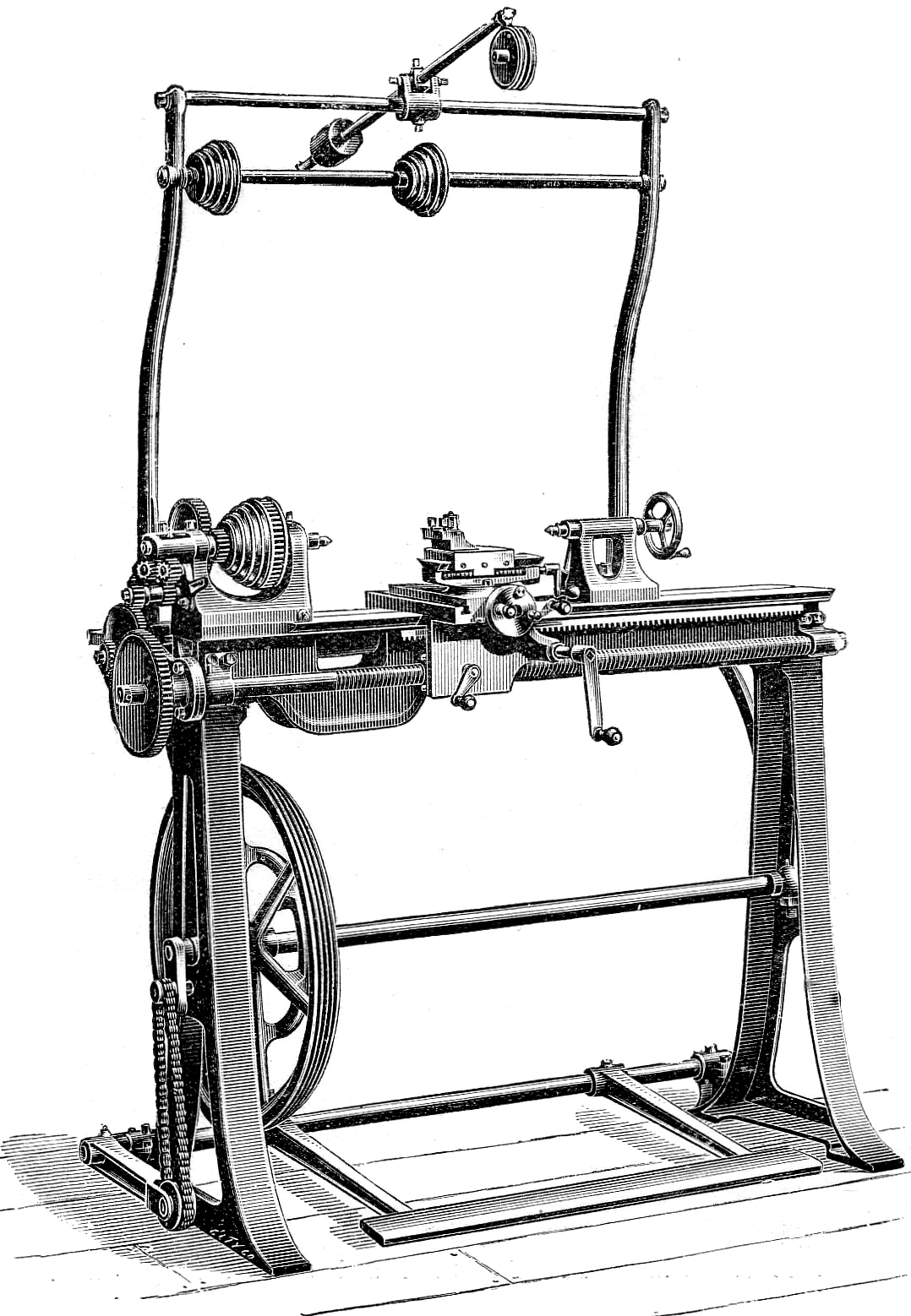
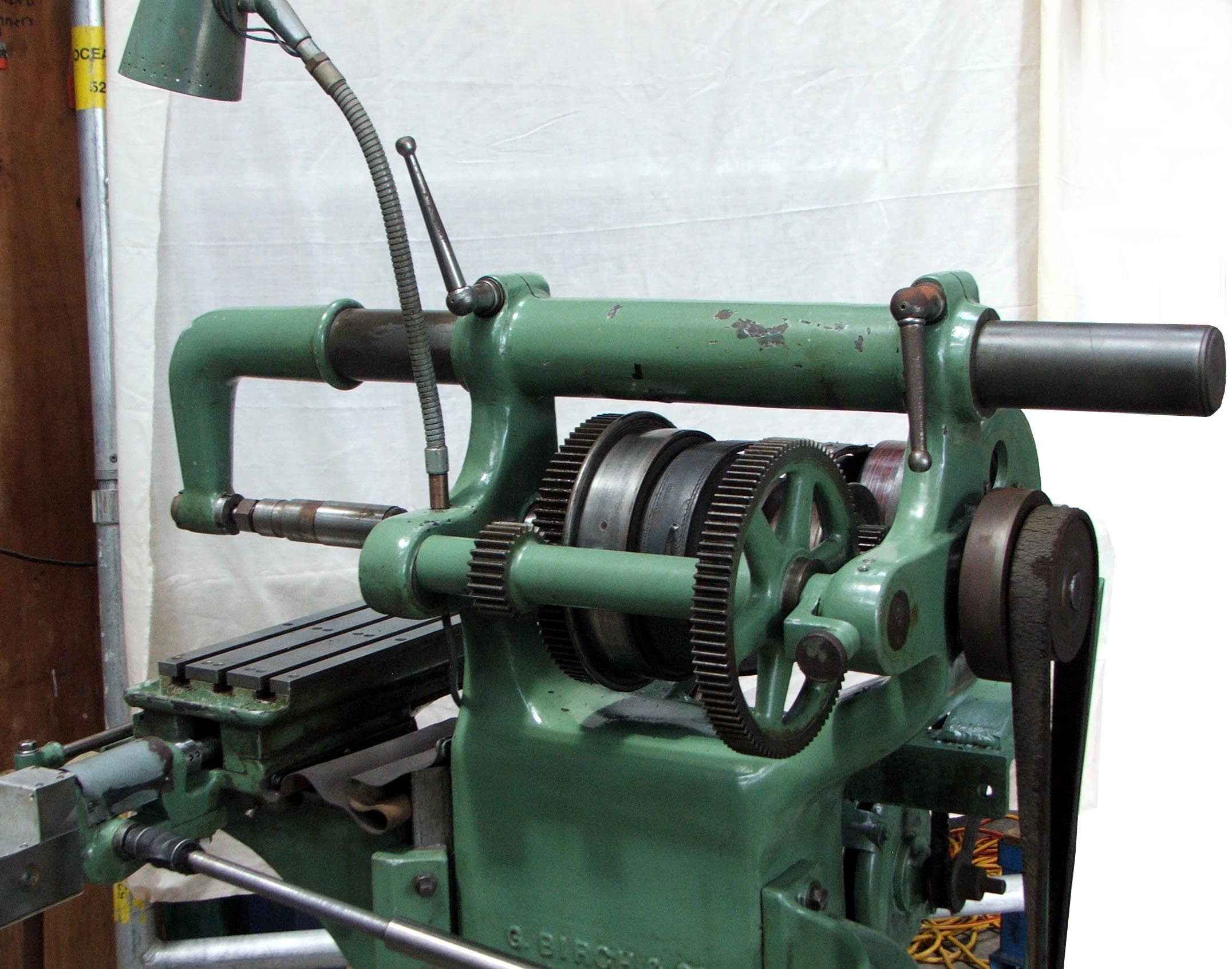
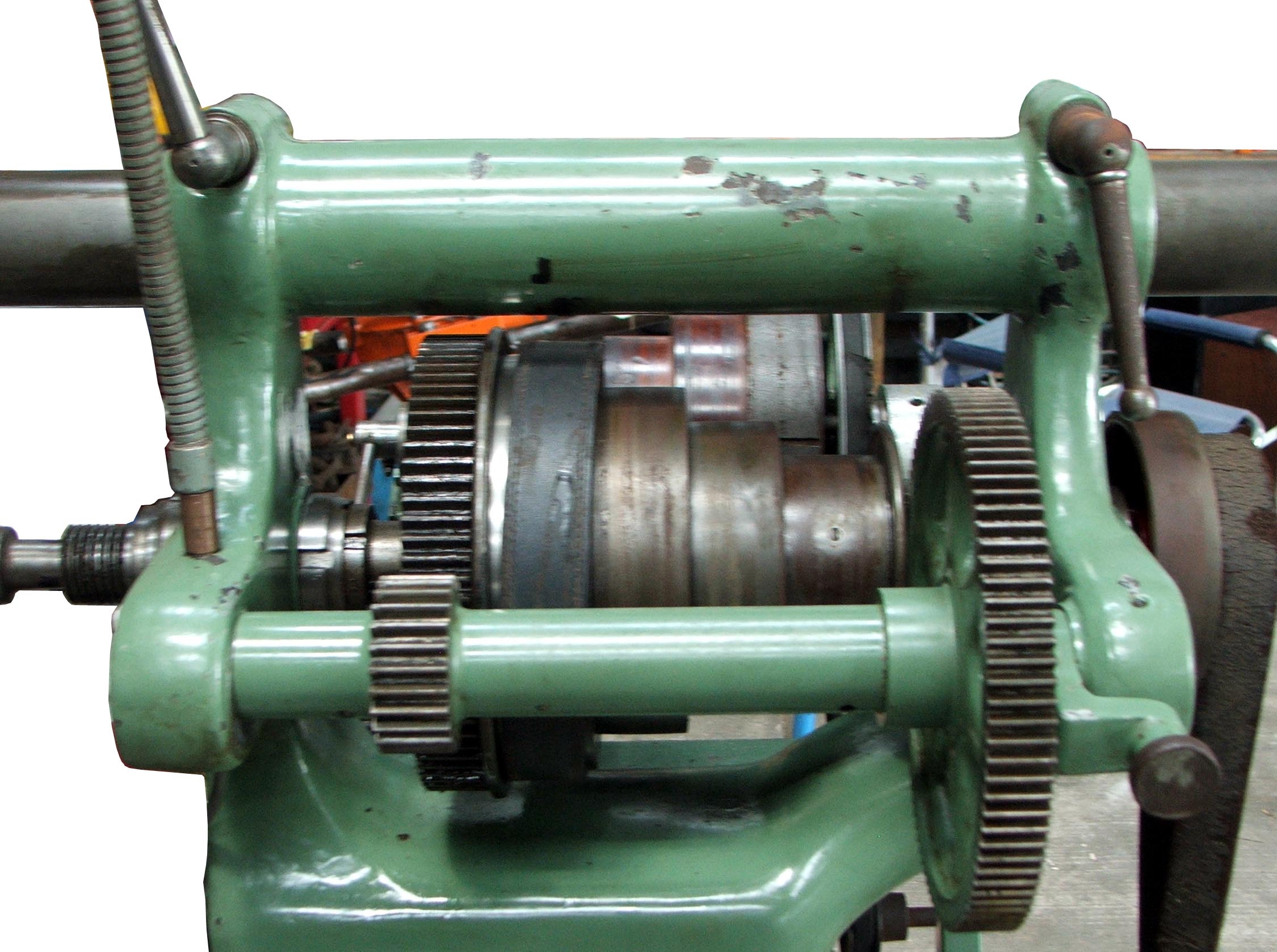
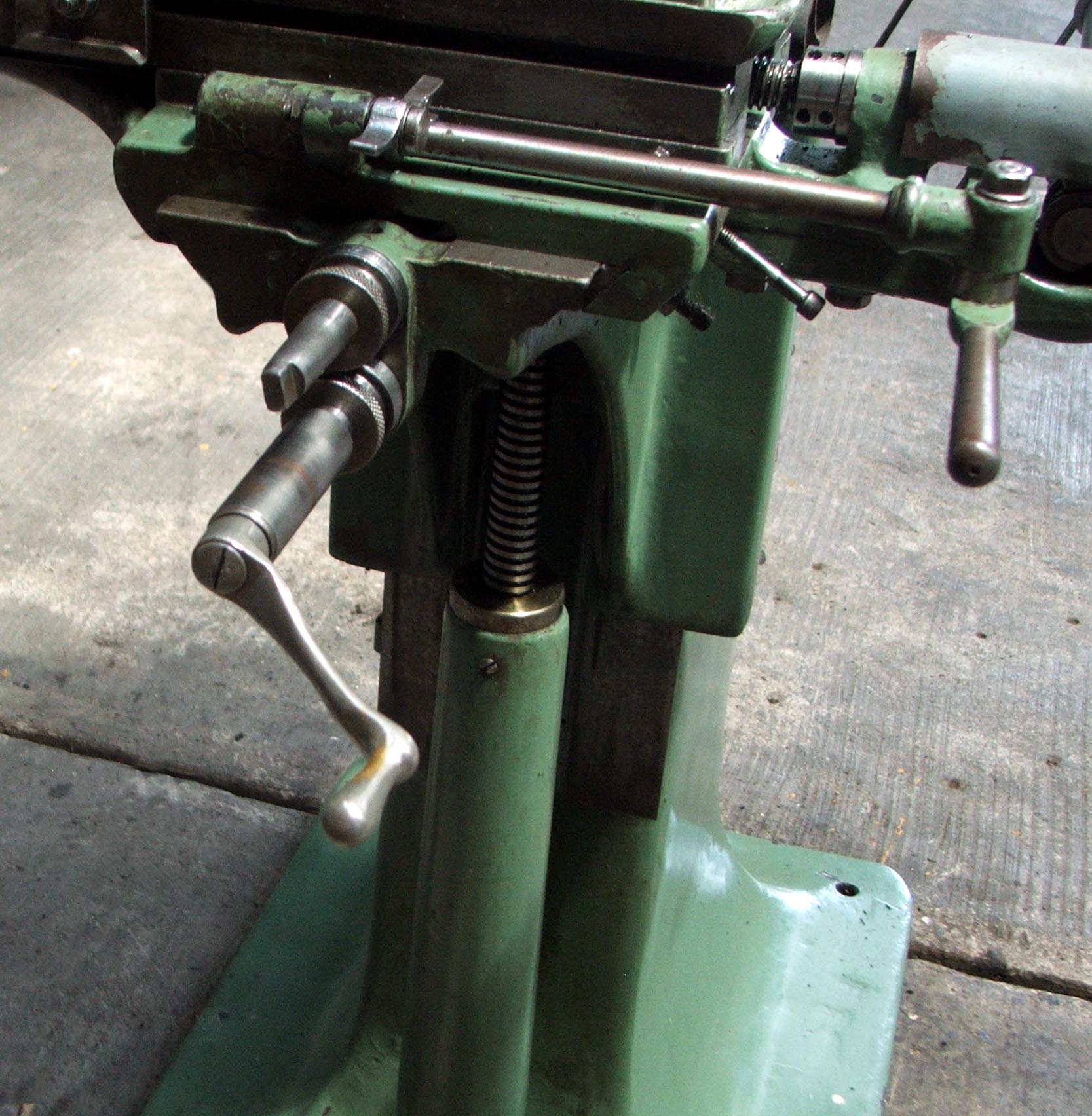
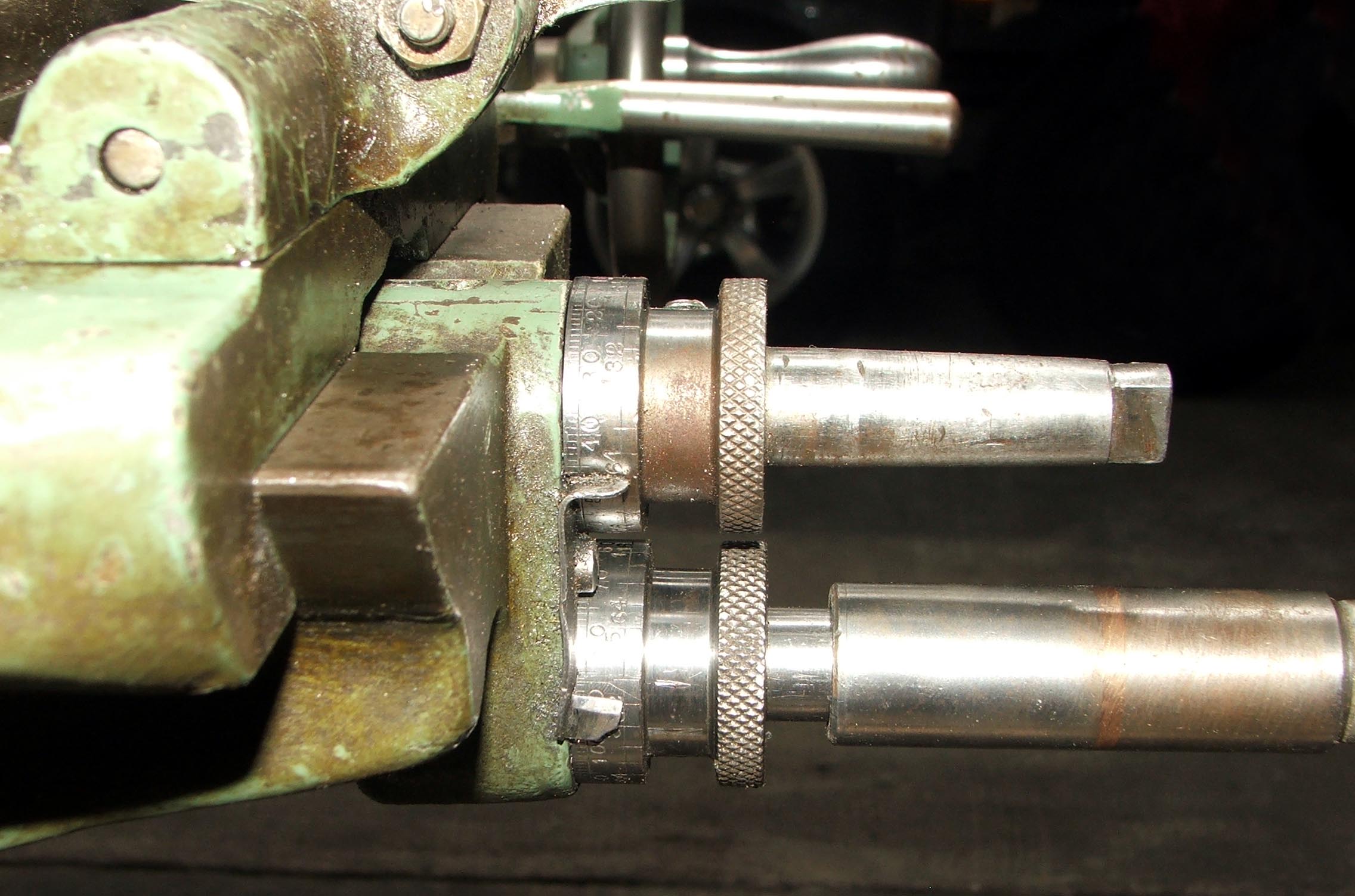
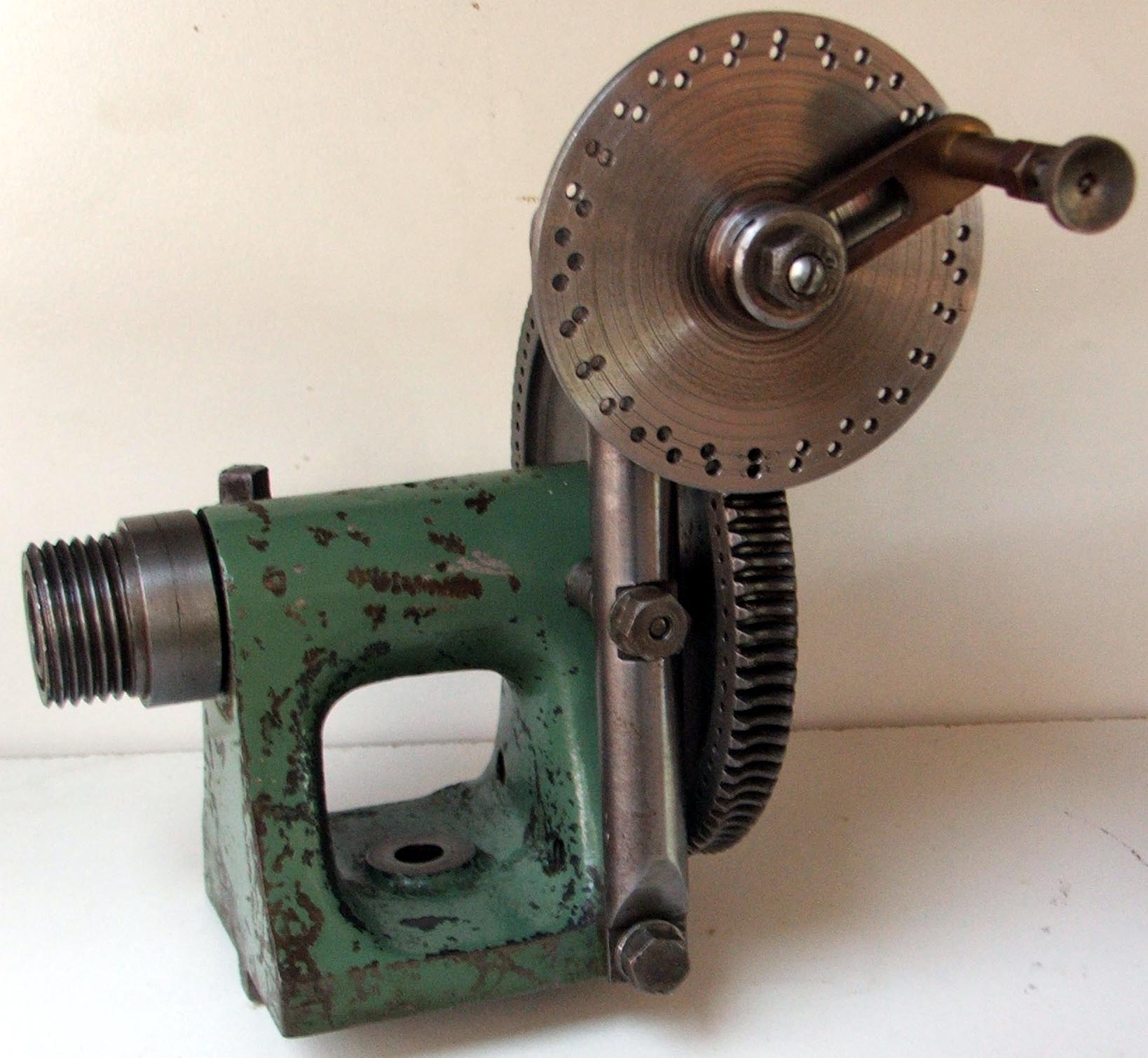
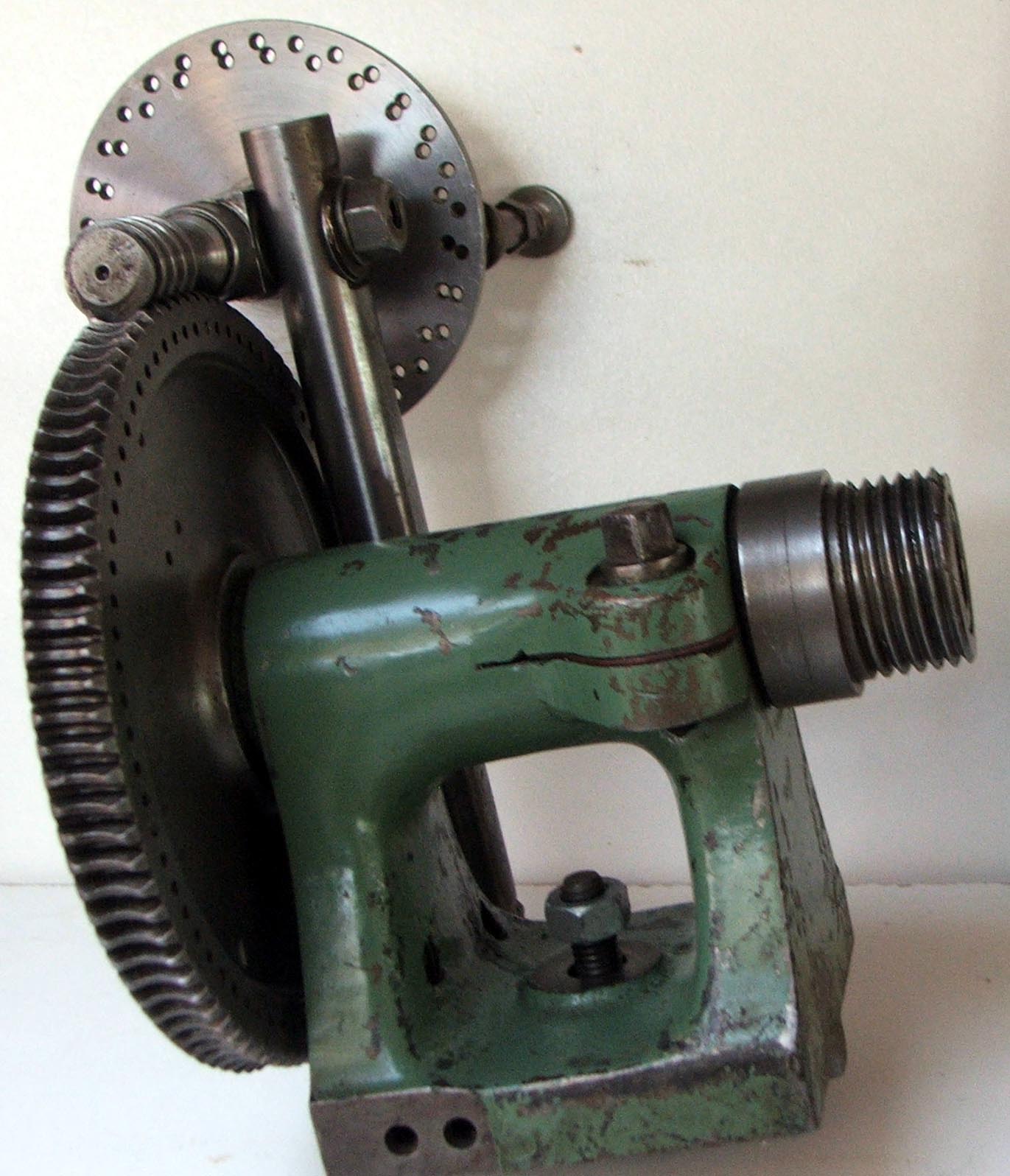
Build with centre heights of 3.5", 4.5" and 6" the Birch backgeared and screwcutting centre lathe was a typical product of the late 1800s. Driven from a treadle flywheel assembly by a round rope "gut" leather band the 4-speed headstock was reported to run in parallel bearings - though the illustration appears to a show a draw-in type. The single flywheel (some models would have had another, at the tailstock end to store additional energy) was fitted with a high-speed pulley close to the centre and cranked by a full-length hardwood treadle board. Instead of the expected, simple slide-into-engagement backgear, this was carried on a proper eccentric. Screwcutting changewheels drove a very large diameter, coarse-pitch leadscrew through a tumble-reverse mechanism. Instead of a rack-pinion gear (and rack on the bed) the carriage was moved by hand using a rather cheaper method - a gear engaging with the top of the leadscrew. Although not shown, the lathe would have been supplied with a wooden "backboard" (sitting behind the bed and spanning the legs) for the storage of tools. Birch "commercial" lathes always had 'square' ways, generally a centre height of 6 inches, flat-belt drive and a screwed spindle nose 13/8" in diameter. The company's ornamental turning lathes - an example is shown below - were based on identical major castings but with dovetail ways, a 5.5" centre height, round leather 'gut'rope drive and a smaller headstock spindle nose 11/5" in diameter. |
|
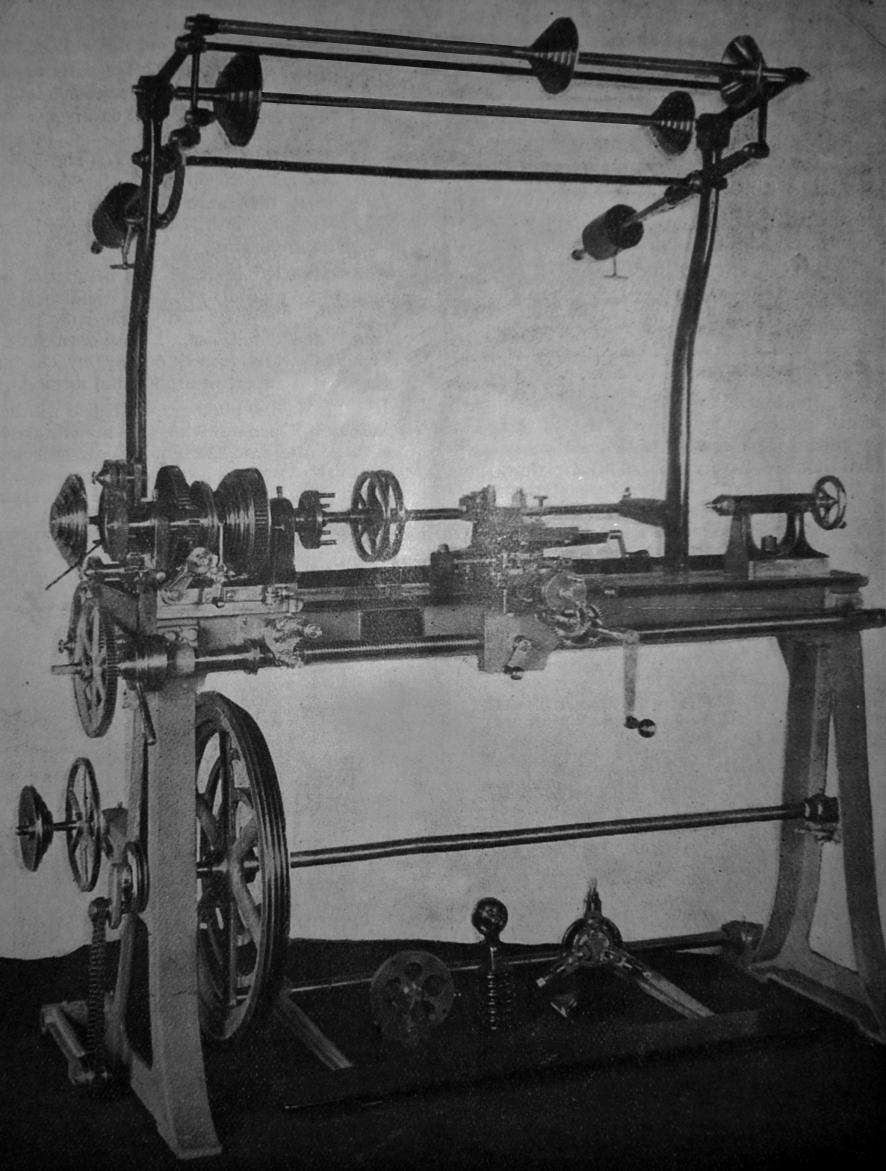
W ell-specified Birch of Manchester ornamental turning lathe complete with a complex "overhead" drive system for powering toolpost-mounted drilling and grinding attachments, backgear, screwcutting, a dog clutch on the leadscrew and possibly tumble-reverse on the changewheel drive. |
|
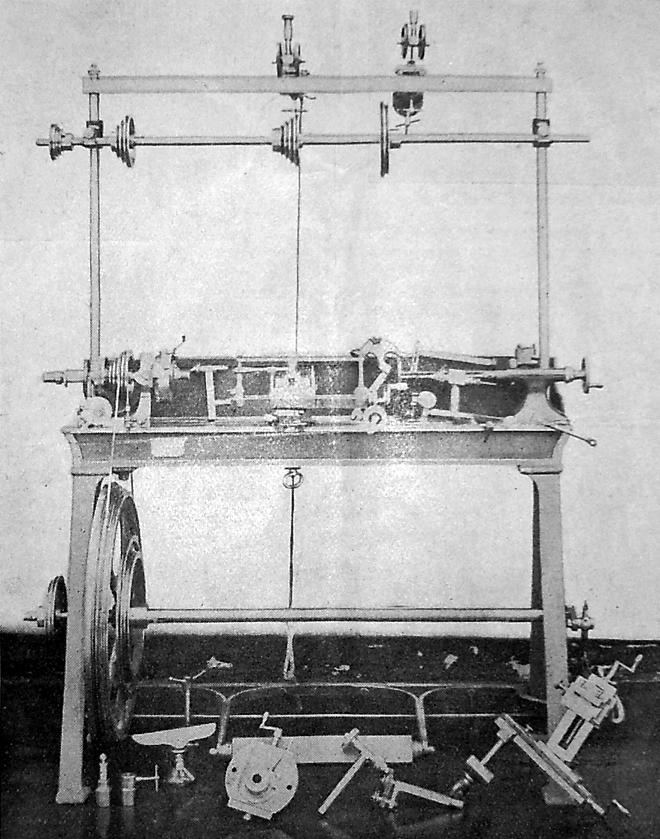
A less-expensive incarnation of the Birch, a plain lathe without backgear and screwcutting but complete with a range of what would have been pricey accessories. |
|
|


|
|
|
|
|
|
|
|

|
Home Machine Tool Archive Machine-tools Sale & Wanted |
||