|
Home Machine Tool Archive Machine-tools Sale & Wanted |
||
|
|
||

|
|
||
|
|
|
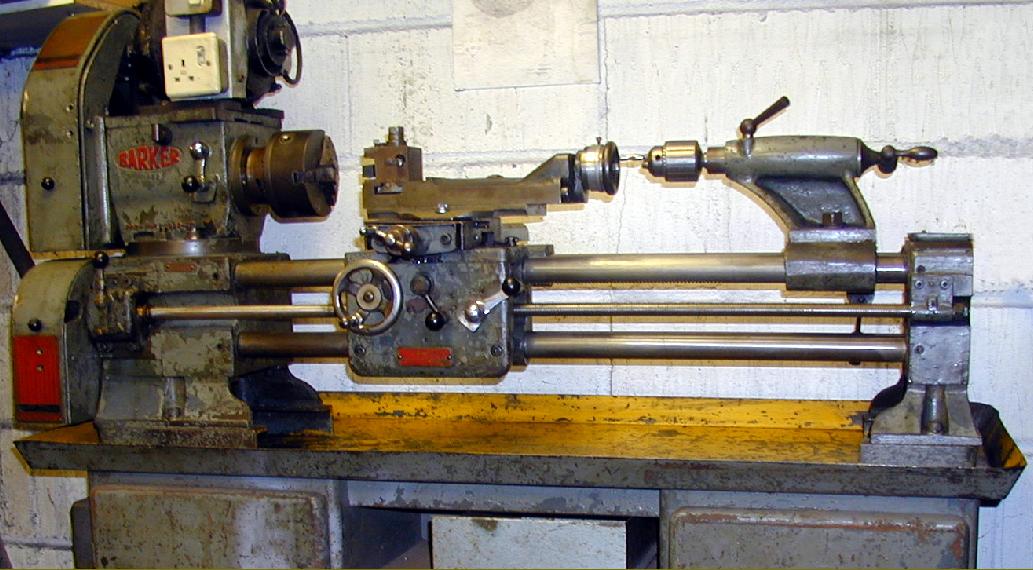
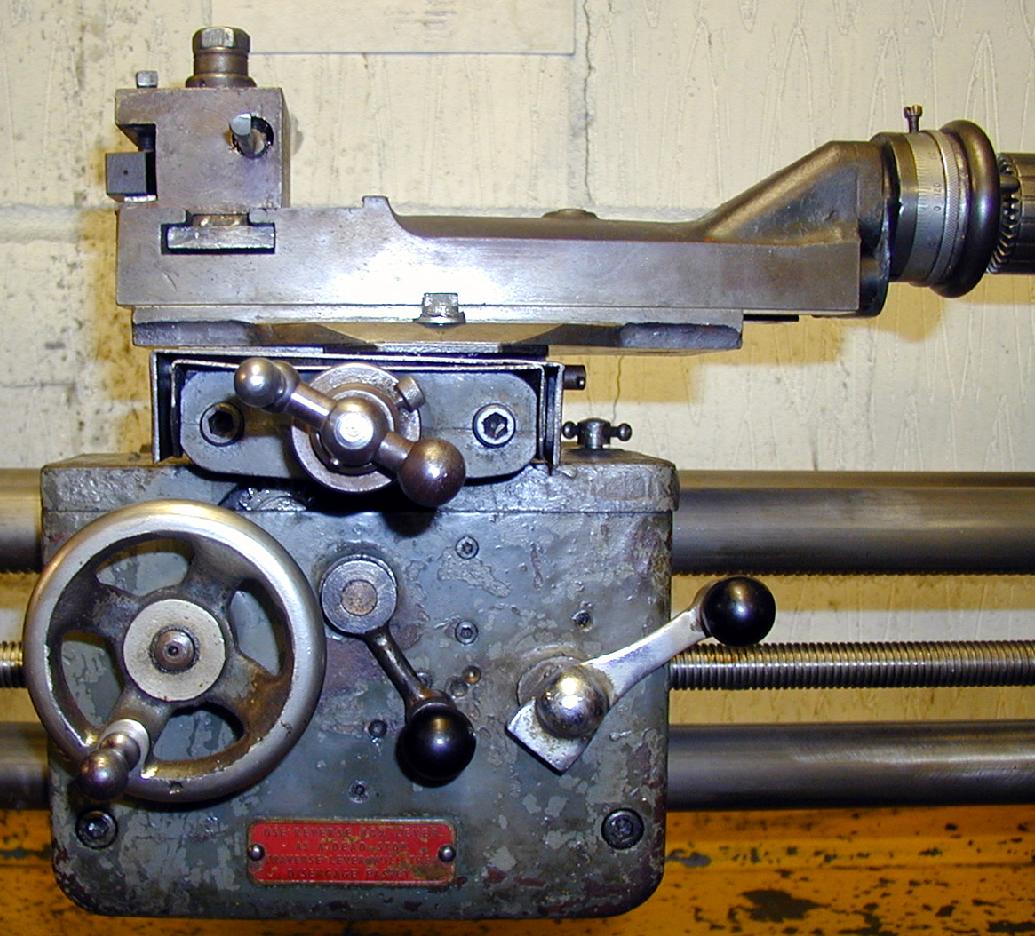
Both sliding and surfacing feeds were selected and engaged by a single 3-position lever on the front face of the apron. A small plate riveted to the lathe instructed the operator how to use the automatic release for the sliding feed: "Use reverse box lever as a dead stop . Traverse lever will then disengage easily". |
||

|
|
|
|
||

|
|
||

|
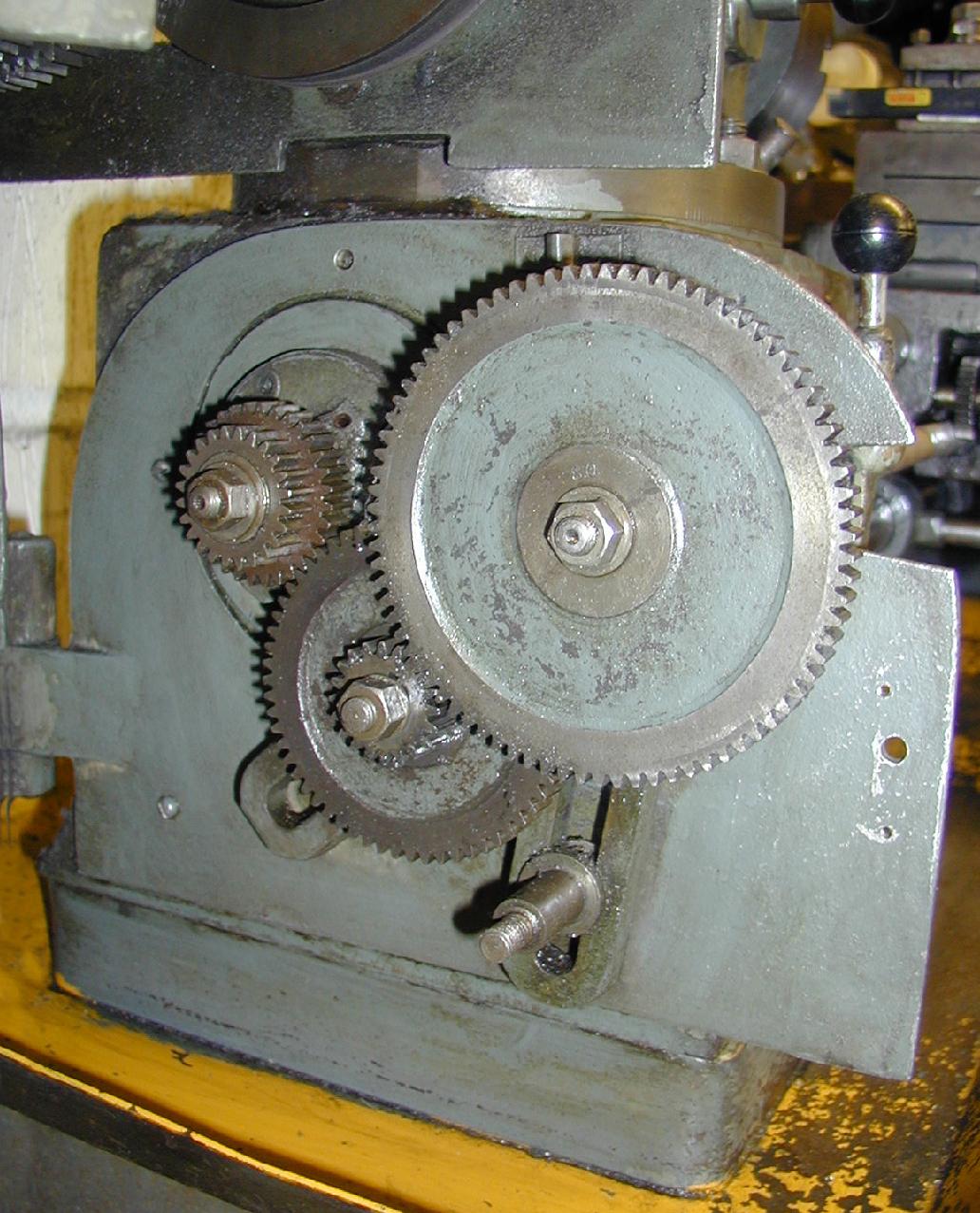
A pair of bevel gears under the headstock transmitted a drive out to a conventional arrangement of changewheels carried on a slotted bracket. |

|
|

|
|

|
Home Machine Tool Archive Machine-tools Sale & Wanted |
||