|
AB Arboga Mekaniska Verkstad of Sweden have made, over the years a wide range of products: power shears, press brakes, eccentric presses, chip crushers, straightening machines, wire-drawing machines tube draw benches, small and miniature milling machines, a miniature universal machine and a very wide range of drilling machines.Their popular EM825 (and later very similar U2508) mill/drill was a well-made and versatile machine with a geared-head based on the company's similar range of small drills and co-ordinate and radial-arm drilling machines. The machine appears to have superseded two earlier version, the E135 (fitted with a single-speed motor and a 100 to 640 r.p.m. speed range) and the next version, the very similar-looking, 2-speed motor equipped E830 with speeds from 80 to 890 r.p.m. Whilst the early models are rare the EM825 was heavily promoted and sold well in both European and North American markets from the 1950s to late 1970s. Today (2019) the mill-drill is still made in a slightly modified form as the "Strands" by Gnosjo Maskin & Verktyg - and sells for around US$7800 or GBP5000.
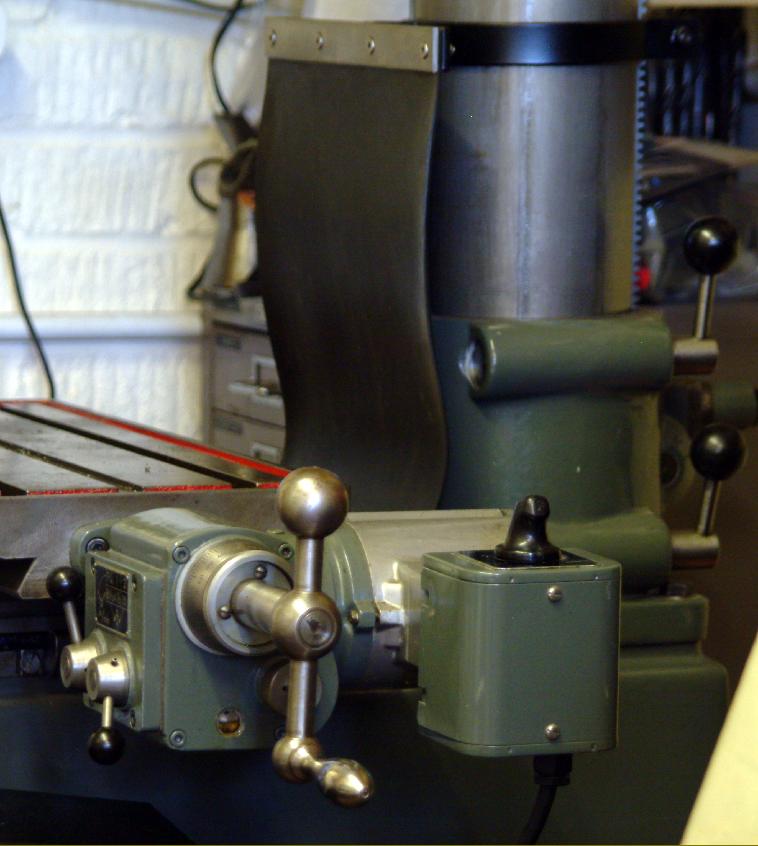
Raised and lowered by a crank-operated rack-and-worm mechanism (fitted at the back of the 4" diameter column) the swivelling head was equipped with both fine down-feed and a rapid-action drilling quill with 41/2" of travel. To keep the head in alignment during vertical movements the rack was ground on both edges and let into the column, an adjustable gib strip being provided to take up any lateral play that might develop during service. From the centre of the spindle to the column was 107/16" and the maximum distance from the spindle face to the table 12". The micrometer dials were fitted with vernier graduations to 1/500".
Either a two-speed 3-phase, or 1-phase 1400/2800 rpm motor could be specified to drive the 8-speed geared head at speeds of 100, 150, 205, 300, 440, 640, 880, and 1280 rpm. At 2800 r.p.m. the 3-phase motor was rated at 0.9 h.p. and 0.6 h.p. at 1400 r.p.m. A high-speed option was also listed, with the choice of two speed ranges:
a) 100, 205, 250, 440, 510, 885, 1040 and 2080 r.p.m.
b) 100, 205, 345, 440, 695, 885, 1450 and 2900 r.p.m.
With what seems to have been only a handful of specially ordered exceptions, the 2-speed, 3-phase motors were of a type that used a dahlander connected winding, sometimes known as a tapped wound configuration. As a result the motor could only be run from 415V, there was no way of setting jumpers (as on many 3-phase motors) to connect it in Delta to a low-voltage (200/240V) supply. As a consequence, if run from one the now inexpensive, popular and effective 1-phase to 3-phase inverters, it would need to be the rather more expensive type with a step-up transformer inside
Various sizes of table were available, but the one most commonly found has a working surface of approximately 17.3" x 9.43" with 11" inches of longitudinal movement and 6.5" of cross travel. Most seem to have been fitted with ball thrust races on the feed screws and some with ball races where the shaft passed through the of the casting. An oil-immersed, power-feed gearbox was an option but, being very expensive, is rarely found.
Very heavily built, the head, once tilted over, could be difficult for one person to hold whilst the retaining nut was tightened. Although the vertical position was held by a locating taper pin, once outside this setting the head was secured by friction alone and on a limited surface area. However, experienced long-term owners report that this is not a problem and that even under heavy cuts the rigidity of the head is not compromised. At some point in the late 1960s it appears that the original EM825 was superseded by an interim model, a heavier version with the larger column and table that appeared on the next generation of Arboga millers, the U2508 (the latter also being built as a copy in Taiwan during the 1970s and 1980s).
There are one or two details about the spindle that are worth knowing: it was fitted, as standard, with a 3-Morse taper, with a tang knockout but, because the spindle line was blocked by the motor above, without a draw-bar for holding cutters in the head; instead, a screwed ring on the spindle nose retained a "slotted" washer which was slipped over the neck of a cutter between its Morse taper shank and the cutting edges. Only one "washer", distance piece and retaining ring were required for the full-size 3-Morse fitting, but to hold tapers of No. 2 and 1-Morse in adapter sleeves (and the special drill chuck) a total of five were needed. These items are still available, but very expensive, the parts for the 3 Morse holder alone costing over £240 in 1999. In addition, before a standard "Autolock" chuck can be used in the head, it needs to be modified to accept the retaining ring and plate; this is, however, an apparently simple matter. If you are going to buy an Arboga, check that the cutter-retaining parts are with the machine, or budget accordingly to buy them.
Unaccountably (unless they are, perhaps, Russian copies) some machines have their head assemblies made from "mirror-image" casting; this, of course, has the effect of putting the gear levers on the right-hand side and the quill-feed controls on the left.
Copied by the New Bharat Engineering Works of Pandit Nehru Road, Jamnagar 361-002, India, the EM825 was also sold as the "VM-25 Energy". This model was mounted on a compact cabinet stand, similar to the original, but with a coolant pump and tank enclosed within the base and a neat, facia-mounted electrical control panel. The Modig company of Virserum, Sweden, also manufactured a very similar geared-head mill-drill, the UM3508
Fitted to its maker's stand the Arboga EM825 weighed, approximately 530 lbs.
Another interesting Arboga product was the beautifully-built, ingenious but rarely-seen UM400, a miniature combination machine..
|
|