A comprehensive manual is available for the
Aciera 6 and 10 drills and tappers
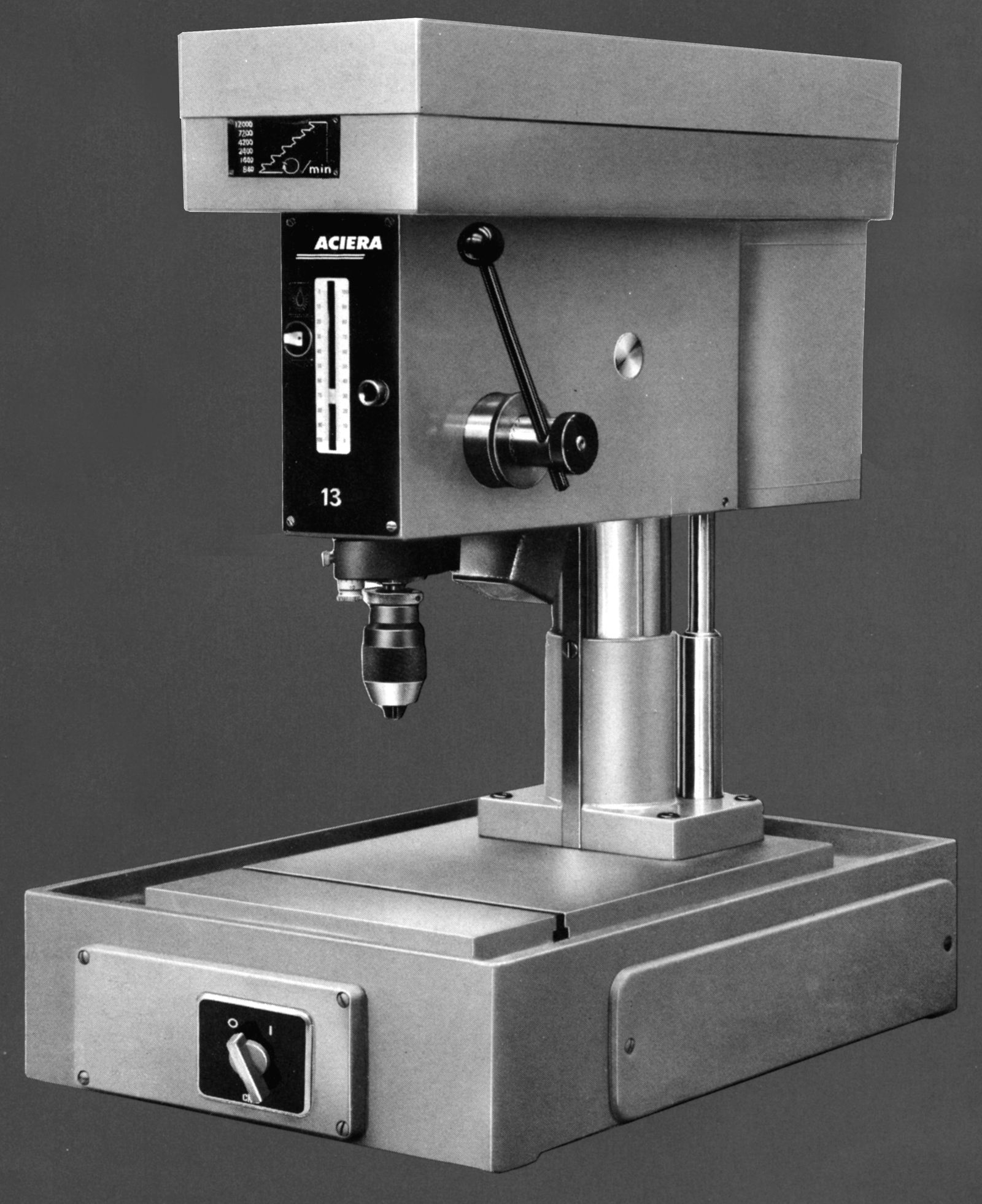
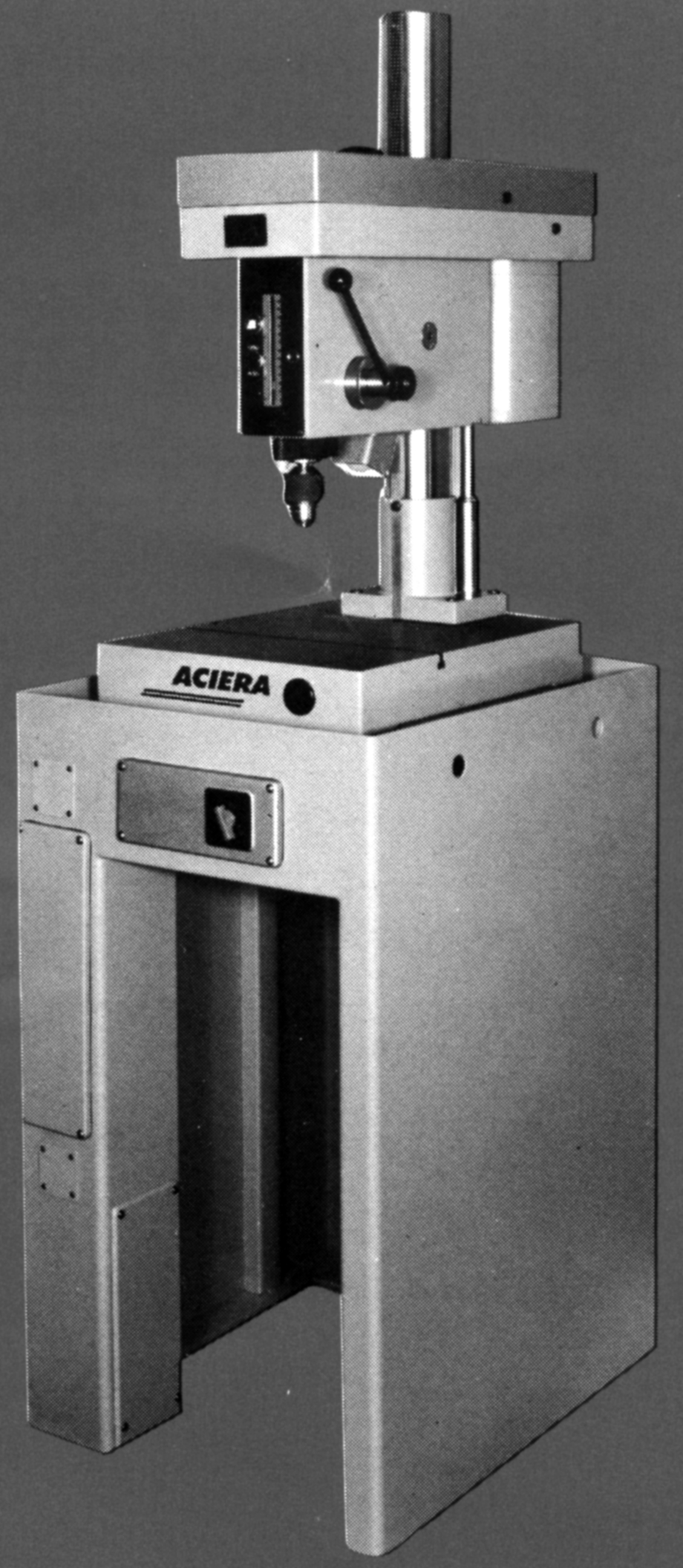
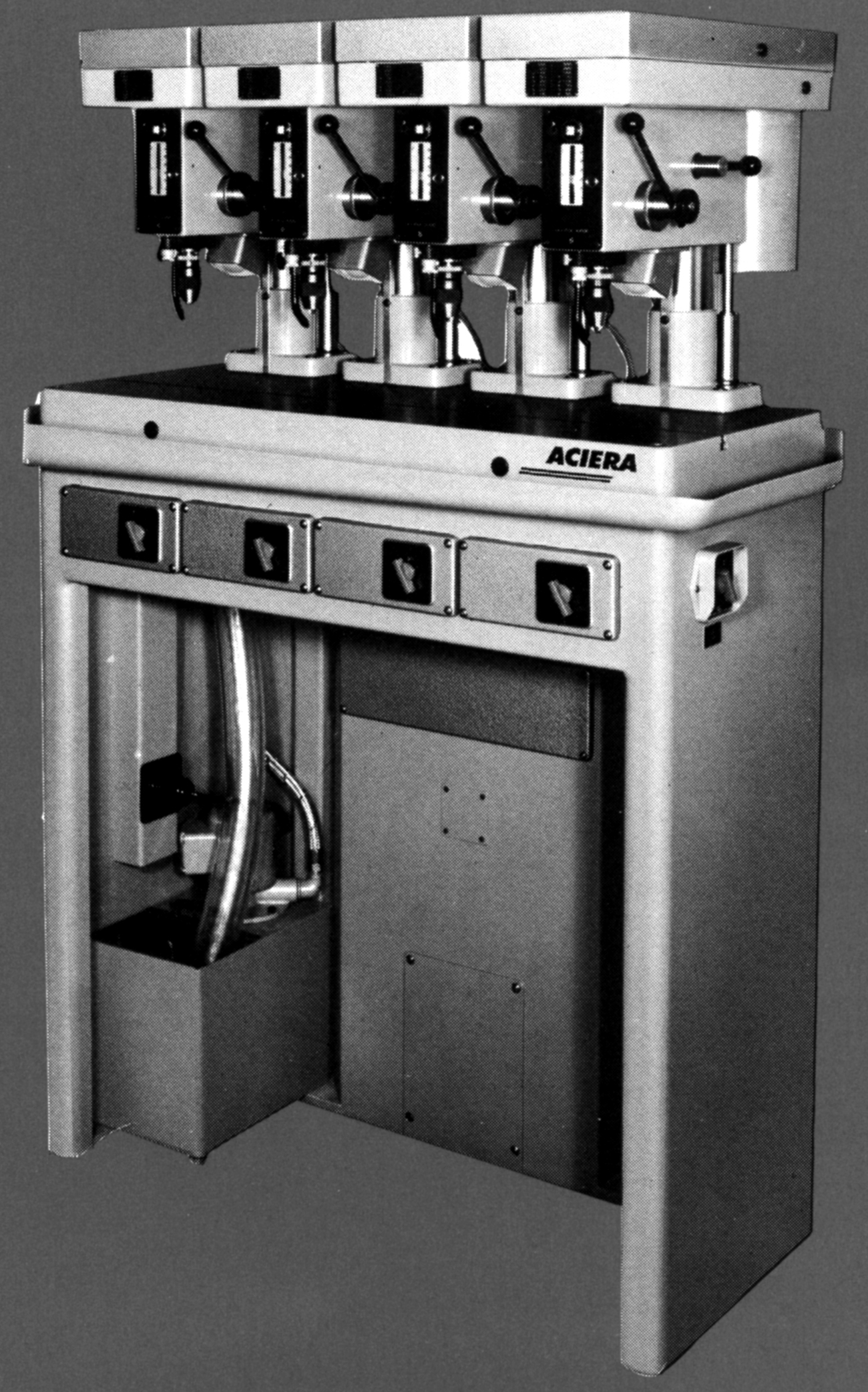
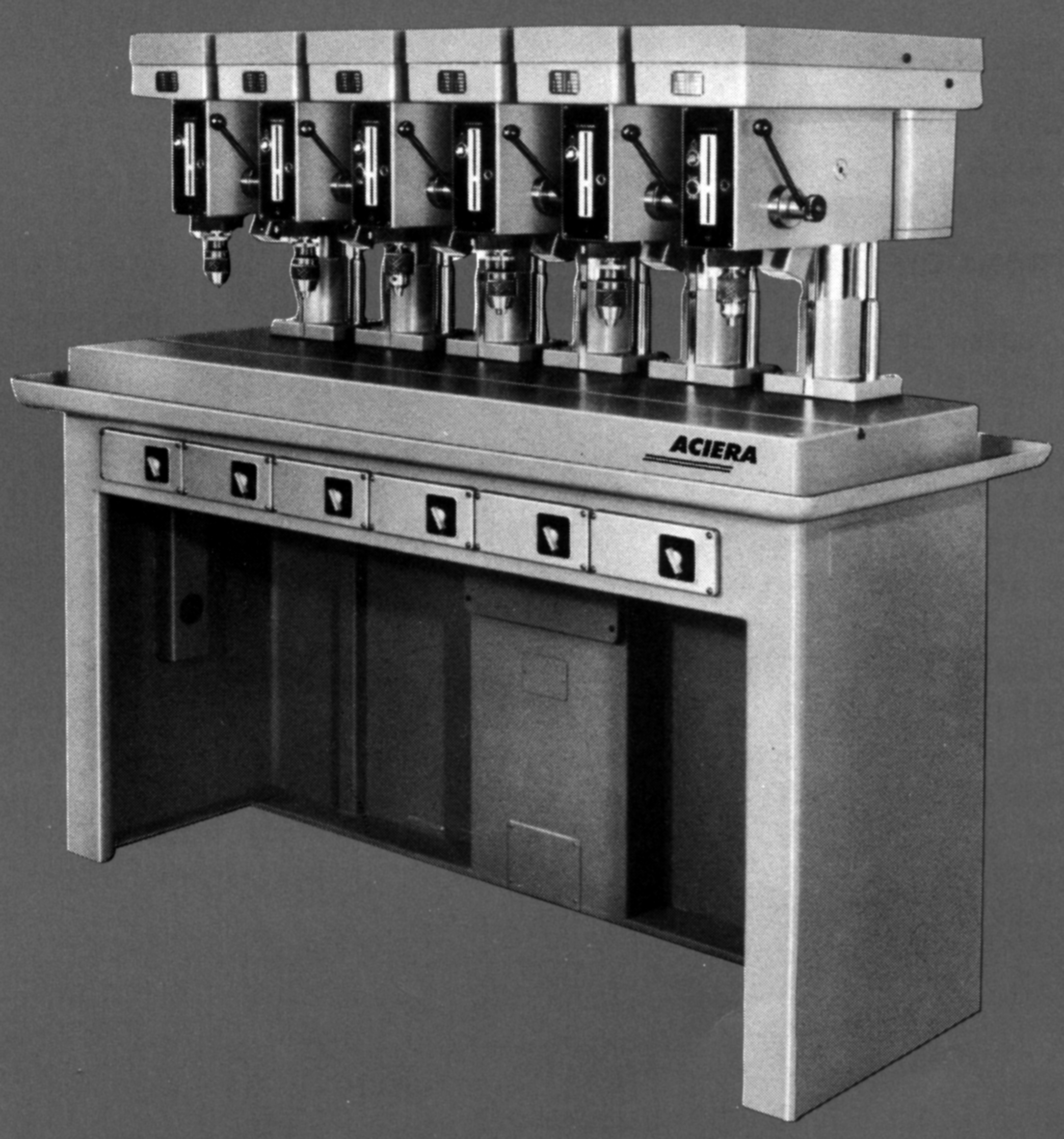
One of a number of combined drilling and milling machines made by Aciera, and intended for precision drilling and tapping in both toolrooms and production settings, the Type 13 was identical in dimensions to the Type 10, but available with the option of several more powerful motors. It was described by the Company as being both a "Medium-sized model" and as a "co-ordinate drilling, tapping and boring machine" and, when fitted with a compound, screw-feed, T-slotted table, as being of the "semi jib-boring type". Intended only for small, very precise work, both early and late models were produced, the former recognisable by its rounded styling and the latter by a more modern, angular appearance (the early versions also lacked a T-slotted foot). Three versions of the late model were made: the 13T bench model with 350 x 400 combined foot and table formed with a surrounding coolant trough; a floor model, the 13K, mounted on base made from welded steel and capable, in its various sizes, of mounting up to six heads side by side - though the single-head type differed from the bench model in having a slightly larger 365 x 400 mm table. The final version was the Type E, this being mechanically identical to the standard model but fitted with both an ordinary on-off switch and one working through a double contactor that gave an instant reverse the spindle direction. When tapping, the permitted revolutions were marked on the speed chart by red dots.
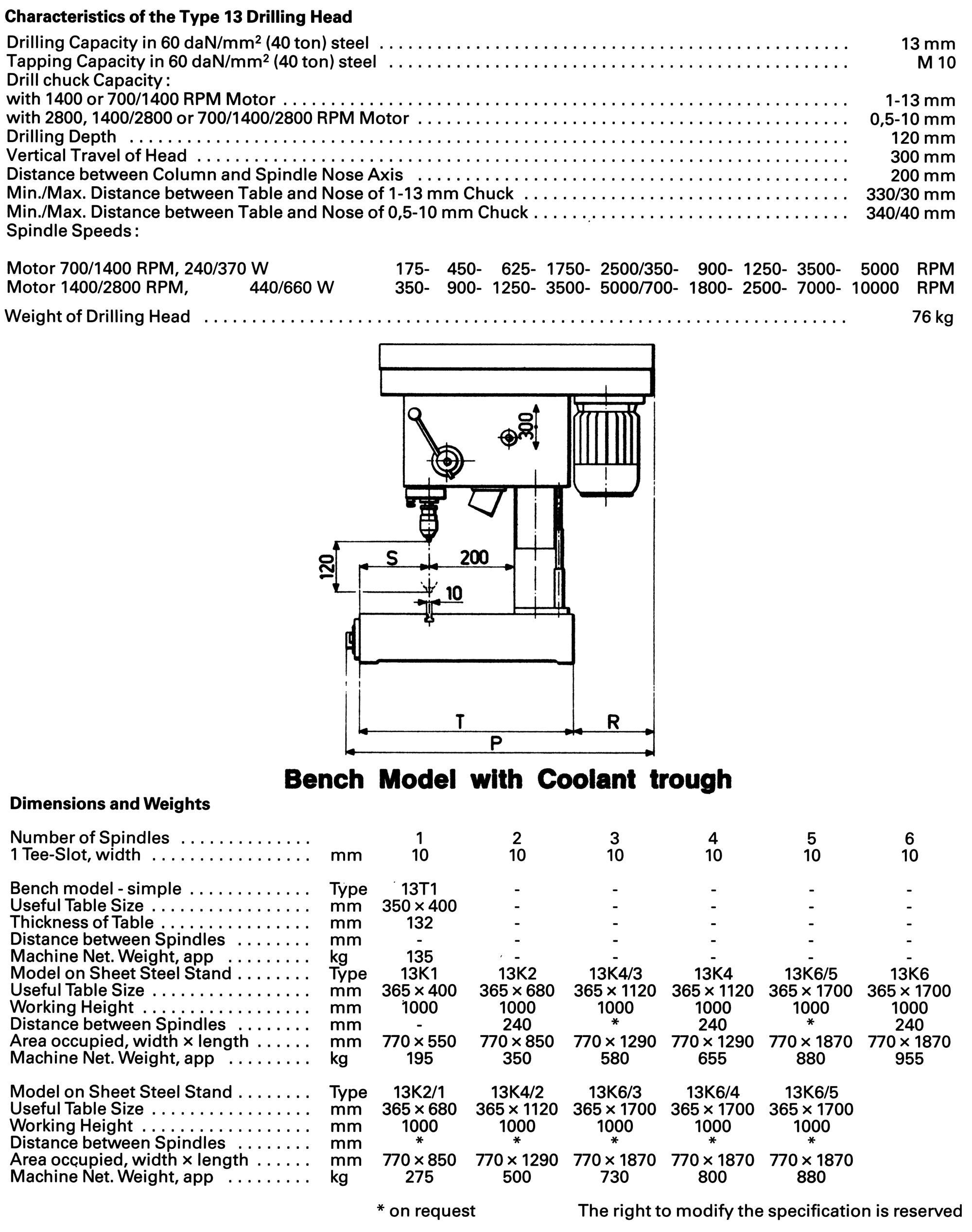
Of a simple, straightforward design, the drill could be ordered with a choice of motors and spindle speeds: a single-speed, 240 Watt, 1400 r.p.m. type gave five speeds 350 to 5000 r.p.m.; a 2-speed (240/370 Watt) running at 710/1400 r.p.m. produced from 175 r.p.m to 2500 r.p.m. in low range and 350 to 5000 r.p.m. in high. The final choice was a 1400/2800 r.p.m. (440/660 watt) that gave 350 to 5000 r.p.m. in low range and 700 to 10,000 r.p.m. in high. Motors were foot-mounted mounted at the rear of the head and drove forward to the spindle using a V-belt running over 5-step pulleys - a typical Type 13 with a 2-speed motor having ten spindle speeds of 175, 450, 625, 1750 and 2500 in low range and 350, 900, 1250, 3500 and 5000 r.p.m. in high.
The top section of the belt cover could be hinged open, the lower section sliding (locked by a handle) to slacken and tighten the belt. Drilling capacity in 40-ton steel was 13 mm together with an ability to tap holes with a thread up to metric M10.
Running in a high-precision ball races, the No. Morse taper spindle had a lever-controlled travel of 120 mm and was held inside a hardened and ground quill that had been lapped into the cast iron of the head. Head travel was 300 mm, movement being controlled by a crank handle, inserted into the front face of the head, and working through rack-and-pinion gearing. A handle lock was provided to secure the chosen setting. Unfortunately, as the spindle end protruded from the quill by around 100 mm, this extension piece reduced the drill's vertical capacity.
Aciera. it seems. never contemplated making drills with any sort of backgear arrangement to allow heavier work at slow speeds - examples of such being the very hand, compact but powerful-for-its-size Kerry Super 8 in Mk.1 and Mk.2 versions and the rather larger Medding Pacera M4. Nor, apart from one or two examples of its being an extra-cost option, were the smaller drills available with a Morse-taper spindle - instead high-quality, keyless (and very expensive) Albrecht chucks were usually supplied.
In its bench-mount form the Aciera 13 weighed approximately 195 kg while the same machine, mounted on its floor stand, weighed 275 kg and occupied an area 770 x 850 mm.
High-resolution pictures - may be slow to load